Содержание
Введение
1. Выбор инструментального материала
2. Выбор геометрических параметров режущего инструмента
3. Выбор стандартного инструмента
4. Назначение режима резания
5. Расчет тангенциальной силы резания
6. Расчет размеров поперечного сечения державки
7. Определение основного времени
Заключение
Список использованных источников
Приложение
Введение
Курсовая работа по дисциплине ОПД.08 «Процессы формообразования и инструмент» является итоговой самостоятельной работой и включает в себя комплекс действий по выбору инструментального материала для заданной технологической операции, конструкции и размеров стандартного инструмента, назначению режима резания, расчету силовых характеристик операции и определению основного времени. Типовые методики этих расчетов отрабатываются на практических занятиях и лабораторных работах.
Курсовая работа включает в себя графическую часть – рабочий чертеж инструмента.
Курсовая работа выполняется с применением нормативно-технической и справочной литературы, что необходимо для обоснования принятых технических решений.
Использование типовых методик проведения расчетов и стандартизации инструмента позволяет обеспечивать необходимый уровень качества работы.
Настоящая курсовая работа является важным подготовительным этапом к курсовому проектированию по дисциплинам «Технология машиностроения», «Технологическая оснастка», «Экономика отрасли» и к дипломному проектированию.
Выбор инструментального материала
Выбор инструментального материала определяет необходимые предпосылки к наиболее эффективному резанию материала заготовки. Режущие свойства инструмента влияют на производительность труда и расход инструмента.
Выбор инструментального материала производится на основе рекомендации справочника.
Для заданных условий обработки стали рекомендуются при резьбонарезании твердый сплав Т15К6 ГОСТ 3882-74 [1, С. 117, Т.3].
Выбранная марка инструментального материала имеет следующую характеристику (см. таблицу 1.1).
Таблица 1.1 - Сравнительная характеристика инструментальных материалов
| Параметр
| Инструментальный материал
|
| выбранный
| для сравнения
|
| Наименование
| Т15К6 – металлокерамический твердый сплав
| Т5К10 – металлокерамический твердый сплав
|
| Химический состав, %
| -
| -
|
| - карбид титана
| 15
| 5
|
| - карбид вольфрама
| 79
| 85
|
| - кобальт
| 6
| 10
|
| Прочность, σв, МПа
| 1700
| 1700
|
| Твердость, HRA
| 89 – 92
| 89 – 92
|
| Теплостойкость, оС
| 900
| 900
|
| Износостойкость
| выше, чем Т5К10
| высокая
|
| Теплопроводность
| хорошая
| хорошая
|
| Обрабатываемость
| только шлифованием
| только шлифованием
|
| Применяется в виде
| пластинок и мелкоразмерного цельного инструмента для черновой и чистовой обработки
| пластинок и мелкоразмерного цельного инструмента для черновой обработки
|
Выбираю твёрдый сплав Т15К6 для оснащения резьбонарезного резца, так как он не уступает в данных условиях обработки Т5К10, но допускает более высокую скорость резания и более износостоек.
Выбор геометрических параметров инструмента
Геометрия инструмента влияет на процесс стружкообразования, поэтому, чем рациональнее углы заточки, тем эффективнее процесс резания, меньше тепловыделение и износ инструмента.
Геометрические параметры резьбонарезного токарного резца с пластинкой твердого сплава выбираются по справочнику [2, с. 352, П. 2, лист 3] и приведены в таблице 2.1 и на рисунке 2.1
Таблица 2.1 - Геометрия резьбового токарного резца, град
| Наименование угла
| Обозначение
| Величина
|
| Главный задний угол
| α
| 8
|
| Угол заострения
| β
| 72
|
| Передний угол
| γ
| 0
|
| Угол резания
| δ
| 90
|
| Главный угол в плане
| φ
| 60
|
| Вспомогательный угол в плане
| φ1
| 60
|
| Угол при вершине резца
| ε
| 60
|
| Угол наклона лезвия
| λ
| 0
|

Рисунок 2.1 - Геометрия резьбового резца
Назначение режима резания
Назначение режима резания производится по типовой методике, которая позволяет с помощью справочников определить наивыгоднейшее сочетание глубины резания, подачи и скорости резания, при котором обеспечивается требуемая шероховатость поверхности при наивысшей производительности труда и с наибольшей для данных условий экономической эффективностью.
