Погрузочно-разгрузочные работы выполняются с помощью специальных такелажных средств: троллейных подвесок, захватов, траверс. Для обеспечения сохранности изоляционного покрытия и торцов труб в конструкциях такелажных средств широко использованы высокопрочные неметаллические материалы: капрон, капра-лон, полиуретан и другие полимеры.
Троллейные подвески
 Троллейные подвески (тележки) предназначены для поддержания на весу трубопровода трубоукладчиком в процессе непрерывной укладки при сопровождении очистной и изоляционной машин. Троллейная подвеска состоит из катков, осей, соединительных щек, скоб и подвесок с петлями. Катки имеют форму усеченного конуса и выполнены из стального литья. В зависимости от диаметра трубопровода, который поддерживают подвески, число пар катков в них бывает равно двум, трем, четырем. Современные подвески такого типа имеют грузоподъемность от 60 до 350 кН и предназначены для поддержания и укладки трубопровода диаметром от 89 до 1020 мм.
Троллейные подвески (тележки) предназначены для поддержания на весу трубопровода трубоукладчиком в процессе непрерывной укладки при сопровождении очистной и изоляционной машин. Троллейная подвеска состоит из катков, осей, соединительных щек, скоб и подвесок с петлями. Катки имеют форму усеченного конуса и выполнены из стального литья. В зависимости от диаметра трубопровода, который поддерживают подвески, число пар катков в них бывает равно двум, трем, четырем. Современные подвески такого типа имеют грузоподъемность от 60 до 350 кН и предназначены для поддержания и укладки трубопровода диаметром от 89 до 1020 мм.
Эластичные захваты
 Эластичные захваты (полотенца) предназначены для подъема, поддержания и опуска в траншею изолированного трубопровода или отдельных труб и плетей. По конструкции различают полотенца тросовые и мягкие. Полотенца мягкие предназначены для подъема и укладки в траншею изолированного трубопровода методом периодического перехвата, а также для подъема, перемещения и стыковки с «ниткой» стальных труб и секций длиной до 36 м на строительстве магистральных трубопроводов и на обустройстве промыслов при температуре окружающего воздуха от —40 до +40 °С (рис. 4.13).
Эластичные захваты (полотенца) предназначены для подъема, поддержания и опуска в траншею изолированного трубопровода или отдельных труб и плетей. По конструкции различают полотенца тросовые и мягкие. Полотенца мягкие предназначены для подъема и укладки в траншею изолированного трубопровода методом периодического перехвата, а также для подъема, перемещения и стыковки с «ниткой» стальных труб и секций длиной до 36 м на строительстве магистральных трубопроводов и на обустройстве промыслов при температуре окружающего воздуха от —40 до +40 °С (рис. 4.13).
В конструкции мягкого полотенца основным силовым элементом является гибкая лента, выполненная из полосовой капроновой ткани. Концы ткани пропущены через пазы двух металлических пластин и сшиты между собой капроновой нитью на швейной машине. Концевые пластины изготовлены из листовой стали толщиной 16 мм. В результате такого соединения получаются двухслойная лента общей толщиной 10 мм. Кроме поперечных швов, соединяющих концы ткани, полосы сшиты между собой продольным зигзагообразным швом по торцам и поперечным швом ниже пластин на 25 мм.
Ленту после сборки сверху покрывают специальным ТРН2601 защитным влагонепроницаемым слоем Полотенце подвешивают на крюк трубоукладчика без промежуточных траверс. У этих полотенец в каждой концевой металлической платине, выполненной в виде серьги, имеется вырез под крюк трубоукладчика. Полотенце грузоподъемностью 63 т состоит из коромысла, на котором шарнирно подвешены две траверсы и две ленты.
Рис. 4.13. Полотенце мягкое: а —ПМ1223; б — ПМ1425
Тросовое полотенце состоит из нескольких гибких полос (лент), сплетенных из стальной проволоки и прикрепленных концами к поперечинам, каждая из которых имеет серьгу для надевания на крюк трубоукладчика.
