Химический элемент: %
Кремний (Si) 0.17-0.37
Марганец (Mn) 0.80-1.10
Медь (Cu), не более 0.30
Никель (Ni), не более 0.30
Сера (S), не более 0.035
Титан (Ti) 0.03-0.09
Углерод (C) 0.24-0.32
Фосфор (P), не более 0.035
Хром (Cr) 1.00-1.30
Физические свойства стали 30ХГТ:
Температура испытания,°С20 100 200300 400 500 600 700 800 900
Модуль нормальной упругости, Е, ГПа212 202 195189 174 169 157 138 132
Модуль упругости при сдвиге кручением G, ГПа 83 79 76 74 67 66 61 53 51
Коэффициент теплопроводности Вт/ (м ·°С) 36 37 36 34 33 31 29 28 28
Температура испытания,°С20 - 10020 - 20020 - 30020 - 40020 - 50020 - 60020 - 70020 - 80020 - 90020 - 1000
Коэффициент линейного расширения (a, 10-6 1/°С) 10.512.012.7 13.3 13.8 14.0
Удельная теплоемкость (С, Дж/ (кг ·°С)) 495508525537567588626705
Технологические свойства стали 30ХГТ:
Температура ковки - начала 1220, конца 800. Сечения до 200 мм охлаждаются в зольниках, более 200 мм - в печах.
Свариваемость - ограниченно свариваемая. Способы сварки: РДС, КТС. Рекомендуется подогрев и последующая термообработка.
Обрабатываемость резанием - после нормализации при НВ 364 и sB = 860 МПа Ku тв. спл. = 0.45, Ku б. ст. = 0.25.
Склонность к отпускной способности - склонна
Флокеночувствительность - не чувствительна
1.1 Разборка вторичного вала КП КаМАЗ

Рис.3 Разборка вторичного вала
1. Зажмите вторичный вал в тисках со стороны выходного вала Используйте алюминиевые "щечки".
Рекомендация при сборке и разборке: позиционирование и вращение вала производите только при помощи специального
Инструмента. Предварительно вытолкните трубку для масла.
2. Снимите упорное кольцо (1) и разборное кольцо (2).
3. Инструмент захват заведите во внутреннее кольцо подшипника (3) и укрепите до плотной посадки на роликах подшипника при помощи рифленого кольца. Теперь привинтите основной инструмент и снимите внутреннее кольцо подшипника.
4. Снимите осевую шайбочку (4).
5. Зажмите вторичный вал в тисках в цапфах подшипника со стороны первичного вала. Применяйте алюминиевые "щечки".
6. Снимите прижимную шайбу (5).
УКАЗАНИЕ: при прямозубом исполнении прижимной шайбы (5) нет.
7. Выньте из кольцевого паза упорное кольцо (6).
8. Косозубую шестерню для заднего хода (7) подхватить двух - или трехзахватным съемником и снять вместе с внутренним кольцом
роликоподшипника (8); используйте проставку.
9. Снимите комплект игольчатых роликов (9).
10. Косозубую шестерню 1-ой передачи (10) подхватите двух - или трехзахватным съемником и снимите вместе с втулкой- (11) и зубчатой муфтой (12) (используйте проставку).
11. Снимите игольчатый роликоподшипник (13).

Рис.4 Разборка вторичного вала
12. Снимите дисковую зубчатую муфту (14) спаренного конического синхронизатора 1-ой или 5-ой передачи.
13. Снимите внутреннее кольцо (15).
14. Снимите промежуточное кольцо (16).
15. Снимите наружное кольцо (17).
16. Снимите скользящую муфту (18), будьте внимательны - выпадут фиксаторы и прижимные пружины, держите внизу наготове салфетку.
17. Снимите соединительные детали (19).
18. Двух - или трехзахватный съемник надеть на косозубую шестерню 2-ой передачи (21). Снять косозубую шестерню с втулкой (22),
дисковой зубчатой муфтой (23), внутренним кольцом (24), промежуточным кольцом (25), наружным кольцом (26) и ступицей
синхронизатора (20), (используйте проставку).
19. Снимите игольчатые роликоподшипники (27).
20. Зажмите вторичный вал со стороны выходного вала.
21. Подхватите скользящую муфту (28) двух - или трехзахватным съемником и снимите кольцо синхронизатора (29), зубчатую муфту (30), роликоподшипник (31) и косозубую шестерню (32) (используйте проставку).