Схема резания при резьбонарезании токарным резцом (см. рисунок 4.1)
Определить установленное число черновых и чистовых проходов
i = iчерн + iчист = 3 + 2 = 5 [7, с. 67, К. 22]
Определить допускаемую скорость резания
vт = vтабл · Кv = 179 м/мин
vтабл =179 м/мин
Кv = Ки · Кв · Кс =1*1*1*=1
Ки =1
Кв =1
Кс =1 [7, с. 67, К. 22]

Рисунок 4.1
Определить теоретическую частоту вращения резца

 1900,2 мин-1
1900,2 мин-1
Выбрать станочную частоту вращения резца из ряда (nст = 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600 мин-1), исходя из условия nст ≤ nт.
Выбираю nст =1600 мин-1
Определить действительную скорость резания

 150,72, м/мин
150,72, м/мин
Определить мощность на шпинделе станка 1П717Ф3 (Nст = 8,3 кВт, η = 0,75)
Nшп = Nст · η = 8,3*0,75=6,225 кВт
Определить мощность резания
Nрез = Nтабл · КN =1,6 *1 = 1,6 кВт
Nтабл = 1,6 кВт
КN = КV =1 [7, с. 67, К. 22]
Вывод: обработка возможна, так как Nрез < Nшп.
Режим резания представлен в таблице 4.1
Таблица 4.1 - Режим резания при резьбонарезании
| Параметр
| Обозначение
| Единица измерения
| Величина
|
| Глубина резания (высота профиля резьбы) [2, С. 48, К. 7]
| t
| мм
| 0,92
|
| Подача (равна шагу резьбы)
| SOст = Р
| мм/об
| 1,5
|
| Частота вращения заготовки
| nст
| мин-1
| 1600
|
| Действительная скорость резания
| VД
| м/мин
| 150,72
|
| Число проходов
| i
| ---
| 5
|
Заключение
Задание на курсовую работу выполнено в полном объеме. Определен ряд параметров технологической операции – чернового и чистового резьбонарезания резьбовым резцом. Эти параметры необходимы для оформления операционной технологической карты.
Результаты курсовой работы приведены в таблице 8.1.
Таблица 8.1 - Результаты курсовой работы
| Параметр
| Обозначение
| Единица измерения
| Величина
|
| 1 Станок
| токарно-винторезный 16К20
|
| - мощность станка
| Nст
| кВт
| 8,3
|
| - кпд
| η
| -
| 0,75
|
| 2 Инструмент
| токарный резьбовой резец с пластинкой из твердого сплава Т15К6
|
| - высота державки
| h
| мм
| 12,8
|
| 3 Геометрия резца
| -
| -
| -
|
| - передний угол
| γ
| град
| 0
|
| - главный задний угол
| α
| град
| 8
|
| - главный угол в плане
| φ
| град
| 60
|
| 3 Заготовка
| -
| -
| -
|
| - материал
| Сталь 40 ГОСТ 4543-71
|
| - предел прочности
| σв
| МПа
| 610
|
| - состояние обрабатываемой поверхности
| без корки
|
| - размеры обработанной поверхности
| метрическая резьба диаметром М 30,
длиной 40 мм
|
| 4 Вид обработки
| черновое и чистовое резьбонарезание
|
| 5 Режим резания
| -
| -
| -
|
| - глубина резания
| t
| мм
| 0,92
|
| - подача
| SOст
| мм/об
| 1,5
|
| - частота вращения заготовки
| nст
| мин-1
| 1600
|
| - действительная скорость резания
| Vд
| м/мин
| 150,72
|
| 6 Мощность резания
| Nрез
| кВт
| 1,6
|
| 7 Основное время
| То
| мин
| 0,095
|
Приложение
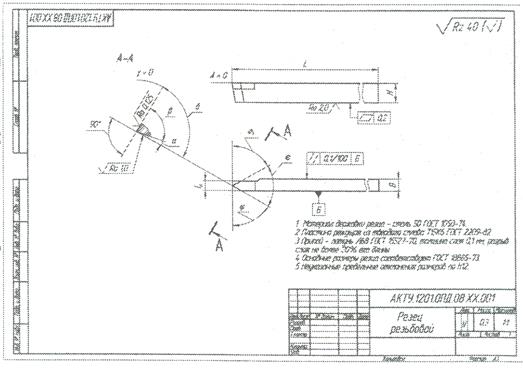
Образец чертежа резьбового резца
Содержание
Введение
1. Выбор инструментального материала
