При проектировании швейного потока необходимо изучить модные направления в одежде и составить ассортимент изделий; предполагаемых для выпуска; разработать перспективные материалы и технологии обработки выбранных материалов и моделей познакомиться с техническими характеристиками высокопроизводительного оборудования и его оснасткой по операциям; проанализировать передовой (комплексный) опыт промышленности по изготовлению изделий-аналогов; оценить собранный материал и поставить его с информацией, приведенной в справочной литературе.
Проектировать поток можно как для предприятия новостройки, так и для действующего предприятия в целях его реконструкции или реорганизации. При этом различие в проектировании заключается в исходных данных.
Работа по проектированию потока ведется по этапам (этап 1 — технологический, этап 2 — расчет потоков, этап 3 — организация работы потоков, этап 4 — планировка швейных цехов).
На рис. 5.15 показана последовательность выполнения работ на каждом этапе проектирования потока швейного цеха.
Рассмотрим технологический этап проектирования потока. Определив ассортимент изделий, для которых будет построен поток, следует выбрать модели этих изделий и образовать так называемый ряд (семейство). Модели выбираются в соответствии с направлением моды с учетом прогноза в области моделирования. Сложность обработки моделей должна быть не ниже средней.
В ряде (семействе) моделей, которые будут изготовляться на одном потоке, должны быть использованы однотипные по технологическим свойствам материалы и одинаковые режимы обработки. Модели должны быть конструктивно и технологически однородны (разработаны на одной базовой конструкции). Это даст возможность использовать на потоке одинаковое оборудование или оборудование со сменными приспособлениями.
Число моделей, запускаемых на поток за смену, обычно равно трем-четырем, а их общее число на потоке может составлять 6... 12, а иногда и больше.
На рис. 5.16 показана группа моделей пальто, разработанных на одной конструктивной основе, которые одновременно могут быть запущены на поток в течение смены.
При реконструкции и реорганизации цехов или потоков модели берут из числа запланированных к производству или разрабатывает заново с учетом материалов, имеющихся на предприятии.
Материалы, используемые для изготовления серии моделей — основной, подкладка, прокладка, фурнитура, — должны соответствовать не только конкретной модели, но и, если возможно, друг другу, т.е. иметь сходные физико-механические свойства, что позволит избежать переналадки оборудования и установить единые режимы обработки. Цветовое оформление материалов должно быть выполнено в одной гамме, что позволит сократить время обработки, которое не нужно будет тратить на смену ниток.

Рис. 5.15. Последовательность проектирования потока
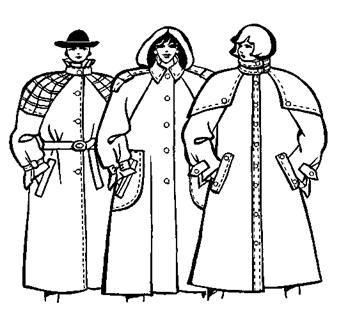
Рис. 5.16. Группа моделей пальто, разработанных на одной конструктивной основе
Нетканые материалы, материалы с клеевым покрытием, клеевая паутинка, бесцветные нитки позволяют использовать прогрессивную технологию изготовления изделий, что улучшает их качество.
При реконструкции и реорганизации цехов или потоков материалы и оборудование выбирают из числа имеющихся на предприятии.
Выбор способов и режимов обработки обусловлен выбором оборудования, моделей и свойствами выбранных материалов.
Выбирая способы обработки и оборудование, сопоставляют различные варианты и останавливаются на оптимальном, который позволит сократить время на обработку изделия и повысить производительность труда, уменьшить стоимость изделия и улучшить его качество, рационально использовать рабочую площадь, Рабочее время и облегчить условия труда исполнителей.
При выборе оборудования для проектируемого потока необходимо стремиться:
к повышению удельного веса машинных операций в общем числе операций;
Механизации ручных работ;
оснащению рабочих мест приспособлениями малой механизации;
сокращению числа операций влажно-тепловой обработки.