Для предохранения изоляции трубопровода от повреждения при соприкосновении с плетеной стальной полосой к каждой из них с внутренней стороны прикреплена лента из прорезиненной ткани, контактирующая с поверхностью поднимаемой трубы.
Монтажные захваты
При погрузке и разгрузке, а также при выполнении монтажных работ, предшествующих сварке трубопровода в «нитку»; трубы и плети поднимают с помощью полуавтоматических и автоматических клещевых захватов. Все применяемые захваты каждого типа аналогичны по конструкции и отличаются только размерами, соответствующими диаметру труб.
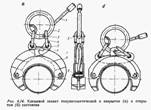
Полуавтоматический клещевой захват (рис. 4.14) состоит из следующих основных деталей: корпуса 8 с приваренными к нему двумя крюками 6, двух рычагов 5, 7 с лапами, двух звеньев 4, кольца 2 с приваренными к нему ручкой 1 и штырей 3. Рычаги с корпусом соединены шарнирно при помощи осей 9 таким образом, что центр тяжести каждого рычага сдвинут относительно соответствующей оси к центру захвата. Вследствие этого, если мы наденем кольцо на крюк трубоукладчика и начнем поднимать захват, поставленный корпусом на трубу, то рычаги начнут поворачиваться вокруг своих осей и сближать лапы, прочно охватывая и поднимая трубу. Если же мы опустим трубу на землю и будем продолжать опускать крюк, то рычаги лягут на корпус захвата, разведя лапы и опустив трубу. При новом подъеме они снова охватывают трубу и начнут ее поднимать. Чтобы этого ТРН2601не произошло, рабочий, взявшись рукой за рукоятку кольца 2 при лежащих на корпусе рычагах, должен повернуть кольцо, заведя штыри 3 в зев крюков, расположенных в центральной части корпуса. В этом случае подъем захвата будет производиться при воздействии кольца не на рычаги, а непосредственно на корпус. Захват будет поднят в открытом положении и установлен сверху на следующую трубу. Рабочий, снова взявшись за рукоятку, повернет кольцо и выведет штыри из-под крюков корпуса. Теперь при подъеме рычаги охватят лапами трубу и поднимут ее. Таким образом, открытие и закрытие захвата производятся автоматически, а фиксация открытого положения осуществляется вручную рабочим путем поворота кольца, поэтому кольцевой захват этого типа называется полуавтоматическим.
Автоматический клещевой захват не требует при работе присутствия рабочего-стропольщика для фиксации лап и рычагов перед моментом подъема трубы и после ее опуска. Функции строполыцика выполняет специальный механизм. Захват клещевой автоматический (рис. 4.15) состоит из сварного корпуса 5 двух-таврового сечения, выполненного из листовой стали, на котором с помощью осей установлены два рычага 2, в нижней части снабженные подвижными лапами / с ограниченной возможностью поворота относительно осей. Наверху корпуса установлен механизм фиксации, представляющий собой шарнирно соединенную с корпусом стойку 4 коробчатого сечения, в которой размещены ползун 9 с упором 8 и поворотная звездочка 7. Звездочка 7 установлена на оси, приваренной к неподвижной стойке 4. Ползун кончается серьгой 5, при помощи которой захват подвешивают на крюк трубоукладчика. Верхние концы рычагов с помощью звеньев 6 шарнирно соединены с серьгой 5. Четырехтактный механизм фиксации предназначен для периодической автоматической фиксации разомкнутого положения рычагов и их освобождения для смыкания и захватывания трубы. Работа захвата основана на принципе самозамыкания двух рычагов под действием массы груза (трубы) и их размыкания после опускания груза на землю (после снятия нагрузки).