УКАЗАНИЕ: снимая скользящую муфту, будьте внимательны, фиксаторы (33) и прижимные пружины (34) могут выпасть; используйте салфетку.
22. Удалите фиксаторы и пружины. Подхватите косозубую шестерню 3-ей передачи (35) двух - или трехзахватным съемником и снимите вместе с роликоподшипником (36), ступицей синхронизатора (37), кольцом синхронизатора (38) и зубчатой муфтой (39).
(Используйте проставку)
23. Снимите игольчатые роликоподшипники (40).
1.2 Сборка вторичного вала КП

Рис.5 Сборка вторичного вала КП
1. Зажмите вторичный вал (1) со стороны первичного вала.
2. Слегка смажьте игольчатый роликоподшипник (2) и насадите на вторичный вал.
3. Косозубую шестерню (3), 2-я передача, насадите на вторичный вал, чтобы шлицы для зубчатой муфты синхронизатора смотрели в сторону выходного вала.
4. Проверьте предел износа деталей синхронизатора (см. главу 6). 5. Дисковую зубчатую муфту (4) насадите на шлицы косозубой шестерни (3). Слегка выпуклое внутреннее зацепление дисковой зубчатой муфты показывает в сторону выходного вала.
6. Внутреннее кольцо (5) насадить на дисковую зубчатую муфту. Язычки должны смотреть в сторон}' выходного вала.
7. Промежуточное кольцо (6) насадить таким образом, чтобы язычки попали в вытачки дисковой зубчатой муфты.
8. Насадить наружное кольцо (7). Язычки должны смотреть в сторону выходного вала.
9. При помощи трех соединительных вставок (8) выровняйте язычки наружного кольца и язычки внутреннего кольца. Спозиционируйте язычки внутреннего и наружного колец внахлест, чтобы потом
соединительные вставки попали в вытачки ступицы синхронизатора (9) и были над язычками. После того, как все будет согласовано, удалите вставки.
10. Ступицу синхронизатора (9) нагреть примерно до 120 гр. по Цельсию и насадить на шлицы вторичного вала. Спозиционированные язычки должны быть при этом в вытачках ступицы синхронизатора. Выступы наружного кольца должны входить в вытачки ступицы синхронизатора. Проворачивать синхронизатор можно при помощи пластмассовой оправки.
11. Осевой зазор косозубой шестерни (3) должен составлять по меньшей мере 0,20 мм.
12. Вставить соединительные вставки (8) в ступицу синхронизатора (9).
13. Скользящую муфту (10) провести над ступицой синхронизатора и наружным кольцом и подвести к дисковой зубчатой муфте.
14. Вставить новые соединительные пружины (11) и имеющиеся фиксаторы (12), правильно расположить их в ступице синхронизатора.
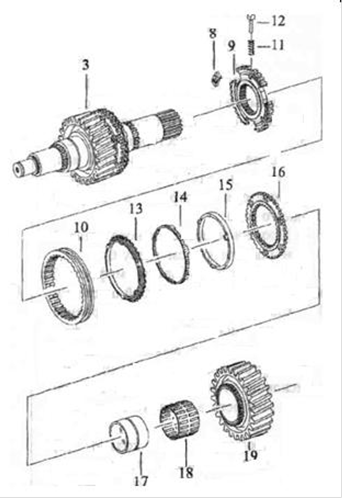
Рис.6 Сборка вторичного вала КП
УКАЗАНИЕ: " СИНХРОНИЗАЦИЯС ДВОЙНЫМКОНУСОМ".
Правильно вставьте фиксаторы в корпус синхронизатора.
15. При помощи подходящего инструмента подправьте положение фиксаторов в ступице синхронизатора и в скользящей муфте.
16. Насадите наружное кольцо (13). Язычки должны зацепляться в соединительное кольцо, а выступы в вытачки ступицы синхронизатора.
17. Вставьте промежуточное кольцо (14). Язычки должны смотреть в сторону выходного вала. Вставьте внутреннее кольцо (15) и произведите зацепление язычков с соединительным диском.
18. Дисковую зубчатую муфту (16) с выпуклым внутренним зацеплением насадить с таким расчетом, чтобы оно смотрело в сторону первичного вала и входило бы в зацепление с промежуточным кольцом (14).
Включить скользящую муфту в нейтральном положении и прижать к дисковой зубчатой муфте. Вы отчетливо услышите щелчок фиксаторов, вставших на место
19. Нагреть втулку (17) до 120 гр. по Цельсию и насадить на вторичный вал, добиться хорошего осевого положения. Если есть необходимость, подправьте пластмассовой оправкой.
