
Рис.2.43. Схема размеров коробчатой детали.
Усилие P=k*  *П*s, где К-коэффициент; - предел прочности металла; П – периметр детали; s- толщина металла.
*П*s, где К-коэффициент; - предел прочности металла; П – периметр детали; s- толщина металла.
F=П*s - площадь сечения детали.
П=2(В-2*  )+2(А-2* )+2*π* =2В+2А-
)+2(А-2* )+2*π* =2В+2А-  (4+4-2π)=2В+2А-1,72
(4+4-2π)=2В+2А-1,72  .
.
Р= k*  *s(2В+2А-1,72 ).
*s(2В+2А-1,72 ).
Формула применима для вытяжки прямоугольных коробок за одну операцию.
Коэффициент К=0,3…..0,8. К=ƒ( /B; H/B; 100*S/D).
Чем больше 100*S/D, тем больше К;
Чем больше H/B, тем больше К;
Чем меньше /B, тем больше К.
С увеличением H/B и уменьшением /B увеличивается степень деформации при вытяжке.
Калибровка радиусов после вытяжки
Рассмотрим на примере вытяжки цилиндрических деталей с фланцем. Радиус закругления детали у фланца  определяется радиусом кромки матрицы
определяется радиусом кромки матрицы  ; /s=(6….10)*s.
; /s=(6….10)*s.
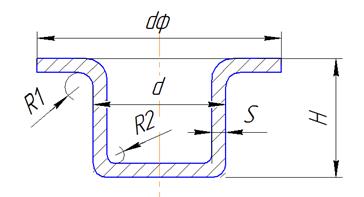
Рис. 2.44. Схема размеров готовой детали при калибровке.
Если > , то необходимо сначала выполнить вытяжку с радиусам . Затем следует калибровка радиуса и получаем деталь с заданными радиусами. При калибровки общая высота детали уменьшается, за счет уменьшения радиуса закругления. Определим высоту детали после вытяжки.
Размеры со штрихом по средней линии.  =Н-S;
=Н-S;  = +0.5*S.
= +0.5*S.

Рис.2.45. Схема детали, приведенной к средней линии
 =
=  +2П, где П- припуск на обрезку.
+2П, где П- припуск на обрезку.
Площади детали после вытяжки и площадь готовой детали (после калибровки) равны:  =
= 
 =
= 



= 



Примем =  ;
; 
Полная высота заготовки после вытяжки  =
=  +
+  +
+ 
 и - заданы; необходимо определить .
и - заданы; необходимо определить .
Площадь  =π*
=π*  *
*
= / π*  .
.
= -  -
-  -
-  -
-  .
.
и  - известны, так как равны соответственно
- известны, так как равны соответственно  и
и
 =
=  *(
*( -
-  ) – площадь кольца
) – площадь кольца
 =ƒ(; ) – формула есть в справочнике Романовского (четверть сферического кольца вогнутого). Таким образом можем найти
=ƒ(; ) – формула есть в справочнике Романовского (четверть сферического кольца вогнутого). Таким образом можем найти  и . Уменьшение высоты заготовки после калибровки:
и . Уменьшение высоты заготовки после калибровки:  H=
H=  - .
- .
Усилие калибровки: P=F* , где F – площадь деформации при калибровке;
F= *[  ];
];
- предел прочности; можно =  ;
;  - предел текучести.
- предел текучести.
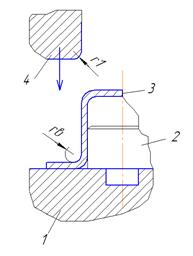
Рис. 2.46. Схема калибровки радиуса после вытяжки, где
1 – нижняя плита штампа; 2 - фиксатор; 3 - заготовка;
4 – матрица для калибровки.
Отфланцовка заготовок после вытяжки и обрезки припуска
При получении цилиндрических деталей без фланца обрезка припуска на вертикальной стенки затруднена. Поэтому можно сначала выполнить вытяжку с получением небольшого фланца, ширина которого равна припуску на обрезку. Затем выполнить обрезку припуска и последней операцией будет отфланцовка, после которой и получим готовую деталь.