Параметры захвата выбраны так, что при смыкании рычагов и подъеме трубы возникает вертикальная составляющая сила, которая прижимает трубу к корпусу захвата. Она по величине больше, чем масса трубы, поэтому при подъеме трубы рычаги захвата не могут разомкнуться и труба, находящаяся на весу, не может выпасть. Это обстоятельство обеспечивает надежность и безопасность действия захвата. Для сохранения изоляционного покрытия при подъеме и стыковке изолированных труб внутренняя поверхность корпуса и лапы захвата снаружи обшиты алюминиевыми листами
Работа четырехтактного механизма фиксации характеризуется четырьмя последовательными положениями ползуна и звездочки (см. рис. 4.15). В положении «а» звездочка своим зубом заклинивает ползун относительно неподвижной стойки, в результате чего фиксируется разомкнутое положение рычагов. В таком состоянии, поскольку ползун находится в нижнем положении, захват висит не на рычагах, а на механизме фиксации и всегда готов к работе. При опускании захвата на трубу (положение «б») его корпус упирается в трубу и останавливается, а крюк трубоукладчика, ползун с серьгой и оба под действием собственной массы продолжают опускаться до тех пор, пока упор не коснется звездочки и не повернет ее в горизонтальное положение. При этом два зуба звездочки окажутся в прорези ползуна, но не будут выходить за его пределы. Ползун своим упором и прорезью упрется в звездочку, и движение вниз прекратится. При этом расстояние между лапами рычагов несколько увеличится. Положение «в» — захватывание трубы и ее подъем. При этом ползун, двигаясь вверх, воздействует кромкой прорези на звездочку, поворачивая ее на 90°, и беспрепятственно продолжает двигаться вверх. Па мере движения ползуна с серьгой вверх рычаги, связанные с серьгой звеньями, постепенно смыкаются, своими лапами захватывают трубу и прижимают ее к обечайке корпуса. При этом подвижность лап обеспечивает их правильное прилегание к поверхности трубы. Длина звеньев и паза в ползуне выбрана так, чтобы при подъеме трубы механизм фиксации был полностью разгружен и не участвовал в передаче усилий. В этом положении связывающими элементами между серьгой и рычагами являются ТРН2601звенья, которые несут всю нагрузку. При опускании трубы на землю ползун с серьгой перемещается вниз, а рычаги под действием собственной массы размыкаются. При этом упор ползуна, воздействуя сверху на звездочку, поворачивает ее на 45° (рис. 4.15, г). Так завершается один полный цикл механизма фиксации. Если после этого поднять захват за серьгу, ползун несколько продвинется вверх, заклинит звездочку и зафиксирует разомкнутое положение рычагов. Таким образом, захват будет приведен в исходное положение.
Шарнирное соединение механизма фиксации с корпусом позволяет разгрузить механизм фиксации от боковых усилий, исключить его заклинивание и перебои и обеспечить тем самым надежность и необходимую долговечность в работе.
МАШИНЫ ДЛЯ ГНУТЬЯ ТРУБ
Трубогибочные станки предназначены для изготовления
криволинейных вставок (колен) из стальных тонкостенных труб методом холодного гнутья (гнутья без нагрева). Станки могут работать как на трубосварочной базе (централизованное изготовление колен), так и непосредственно на трассе у мест монтажа трубопровода (изготовление колен по месту). Для транспортировки по трассе станки некоторых модификаций снабжены колесным или гусеничным ходом. Конструктивная схема всех станков, применяемых при строительстве магистральных трубопроводов, одинакова (рис. 4.18).