20. Слегка смажьте игольчатый роликоподшипник (18) и наденьте на втулку (17).
21. Косозубую шестерню (19) для 1-й или 5-й передачи насадите на игольчатый роликоподшипник (18) таким образом, чтобы шлицы вошли в зацепление с дисковой зубчатой муфтой.
22. Зубчатую муфту (20) нагреть до температуры 120 гр. по Цельсию и насадить на вторичный вал. Добиться хорошего осевого положения.
УКАЗАНИЕ: Буртик зубчатой муфты должен "смотреть" в сторону выходного вала.
23. Осевой зазор косозубой шестерни первой или пятой передачи должен составлять как минимум 0, 20мм.
24. Нагреть втулку (21) до температуры 120 гр. по Цельсию, насадить на вторичный вал, обеспечить хорошее осевое положение.
25. Слегка смазать маслом игольчатый роликоподшипник (22) и надеть на втулку (21).
26. Косозубую шестерню (23) для заднего хода надеть на вторичный вал поверх игольчатого роликоподшипника.
Шлицы должны "смотреть" в сторону первичного вала.
27. Нагреть роликоподшипник (24) до температуры примерно 100 гр. по Цельсию, насадить на вторичный вал, добиться хорошего осевого положения. В случае необходимости воспользуйтесь пластмассовой оправкой.
28. Заправьте упорное кольцо (25) в кольцевой паз вторичного вала.
УКАЗАНИЕ: Осевой зазор упорного кольца должен составлять от 0 до 0,05 мм. Соответствующее упорное кольцо выберите по каталогу запасных частей.
29. Насадите на вторичный вал прижимное кольцо (26).
УКАЗАНИЕ: Прижимного кольца (26) в прежнем исполнении больше нет.
30. Зажмите вторичный вал со стороны выходного вала.
31. Слегка смазать маслом игольчатый подшипник (27) и насадить на вторичный вал.
32. Косозубую шестерню (28).3-я или 7-я передача надеть на игольчатый роликоподшипник; шлицы косозубой шестерни должны "смотреть" в сторону - первичного вала.
33. Зубчатая муфта (29) насадить на шлицы косозубой шестерни.
34. Кольцо синхронизатора (30) насадить на зубчатую муфту.
35. Нагреть ступицу синхронизатора (31) до температуры 120 гр. по Цельсию, насадить на шлицы вторичного вала, проследите за правильным осевым положением. В случае необходимости подправьте при помощи пластмассовой оправки.
УКАЗАНИЕ: Выступы кольца синхронизатора должны попадать в вытачки ступицы синхронизатора.
36. Насадить скользящую муфту (32).

Рис.7 Сборка вторичного вала КП

Рис.8 Сборка вторичного вала КП
УКАЗАНИЕ: Отфрезерованные вытачки с внутренней стороны скользящей муфты должны идти внахлест с теми местами ступицы синхронизатора, где будут расположены прижимные пружины (33) и фиксаторы (34).
37. Вдавите в отверстия корпуса синхронизатора новые пружины и имеющиеся фиксаторы и вставьте в скользящую муфту.
38. Расположите кольцо синхронизатора таким образом, чтобы выступы попадали в вытачки ступицы синхронизатора. Проверьте предел износа, см. главу 6.
39. Наденьте зубчатую муфту (36) на кольцо синхронизатора.
40. Подтяните скользящую муфту к нейтральному положению, прижимая при этом друг к другу кольцо синхронизатора (35) и зубчатую муфту. (36). Будет слышно как войдут на место и щелкнут фиксаторы.
41. Вставить оба роликоподшипника (37) в косозубую шестерню (38), 4-я передача.
УКАЗАНИЕ: отверстия роликоподшипников для смазки должны "смотреть" наружу (см. направление стрелки).
42. Роликоподшипник вместе с косозубой шестерней нагреть до температуры 100 гр. по Цельсию, насадить на вторичный вал, проследить, чтобы весь пакет подшипников лежал соосно.
УКАЗАНИЕ: шлицы косозубой шестерни должно "смотреть" в сторону выходного вала.
43. Осевой зазор косозубой шестерни должен составлять по меньшей мере 0,05 мм.
УКАЗАНИЕ: предложение по сборке: осевое кольцо (39), роликоподшипник (40), разборное кольцо (41), упорное кольцо (42) и кольцо (43) монтировать только по прочтении главы 11 "Настройка валов".