2. Выбор геометрических параметров режущего инструмента
3. Выбор стандартного инструмента
4. Назначение режима резания
5. Расчет тангенциальной силы резания
6. Расчет размеров поперечного сечения державки
7. Определение основного времени
Заключение
Список использованных источников
Приложение
Введение
Курсовая работа по дисциплине ОПД.08 «Процессы формообразования и инструмент» является итоговой самостоятельной работой и включает в себя комплекс действий по выбору инструментального материала для заданной технологической операции, конструкции и размеров стандартного инструмента, назначению режима резания, расчету силовых характеристик операции и определению основного времени. Типовые методики этих расчетов отрабатываются на практических занятиях и лабораторных работах.
Курсовая работа включает в себя графическую часть – рабочий чертеж инструмента.
Курсовая работа выполняется с применением нормативно-технической и справочной литературы, что необходимо для обоснования принятых технических решений.
Использование типовых методик проведения расчетов и стандартизации инструмента позволяет обеспечивать необходимый уровень качества работы.
Настоящая курсовая работа является важным подготовительным этапом к курсовому проектированию по дисциплинам «Технология машиностроения», «Технологическая оснастка», «Экономика отрасли» и к дипломному проектированию.
Выбор инструментального материала
Выбор инструментального материала определяет необходимые предпосылки к наиболее эффективному резанию материала заготовки. Режущие свойства инструмента влияют на производительность труда и расход инструмента.
Выбор инструментального материала производится на основе рекомендации справочника.
Для заданных условий обработки стали рекомендуются при резьбонарезании твердый сплав Т15К6 ГОСТ 3882-74 [1, С. 117, Т.3].
Выбранная марка инструментального материала имеет следующую характеристику (см. таблицу 1.1).
Таблица 1.1 - Сравнительная характеристика инструментальных материалов
| Параметр
| Инструментальный материал
|
| выбранный
| для сравнения
|
| Наименование
| Т15К6 – металлокерамический твердый сплав
| Т5К10 – металлокерамический твердый сплав
|
| Химический состав, %
| -
| -
|
| - карбид титана
| 15
| 5
|
| - карбид вольфрама
| 79
| 85
|
| - кобальт
| 6
| 10
|
| Прочность, σв, МПа
| 1700
| 1700
|
| Твердость, HRA
| 89 – 92
| 89 – 92
|
| Теплостойкость, оС
| 900
| 900
|
| Износостойкость
| выше, чем Т5К10
| высокая
|
| Теплопроводность
| хорошая
| хорошая
|
| Обрабатываемость
| только шлифованием
| только шлифованием
|
| Применяется в виде
| пластинок и мелкоразмерного цельного инструмента для черновой и чистовой обработки
| пластинок и мелкоразмерного цельного инструмента для черновой обработки
|
Выбираю твёрдый сплав Т15К6 для оснащения резьбонарезного резца, так как он не уступает в данных условиях обработки Т5К10, но допускает более высокую скорость резания и более износостоек.