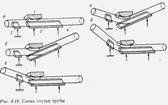
Последовательность операций при гнутье труб изображена на рис. 4.19. Подготовленную для гнутья трубу 4 или плеть укладывают на упорный и гибочный ложементы при помощи трубоукладчика. Подняв упорный ложемент 2 в рабочее положение первого гибочного цикла и закрепив его (рис. 4.19, а), поднимают гибочный ложемент 3, обкатывая его вместе с трубой (плетью) вокруг формующего лекала 1 (рис. 4.19,6). По окончании первого гиба опускают гибочный и упорный ложементы в исходное положение. Труба при этом несколько уменьшает свою кривизну за счет восстановления упругой деформации. Затем трубу ТРН2601 перемещают в сторону упорного ложемента, выводя ее изогнутый участок за пределы рабочей зоны формующего лекала, и, подняв и закрепив упорный ложемент в рабочем положении второго гибочного цикла (рис. 4.19,8), производят второй гиб (рис. 4.19,г). Циклы повторяются (рис. 4.19,д) до получения необходимого угла изгиба трубы. При этом рабочее положение упорного ложемента изменяется в течение трех первых гибочных циклов, оставаясь в дальнейшем постоянным. По окончании гнутья трубу снимают со станка с помощью трубоукладчика.
Гнутье тонкостенных труб осложняется возможностью потери местной устойчивости формы их стенок в зоне сжатия с образованием гофр и вмятин. Для ликвидации этого отрицательного эффекта применяют гидравлические или пневматические разжимные элементы - ТРН2601дорны, вводимые внутрь трубы на участке ее формования
Дорн представляет собой приспособление (рис. 4.22), предназначенное для увеличения устойчивости стенок трубы 1 при гнутье
Гнутье труб малого диаметра, применяемых при сооружении отводов от магистральных трубопроводов, обустройств нефтяных и газовых промыслов, компрессорных станций и т. п., производится на заводских трубогибочных установках и в специальных приспособлениях, располагаемых непосредственно на строительных площадках. Гнутье труб трубогибочными установками про- изводится как в холодном, так и в горячем состоянии по схемам, приведенным на рис. 4.23.
Гнутье труб при помощи специальных приспособлений производится в основном в холодном состоянии. Примером приспособления для гнутья труб малого диаметра в трассовых условиях является приспособление ТГП2, выполненное в виде навесного оборудования к трубоукладчику T01224 (рис. 4.24). Приспособление ТГП2 предназначено для гнутья труб диаметром от 89 до 325 мм и состоит из башмака, установленного на раме трубоукладчика, и дополнительной канатной тяги, крепящейся одним концом к боковой стороне стрелы трубоукладчика, а другим к изгибаемой трубе. Гнутье производится поджимом трубы к башмаку при помощи грузовой лебедки и талевой системы трубоукладчика.
 23..
23..
ОЧИСТНЫЕ МАШИНЫ
Самоходные очистные машины предназначены для очистки механическим способом наружной поверхности труб от слоя грязи, жирных пятен, окалины, ржавчины и ржавой пыли, а также для покрытия очищенной поверхности тонким слоем холодной грунтовки — праймером (раствор битума в бензине по весовому соотношению 1:2,5). Очистка труб до металлического блеска при их сильной заржавленности производится обычно за два прохода машины или двумя машинами, следующими одна за другой. В последнее время начат выпуск комбинированных машин, у которых операции очистки и изоляции трубопровода совмещены: после нанесения грунтовки осуществляется обмотка трубопровода одним или двумя слоями полимерной ленты и защитной оберткой.