2 Карта дефектации вторичного вала КП
|
Наименование детали (сборочной единицы). Вал вторичной коробки передач
|
| 
| Материал: Сталь 30 ХГТ
ГОСТ 4543-71.
|
| Твердость: 59.65 НRCэ
|
| Позиция
на
эскизе
| Возможный
дефект
| Способ установления дефекта и средства контроля
| Размер, мм
| Заключение
|
| По рабочему чертежу
| Допустимый без ремонта
|
| 1
| Износ шейки под передний подшипник
| Калибр-скоба НЕ 40П ГОСТ 2015-84 или микрометр МК50-1 ГОСТ 6507
| 30
| 29,98
| Железнение Хромирование Наплавка
|
| 2
| Износ шлицов по толщине
| Калибр ролики
Штангенциркуль
Радиусные шаблоны
| 4,2
| 4,211
| Наплавка
|
| 3
| Вмятины от роликов или износ шейки под подшипники шестерни четвертой передачи
| Осмотр Калибр-скоба НЕ 81Сга ГОСТ 2015-84 или микрометр МК 100-1 ГОСТ 6507
| 45
| 45,02
| Наплавка
|
| 4
| Износ шлицов по толщине
| Калибр ролики
Штангенциркуль
Радиусные шаблоны
| -
| -
| Наплавка
|
| 5
| Вмятины от роликов или износ шейки под подшипники шестерни третьей передачи
| Осмотр Калибр-скоба НЕ 81Сга ГОСТ 2015-84 или микрометр МК 100-1 ГОСТ 6507
| 51
| 51,48
| Наплавка
|
| 6
| Износ шлицов по толщине зуба
| Осмотр
Калибр ролики
Штангенциркуль
| 4,2
| 4,211
| Наплавка
Хромирование
|
| 7
| Вмятины от роликов или износ шейки под подшипники
| Осмотр Калибр-скоба НЕ 81Сга ГОСТ 2015-84 или микрометр МК 100-1 ГОСТ 6507
| -
| -
| Наплавка
|
| 8
| Износ шлицов по толщине зуба
| Осмотр
Калибр ролики
Штангенциркуль
Радиусные шаблоны
| 6,5
| 6,615
| Наплавка
|
| 9
| Износ шейки под задний подшипник
| Калибр-скоба НЕ 40П ГОСТ 2015-84 или микрометр МК50-1 ГОСТ 6507
| 55
| 55,02
| Железнение Хромирование Наплавка
|
| -
| Скручивание вала
| осмотр
| -
| -
| Браковать
|
| -
| Биение
| Индикатор часового типа
| Не более 0,12
| Не более 0,12
| Браковать
|
| -
| Облом и трещины
| Осмотр
| -
| -
| Наплавить.
Заварить.
Браковать.
|
3 Выбор и обоснование способов восстановления вторичного вала КП
Восстановленный вторичный вал должен отвечать следующим техническим требованиям:
овальность и конусность;
сообразность шейки под передний подшипник не более 0,01 мм, шейки под задний подшипник не более 0,02 мм;
нецилиндричность отверстия под роликовый подшипник не более 0,01 мм;
радиальное биение отверстия под роликовый подшипник не более 0,01 мм;
радиальное биение отверстия под роликовый подшипник относительно шеек под передний и задний подшипник не более 0,03 мм;
радиальное биение шейки под сальник относительно шеек под передний и задний подшипники не более Ra=1.25мкм, отверстия под роликовый подшипник не более Ra=0,63мкм.
Наиболее интенсивно изнашиваются следующие сопряжения:
шлицевое сопряжение вторичного вала с синхронизатором 4-й и 5-й передач;
наружные обоймы подшипников вторичного вала с картером
коробки передач;
посадочное место под подшипники на вторичном валу.
При передаче переменного крутящего момента коробкой передач в данном шлицевом сопряжении происходят соударения втулки синхронизатора со шлицами вторичного вала. При этом наблюдаются и осевые перемещения колебания синхронизатора относительно вторичного вала, а также радиальные колебания, вызванные дисбалансом валов и шестерен. Эти факторы вызывают изнашивание и деформацию шлицевых элементов сопряжения. Проверка сопряжения на смятие показала, что максимальное напряжение более чем в два раза ниже допустимого. Следовательно, смятия и пластической деформации шлицевого сопряжения в процессе эксплуатации с большой вероятностью не происходит.