 При выборе способов обработки кроме требований, относящихся к оборудованию, надо стремиться:
При выборе способов обработки кроме требований, относящихся к оборудованию, надо стремиться:
к расширению области применения клеевых материалов;
упразднению операции подрезки деталей;
замене швов, требующих вывертывания деталей (обтачных и двойных), стачными с обметыванием срезов, окантовочными или накладными клеевыми;
совершенствованию ниточного крепления деталей и узлов одежды путем широкого использования строчек цепного стежка;
комплексной механизации с использованием машин-полуавтоматов.
При реконструкции и реорганизации цехов и предприятий способы обработки устанавливают с учетом имеющегося оборудования и стремления как можно в большей степени использовать средства малой механизации (если не предусмотрена закупка нового оборудования). Режимы обработки деталей и узлов устанавливают в соответствии с физико-механическими свойствами материалов и возможностями проектируемого или имеющегося оборудования, учитывая рекомендации для данного оборудования, руководствуясь государственными и отраслевыми стандартами и рекомендациями ЦНИИШП.
Итогом работы по выбору методов обработки и вида оборудования являются составление технологической последовательности обработки изделия (см. подразд. 6.1) и расчет эффективности выбранных методов обработки. Экономическая эффективность выбранных методов обработки оценивается двумя показателями: снижением трудоемкости обработки изделия и ростом производительности труда.
Трудоемкость изготовления (обработки) изделия определяется по формуле

где п — число технологически неделимых операций в технологической последовательности; tн 0 — затраты времени на технологически неделимую операцию.
Снижение трудоемкости рассчитывают по формуле

где Tст — трудоемкость обработки изделия на действующем потоке; Tнов — трудоемкость обработки изделия на проектируемом потоке.
Рост производительности труда, %, рассчитывается по формуле

Под техническим нормированием труда понимается комплекс мероприятий, направленных на обеспечение роста производительности труда путем установления и внедрения техники обоснованных норм времени, что является одним из важнейших моментов технологического проектирования потоков.
Нормой времени Н вр называется время, необходимое для выполнения заданной работы (или операции) в соответствии с требованиями к качеству продукции в конкретных организационных условиях.
Техническая норма времени устанавливается на основе анализа производственных возможностей рабочего места с учетом стегни внедрения прогрессивной техники, технологии и организации производства и передовых методов труда применительно к конкретным условиям производства.
Степень обоснованности нормы времени на выполнение операции во многом зависит от метода ее установления. Для определения нормы времени используют опытно-статистический и аналитический методы.
Использование опытно-статистического метода приводит к установлению средних арифметических норм времени, технически недостаточно обоснованных и не отражающих опыт передовиков производства.
В швейной промышленности в основном применяется аналитический метод нормирования труда. По этому методу норму времени устанавливают путем анализа производственных возможностей каждого рабочего места и выявления рационального сочетания приемов выполнения операции.
Аналитический метод технического нормирования имеет следующие этапы:
нормируемая операция разделяется (расчленяется) на приемы или группы приемов;
анализируются производственные возможности оборудования и организация рабочего места для уменьшения затрат времени на выполнение приемов или групп приемов;
проектируются наиболее производительные в данных условиях Режимы работы оборудования или производится замена имеющегося оборудования более прогрессивным, а также предлагаются наиболее рациональный состав и последовательность приемов выполнения операции;
определяются необходимые затраты времени на выполнение
каждого приема;
Устанавливаются нормы времени на операцию;
Устанавливается основное время;
Рассчитывается вспомогательное время;
рассчитывается время подготовительно-заключительной работы и обслуживания рабочего места и время на отдых и личные надобности.
Аналитический метод имеет две разновидности. Он может быть аналитически исследовательским и аналитически-расчетным.

 При аналитически-исследовательском методе норма времен устанавливается в результате непосредственного наблюдения выполнением операций на рабочих местах. В зависимости от целого наблюдения и техники его проведения применяются разные способы изучения затрат времени: фотография рабочего времени хронометраж, метод моментных наблюдений, фото хронометра и др. При этом устанавливают среднее время на выполнение операции. В приложении 2 даны виды, и разновидности наблюдений рабочего времени и времени использования оборудования.
При аналитически-исследовательском методе норма времен устанавливается в результате непосредственного наблюдения выполнением операций на рабочих местах. В зависимости от целого наблюдения и техники его проведения применяются разные способы изучения затрат времени: фотография рабочего времени хронометраж, метод моментных наблюдений, фото хронометра и др. При этом устанавливают среднее время на выполнение операции. В приложении 2 даны виды, и разновидности наблюдений рабочего времени и времени использования оборудования.
При аналитически-расчетном методе время на операцию определяют расчетным путем, используя нормативы времени. Норматив времени — это расчетная продолжительность выполнения приемов операции, устанавливаемая на основе всестороннего изучения факторов, влияющих на продолжительность. К нормативам относятся отраслевые нормы и нормативы затрат времени на обработку различных видов изделий, разработанных ЦНИИШП, а также нормы времени, устанавливаемые на предприятиях на основе наблюдений. Отраслевые нормы разработаны с учетом унифицированной технологии, рациональной организации рабочих мест и усовершенствованных форм организации производства.
Техническая норма времени на операцию, с в общем виде устанавливается по формуле