Рис. 2.47. Схема заготовки после вытяжки, обрезки линии и отфланцовки

Рис. 2.48. Схема заготовки по средней после обрезки и отфланцовки.
П- припуск на обрезку; h- высота детали по чертежу;  ,
,  - размеры по средней линии; Δh – увеличение высоты заготовки после отфланцовки;
- размеры по средней линии; Δh – увеличение высоты заготовки после отфланцовки;  - площадь четверти вогнутого сферического кольца;
- площадь четверти вогнутого сферического кольца;  – площадь поверхности цилиндра высотой ;
– площадь поверхности цилиндра высотой ;  - площадь поверхности цилиндра высотой Δh.
- площадь поверхности цилиндра высотой Δh.
=  +
+  [2*π* * -8*
[2*π* * -8*  ]= π* * + π* * Δh
]= π* * + π* * Δh
Δh=  .
.
Вытяжка с утонением
Вытяжку с утонением применяют для изготовления тонкостенных полуфабрикатов. При вытяжке (рис. А) длина вытягиваемой детали увеличивается за счет утонения ее стенок. Обычно утонение за один проход не превышает 30-35% начальной толщины, что обеспечивается соответствующим выбором величины зазора между матрицей и пуансоном. При вытяжке толщина полуфабриката не изменяется. Вытяжку можно осуществить через несколько матриц, расположенных последовательно одна за другой (рис. Б).

Рис. 2.49. Схема вытяжки с утонением
Отбортовка
В процессе отбортовки одновременно увеличивают технологическое отверстие и изгибают заготовку на рабочей кромке матрицы, а затем спрямляют ее при перемещении относительно рабочей кромке пуансона. Начальная стадия процесса отбортовки показана на рис. 1,а, а конечная на рис. 1,б.
Зона пластической деформации при отбортовке представляет собой кольцевой участок, ограниченный радиусами  и R (рис.1, а). Напряженное состояние зоны пластической деформации - плоское, характеризуемое двухосным растяжением радиальном и окружном направлении. В связи с этим пластичность материала заготовки невысокая, высота горловины, полученная отбортовкой, составляет всего 0,2-0,3 ее диаметра.
и R (рис.1, а). Напряженное состояние зоны пластической деформации - плоское, характеризуемое двухосным растяжением радиальном и окружном направлении. В связи с этим пластичность материала заготовки невысокая, высота горловины, полученная отбортовкой, составляет всего 0,2-0,3 ее диаметра.

Рис. 2.50. Стадии отбортовки: а- начальная, б- конечная
На рис. 1:  - текущий (увеличивающийся в процессе деформации) радиус отверстия;
- текущий (увеличивающийся в процессе деформации) радиус отверстия;  =
=  /2 – радиус исходного отверстия; R=D/2 – радиус отверстия после отбортовки;
/2 – радиус исходного отверстия; R=D/2 – радиус отверстия после отбортовки;  - толщина металла после отбортовки; немного меньше исходной толщины S.
- толщина металла после отбортовки; немного меньше исходной толщины S.
Коэффициент отбортовки  =
=  ( - расчетный коэффициент). [
( - расчетный коэффициент). [  . Минимально допустимая величина [
. Минимально допустимая величина [  ] зависит от: 1) от характера обработки и состояния кромок исходного отверстия (сверление или пробивка; наличие или отсутствие заусенцев); 2) относительной толщины металла (S/D)*100%; 3) марки металла и его свойств; 4) формы рабочей части пуансона (цилиндрическая, сферическая).
] зависит от: 1) от характера обработки и состояния кромок исходного отверстия (сверление или пробивка; наличие или отсутствие заусенцев); 2) относительной толщины металла (S/D)*100%; 3) марки металла и его свойств; 4) формы рабочей части пуансона (цилиндрическая, сферическая).
Чем меньше  , тем больше деформация.
, тем больше деформация.
Например, с увеличением (S/D)*100% уменьшается. Для сферических пуансонов меньше, чем для цилиндрических.
Если > [ ], то отбортовка возможна.
Диаметр отверстия под отбортовку определяется как для заготовки с закруглением, получаемой гибкой (по средней линии), то есть из равенства длин линий АВ и АС (см. рис. 2.51., б.).

Рис. 2.51. Схема штампа для отбортовки: 1- пуансон, 2-съемник, 3-матрица, 4-выталкиватель.
со штампами для первой операции вытяжки, используемыми на кривошипных прессах простого действия (рис. 2). Отличие заключается в том, что на пуансоне закрепляется фиксатор, диаметр которого равен диаметру технологического отверстия d0. Зазор между пуансоном и матрицей принимается равным толщине металла, диаметр пуансона Dп соответствует диаметру горловины D. Радиус скругления пуансона rп принимается равным 6-8 толщинам заготовки.