Из этого следует, что чаще всего изнашивается посадочное место под подшипник. Самое целесообразное восстановление посадочных мест под подшипники из вышеперечисленных (железнение, хромирование, наплавка), это - хромирование и вибродуговая наплавка.
Электролитическое хромирование является эффективным способом повышения износостойкости трущихся деталей, защиты их от коррозии, а также способом защитно-декоративной отделки. Значительную экономию дает хромирование при восстановлении изношенных деталей. Процесс хромирования широко применяется в народном хозяйстве. Над его совершенствованием работает ряд научно-исследовательских организаций, институтов, вузов и машиностроительных предприятий. Появляются более эффективные электролиты и режимы хромирования, разрабатываются методы повышения механических свойств хромированных деталей, в результате чего расширяется область применения хромирования. Знание основ современной технологии хромирования способствует выполнению указаний нормативно-технической документации и творческому участию широких кругов практических работников в дальнейшем развитии хромирования.
Вторым наиболее целесообразным из способов восстановления вторичного вала коробки передач является вибродуговая наплавка. Этот способ наплавки является разновидностью дуговой наплавки металлическим электродом. Процесс наплавки осуществляется при вибрации электрода и подачей охлаждающей жидкости на наплавленную поверхность.
Преимущества способа:
небольшой нагрев деталей, не оказывающий влияние на термообработку;
высокая производительность процесса;
возможность получить наплавленный слой без пор и трещин;
минимальная деформация детали, которая не превышает полей допусков посадочных мест;
возможность получения наплавленного металла требуемой твердости и износостойкости.
Недостатки:
невысокая производителькость.
Рациональный режим наплавки:
напряжение 28.30;
сила тока 70-175 А;
диаметр проволки 1,6 мм;
скорость подачи проволки - 1,3 м/мин;
скорость наплавки - 0,5 - 0,6 м/мин;
амплитуда вибрации 1,82 мм.
В связи с тем что преимуществ вибродуговой наплавки больше и её чаще используют на производстве восстановление шейки под подшипник будет производится наплавкой.
План технологических операций по устранению дефектов
| № п/п
| Наименование и содержание операции
| Оборудование
| Приспособление
| Инструмент
| Установочные базы
|
| Рабочий
| Измерительный
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
|
| 005
| Токарная правка центров
| Токарно-винторезный станок модели 1к62
| Патрон трех кулачковый, центр люнет
| Сверло центрованное Р18
| Шаблон
| Шейка ф17,18 центр отв.
|
| 010
| Шлифовальная шлифовать шейку под наплавку
| Кругло шлифовальный станок модели 3Б151
| Поводковый патрон центр
| Шлифовальный круг ПП600*305 24 А 40 ПСМ 25к8А
| Микрометр МК 75-100-01
ГОСТ 6507-78
| Шейка ф17,18 центр отв.
|
| 015
| Наплавочная наплавить шейку вибродуговой наплавкой
| Переоборудованный токарно-винторезный станок модели 1к62-м выпрямитель ВС А - 600/300
Головка для наплавки 9АИЖ-5;
Вибратор ОКС - 1252А
| Патрон трех кулачковый, центр
| Кусачки, комбинированные ГОСТ 5547-77
| Штангенциркуль ШЦ 1-125-01
ГОСТ 166-80
| Шейка ф17,18 центр отв.
|
| 020
| Шлифовальная предварительно шлифовать шейку под подшипник
| Кругло шлифовальный станок модель 3Б151
| Поводковый патрон центр
| Шлифовальный круг МП600*40*305 24А40ПСМ 25к8А
| Микрометр МК - 75-100-0,01 ГОСТ 6507-78
| Шейка ф17,18 центр
|
| 025
| Шлифовальная
чистовое шлифование шейки под подшипник
| Кругло шлифовальный станок модели 3Б151
| Поводковый патрон центр
| Шлифовальный круг МП 600*40*305
| Микрометр МК-75-100-0,01
ГОСТ 6507-78
| Шейка ф17,18 центр
|
| 030
| Моечная промыто деталь
| Ванная с садовым раствором
| Подвеска для мойки детали
|
|
|
|
| 035
| Сушильная
Удалить следы влаги
| Сушильный шкаф
| подвеска
|
|
|
|
| 040
| Контрольная контролировать размеры диаметров шейки, шлиц шпоночной канавки
| Плита проверочная, подставка под плиту
| Контрольная
|
| Стойка индикаторная индикатор часового типа микро метр МК - 75-100-0,01
ГОСТ 6507-78
Кольцо калибр шлицевое
|
|