где t0 — время основной работы (время, условно называемое ручным, — продолжительность выполнения ручных операций; машинно-ручным — продолжительность выполнения машинно-ручных операций, включающее в себя время на перехваты предметов труда при прокладывании строчек; машинно-автоматическим — продолжительность выполнения машинных, утюжильных и прессовых операций), с; tB — время вспомогательной работы (время на выполнение переместительно-монтажных приемов ручной работы; время поворотов предметов труда рабочим при выполнении машинно ручных операций; время на вдевание нитки в иглу рабочим при выполнении ручных операций с иглой; время на проверку качества выполнения операции, осуществляемую самостоятельно, t п.з.о — время подготовительно-заключительной работы и обслуживания рабочего места (время на подготовку рабочего места и его уборку, а также текущее обслуживание рабочего места, к которому относятся уборка инструмента, смена шпульки, смазка машины, ликвидация обрыв нитки, чистка подошвы утюга, чистка пресса в конце смены и т. п.) с, tот.л — время на отдых и личные надобности (в качестве обязательного активного отдыха на потоках с регламентированным режимом работы вводится производственная гимнастика).
Время на подготовительно-заключительные работы, обслуживание рабочего места и время на отдых и личные надобности (tп.з.о.+tот.л) обычно берется в процентах от оперативного времени и для машинных, спец машинных работ и работ на автоматических и полуавтоматическом оборудовании составляет 7 %, для ручных работ — 2 %, для прессовых и утюжильных работ — 1,5 %. Время основной и вспомогательной работы называют времена оперативной работы

При совершенствовании технической нормы времени основное внимание обращают на время оперативной работы.
При проектировании потоков очень важно установить техническую норму времени на технологические операции заранее.
Исходя из нормы времени на операцию рассчитывают норму выработки рабочего.
Нормой выработки называется число изделий, которое должно быть выработано (или обработано) рабочим или бригадой рабочих на данной операции в единицу времени (смену или час) в соответствии с требованиями к качеству продукции.
Норма выработки за смену определяется по формуле
где Tсм — продолжительность смены, с.
Техническая норма времени, и норма выработки являются базовыми величинами для начисления заработной платы рабочим-сдельщикам.
Технические нормы времени не являются неизменной величиной. С улучшением организационно-технических условий производства и ростом квалификации рабочих эти нормы меняются.
ПРЕДВАРИТЕЛЬНЫЙ РАСЧЕТ ОДНОМОДЕЛЬНЫХ ПОТОКОВ
Цель предварительного расчета, как при проектировании новых потоков, так и при реорганизации действующих состоит в том, чтобы в начальной стадии проекта на основе анализа исходных данных новых потоков и показателей работы реорганизуемых выявить рациональную форму организации потоков и разместить их в цехе.
Исходные данные для предварительного расчета — ассортимент изделий, мощность потока, площадь цеха — приводятся в техническом задании. Кроме них необходимо знать трудоемкость изготовления изделия.
Под трудоемкостью понимают затраты труда на производство единицы продукции. Трудоемкость можно рассчитать на стадиях проектирования производственного процесса (нормированную или счетную) и планирования производства (плановую или проектную), а также за любой расчетный период (фактически достигнутую).
Полная трудоемкость продукции включает в себя затраты труп промышленно-производственного персонала предприятия все категорий:

где Тпр — производственная трудоемкость (затраты труда всех рабочих); Ту — трудоемкость управления производством (затраты труда промышленно-производственного персонала всех других категорий); Tтех — технологическая трудоемкость (затраты труда основных рабочих); Tоб — трудоемкость обслуживания производства (затраты труда вспомогательных рабочих).
Технологическая трудоемкость складывается из трудоемкостей частичных технологических процессов. На швейных предприятиях она определяется по формуле