 Очистные машины предназначенные для очистки трубопроводов диаметром 89— 1420 мм. Основные узлы: несущая рама 5 с приводными ходовыми колесами 6 и 8, силовой агрегат 4 — двигатель внутреннего сгорания, передний рабочий орган 7 для очистки труб, задний рабочий орган 9 для нанесения на трубу грунтовки и узлы трансмиссии, предназначенные для передачи вращения от двигателя на ходовые колеса и рабочие органы машины. На раме установлены также бак 1 для грунтовки, бак 2 для топлива и грузовая подвеска 3, с помощью которой машина подвешивается на крюке работающего в паре с ней трубоукладчика. При движении по трубопроводу машина дополнительно опирается на колесное устройство 10, обеспечивающее устойчивость машины против опрокидывания. В зависимости от условий работы это устройство монтируется с правой или левой стороны машины. Для чистки труб используется специальный набор рабочих инструментов, состоящий из комплекта скребков с твердой наплавкой и плоских металлических щеток, смонтированных по окружности двух отдельных роторов переднего ТРН2601 рабочего органа, вращающихся во взаимно противоположных направлениях. Скребки предназначены для удаления грязи, окалины и основного слоя ржавчины и монтируются на переднем (по ходу машины) роторе. Щетки служат для окончательной очистки поверхности трубопровода от рыхлого слоя ржавчины и устанавливаются за скребками на заднем роторе. Нанесение грунтовки на очищенную поверхность трубопровода производится двумя джуто-кордовыми полотенцами и мягкими травяными щетками, смонтированными на роторе праймирования заднего рабочего органа. Ротор состоит из приводной звездочки и плоского кольца. При вращении ротора вокруг трубы - полотенца захватывают грунтовку и равномерно распределяют ее по очищенной поверхности тонким слоем, который затем втирается травяными щетками.
Очистные машины предназначенные для очистки трубопроводов диаметром 89— 1420 мм. Основные узлы: несущая рама 5 с приводными ходовыми колесами 6 и 8, силовой агрегат 4 — двигатель внутреннего сгорания, передний рабочий орган 7 для очистки труб, задний рабочий орган 9 для нанесения на трубу грунтовки и узлы трансмиссии, предназначенные для передачи вращения от двигателя на ходовые колеса и рабочие органы машины. На раме установлены также бак 1 для грунтовки, бак 2 для топлива и грузовая подвеска 3, с помощью которой машина подвешивается на крюке работающего в паре с ней трубоукладчика. При движении по трубопроводу машина дополнительно опирается на колесное устройство 10, обеспечивающее устойчивость машины против опрокидывания. В зависимости от условий работы это устройство монтируется с правой или левой стороны машины. Для чистки труб используется специальный набор рабочих инструментов, состоящий из комплекта скребков с твердой наплавкой и плоских металлических щеток, смонтированных по окружности двух отдельных роторов переднего ТРН2601 рабочего органа, вращающихся во взаимно противоположных направлениях. Скребки предназначены для удаления грязи, окалины и основного слоя ржавчины и монтируются на переднем (по ходу машины) роторе. Щетки служат для окончательной очистки поверхности трубопровода от рыхлого слоя ржавчины и устанавливаются за скребками на заднем роторе. Нанесение грунтовки на очищенную поверхность трубопровода производится двумя джуто-кордовыми полотенцами и мягкими травяными щетками, смонтированными на роторе праймирования заднего рабочего органа. Ротор состоит из приводной звездочки и плоского кольца. При вращении ротора вокруг трубы - полотенца захватывают грунтовку и равномерно распределяют ее по очищенной поверхности тонким слоем, который затем втирается травяными щетками.
Максимальная скорость передвижения машин составляет 0,1—0,54 км/ч, частота вращения ротора 65—240 об/мин, мощность двигателя 6—100 кВт, масса 0,45—13,6 т.
Для очистки трубопроводов диаметром 114—529 мм на коротких участках применяются портативные очистные машины которые имеют разъемный (по оси трубы) рабочий орган, что позволяет устанавливать их в любом месте трубопровода без его разреза. Передвижение вдоль трубы ручное и механическое.
ИЗОЛЯЦИОННЫЕ МАШИНЫ
Самоходные изоляционные машины выпускаются двух типов: типа ИМ для изоляции трубопроводов битумными покрытиями с последующей обмоткой армирующими и защитными рулонными материалами (бумагой, бризолом, гидроизолом) и типа ИЛ для изоляции трубопроводов полимерными лентами.