где Тп.м — трудоемкость подготовки материала к раскрою (или вырубке деталей); Тр — трудоемкость раскроя (вырубки); Tизг - трудоемкость изготовления изделия.
Трудоемкость изготовления изделия — это затрата времени на изготовление изделия (сборка и отделка). Далее будем обозначать ее Т.
На основании технологической последовательности (см. табл. 5.1) составим таблицу трудоемкости изготовления изделия по стадиям и узлам, а не по технологически неделимым операциям. Анализ трудоемкости при известной мощности поможет выбрать тип потока, разбить поток на секции, если это возможно. Секции на потоке выделяют при соблюдении двух условий: если ассортимент изделий позволяет выделить группы обработки в отдельную секцию и если имеется специальное полуавтоматическое или автоматическое оборудование.
При предварительном расчете потока определяют его основные параметры: такт потока т и в зависимости от вида задания мощность потока (выпуск изделий в смену Мсм или число рабочих N). Эти параметры рассчитывают по формулам, рассмотренным в подразд. 6.2.
Пример 5.1. Выполнить предварительный расчет потока по изготовлению сорочек из хлопчатобумажной ткани для мальчиков школьного возраста. Техническим заданием задан поток с выпуском 984 сорочек в смену: продолжительность смены Тсм = 29 520 с.
1. На основании технологической последовательности составим таблицу трудоемкости (табл. 5.9, графы 1, 2).
2. Определим такт потока

Таблица 5.9.
Предварительный расчет потока по изготовлению сорочки из хлопчатобумажной ткани для мальчиков
| Стадия и узел обработки изделия
| Трудоемкость изготовления изделия Т, с
| Число рабочих N
| Площадь S, м2
| Номер группы
| Номер секции
|
|
|
|
|
|
|
|
| Подготовка кроя, запуск, комплектование
|
|
| —
|
| 1-я
|
| Заготовки деталей:
|
|
|
|
|
|
| манжеты
| 105,4
| 3,51
| —
|
|
|
| воротник
|
| 6,23
| —
|
|
|
| рукава
| 101,2
| 3,37
| —
|
|
|
| спинка
| —
| —
| —
|
|
|
| карман
|
| 1,77
| —
|
|
|
| полочки
| 138,4
| 4,61
| —
|
|
|
| Всего по заготовкам
|
| 19,49
| 110,6
|
| 1-я
|
| Монтаж
| 519,5
| 17,32
| 93,5
|
| 2-я
|
| Отделка
| 165,5
| 5,52
| 55,2
|
| 3-я
|
| Всего на потоке
|
| 43,33
| 259,3
|
|
|
Примечания. 1. В 1-й секции осуществляются подготовка кроя и заготовка деталей.
2. Площадь каждой секции, м2, определяют умножением нормы площади на одного рабочего на число рабочих.
3. Определим число рабочих на потоке

4. Определим число рабочих, необходимое для обработки изделия по стадиям и узлам, и заполним графу 3 табл. 5.9.
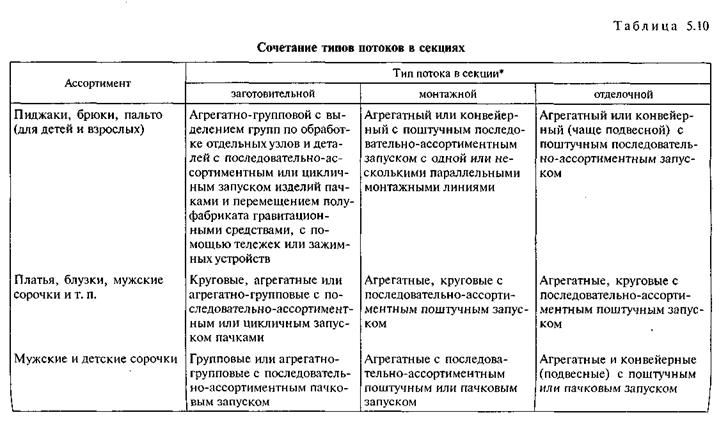
Организационную форму потока выбирают на основе рекомендаций науки и практического опыта. При этом учитывают следующие факторы: ассортимент, мощность, специализацию по моделям, оборудование, методы обработки и трудоемкость изготовления изделия, степень прерывности и ритм потока, способ запуска и вид движения полуфабриката, площадь цеха и его строительные характеристики, вид транспортных средств. В табл. 5.10 приведено сочетание типов потоков в заготовительной, монтажной и отделочной секциях, часто встречающееся в промышленности.
Способ загрузки потока (вид запуска полуфабрикатов) выбирают в зависимости от типа потока, методов обработки моделей и трудоемкости изготовления изделия. Подробные сведения о способах загрузки потока и виде движения предметов труда изложена в подразд. 6.3. Движение предметов труда (полуфабрикатов) может осуществляться параллельным, последовательным и комбинированным способами.
Продолжение примера 5.1. Выбрать тип потока. Согласно данным табл. 5 7 5.Ю и имеющейся информации об изделии выбираем секционный поток. В заготовительной секции целесообразно применить групповую форму потока, организовав группу по обработке манжет и воротников и группу по обработке полочек, карманов и рукавов. В монтажной секции применим агрегатный поток. Отделку вынесем в централизованный участок. Запуск деталей будем осуществлять пачками. Вид движения предметов труда в заготовительной и монтажной секциях будет параллельным. Ритм работы потоков заготовительной и монтажной секций будет свободным, расстановка оборудования групповая.
Определим площадь S, необходимую для размещения заготовительной, монтажной и отделочной секций потока в цехе, зная число рабочих N этих секциях и норму площади на одного рабочего SН:

Сведения о норме площади на одного рабочего берем в соответствии с типовыми нормами площади, применяемыми в промышленности (см. приложение 1).
Рассчитанные данные сводим в графу 4 табл. 5.9.
Регламентированный ритм работы конвейерного потока обеспечивается строгой согласованностью скорости движения конвейера с тактом потока. В связи с этим в предварительный расчет конвейерного потока кроме определения такта потока, сменного выпуска, числа рабочих и длины поточной линии входят технологический расчет транспортирующей ленты конвейера и определение порядка работы.
Технологический расчет транспортирующей ленты конвейера включает в себя выбор типа ленты конвейера, определение размера гнезд, числа гнезд, порядка нумерации гнезд и составление таблиц скоростей ленты конвейера. Технологический расчет в данном издании рассмотрен не будет.
Рассмотрим порядок работы на конвейерном потоке. Каждый исполнитель, сидящий вдоль конвейера, берет из гнезда, вошедшего в зону его рабочего места, те детали, которые он должен cработать. Время на обработку деталей для каждого исполнителя устанавливается в пределах такта. Обработанные детали исполнитель укладывает в то же гнездо, которое за время выполнения операции продолжает двигаться мимо рабочего места. Такой порядок работы называют работой без смещения.

Рис. 5.17. Пример движения гнезда конвейера при кратных операции и К=3
При работе без смещения нужно, чтобы за время выполнения операции гнездо конвейера не вышло за пределы рабочей зоны исполнителя.
При работе со смещением исполнитель берет деталь из одного гнезда конвейера, и после обработки кладет в другое, из которого берет очередную необработанную деталь.
Наличие кратных операций на потоке создает дополнительные трудности в организации порядка его работы.
Проследим движение гнезда 7 (рис. 5.17) конвейера за время выполнения кратной операции 5, рассчитанной на трех рабочих (К = 3). Каждый рабочий выполняет свою операцию в течение трех тактов. За время одного такта гнездо конвейера проходит путь, равный длине гнезда (шагу гнезда), а за время трех тактов гнездо 7 переместится так далеко, что его будет невозможно достать. Следовательно, работа без смещения на данной операции невозможна.
Если организована работа со смещением, то рабочий, взяв деталь из гнезда 3 (рис. 5.18), через три такта (время выполнения операции) вернет обработанную деталь в гнездо 6 и возьмет из него очередную необработанную деталь.
При определении порядка работы без смещения на кратных операциях сначала надо убедиться, что гнездо, из которого взято изделие для обработки, находится в зоне досягаемости исполнителя в течение: времени выполнения операции (равного нескольким тактам); допускаемой задержки при выполнении операции (обслуживание рабочего места — смена шпуль, катушек ниток).
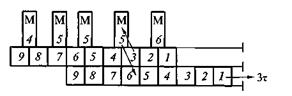
Рис. 5.18. Пример движения обрабатываемой детали в гнездах конвейера при работе со смещением и К = 3
Таблица 5.11