Машина типа ИМ состоит из несущей рамы 4 с ходовыми колесами 3, двигателя внутреннего сгорания 5, бака 10 для битумной мастики, узлов трансмиссии, битумных насосов 8 с системой битумопровода, устройства для нанесения изоляции — обечайки 9, обмоточной головки 2 со шпулями 1 для рулонного материала, подогревающего устройства 6 и поддерживающего механизма 7. Двигатель приводит в движение через трансмиссию ходовые колеса, битумные насосы и обмоточную головку. На раме машины укреплена специальная подвеска, с помощью которой она подвешивается на крюке трубоукладчика при подъеме и опускании. Машина работает в комплекте с трубоочистной машиной, битумовозом и трубоукладчиками.
Современные изоляционные машины производят наложение изоляции поливом мастики на поверхность трубы при помощи кольцевой обечайки. Обечайка служит для приема битумной мастики, равномерного распределения ее по поверхности трубы и формирования изоляционного слоя толщиной 3—6 мм. Она выполнена в виде цилиндрического кольца, составленного в зависимости от диаметра изолируемых труб из трех, пяти или семи секций. Обечайка скользит по трубе с помощью пружинных ТРН2601опор, прикрепленных к секциям болтами. Внутренний диаметр обечайки должен быть несколько больше наружного диаметра изолируемой трубы Для свободного прохода мастики в образовавшуюся полость, которая имеет зазор, соответствующий толщине слоя наносимой изоляции. Требуемая толщина изоляционного слоя обеспечивается регулировкой. Каждая изоляционная машина снабжается комплектом сменных обечаек в соответствии с диаметром труб, для изоляции которых она предназначена. Питание обечайки битумной мастикой производится одновременно через верхнюю и нижнюю горловины, расположенные в головной части. Горячая мастика (420—450° К) в горловины подается под напором из битумного бака. В битумный бак горячая мастика заливается из битумовоза или перекачивается из битумного котла насосами бака при переключении их на «задний ход». Перед началом работы машины для разогрева битумной мастики, застывшей в битумном баке, насосах и битумопроводе применяется подогревающее устройство. Скорость передвижения (максимальная) машин типа ИМ 0,2—1,8 км/ч при мощности двигателей 5—55 кВт и общей массе машин от 0,35 до 8,4 т.
 В последнее время все большее распространение получают машины типа ИЛ для изоляции трубопроводов полимерными лентами шириной 200—500 мм, которые наиболее эффективно используются при сооружении трубопроводов больших диаметров, вытесняя машины ИМ соответствующих типоразмеров. Машины типа ИЛ оборудованы устройством, наносящим на поверхность трубопровода слой клея для крепления полимерной ленты.
В последнее время все большее распространение получают машины типа ИЛ для изоляции трубопроводов полимерными лентами шириной 200—500 мм, которые наиболее эффективно используются при сооружении трубопроводов больших диаметров, вытесняя машины ИМ соответствующих типоразмеров. Машины типа ИЛ оборудованы устройством, наносящим на поверхность трубопровода слой клея для крепления полимерной ленты.
Каждая машина типа ИЛ представляет собой самоходную тележку-раму 1, на которой смонтированы двигатель 2, узлы трансмиссии, обмоточный ротор 4 со шпулями 3 для полимерной ленты, а также устройства для нанесения клея и снятия статического электричества. Шпули обеспечивают равномерное натяжение ленты в процессе ее намотки на трубопровод с усилием до 2000 Н. Для облегчения установки рулонов ленты на шпули машина оборудуется подъемником. Машины типа ИЛ применяются для изоляции трубопроводов диаметром 325— 1420 мм, движутся по трубопроводу со скоростью 100—800 м/ч, имеют мощность двигателя 22— 30 кВт и общую массу 3,8—6,0 т. Для изоляции полимерной лентой трубопроводов диаметром 57—114 мм используют приспособления типа ПИЛ, приводимые в действие от двигателя внутреннего сгорания и вручную.





