САМ -системы позволяют «поднять» программирование станков с ЧПУ на более высокий уровень по сравнению с рутинным ручным программированием, облегчая труд технолога-программиста в трех главных направлениях [1, 3, 11]:
· избавляют технолога-программиста от необходимости делать математические вычисления вручную;
· позволяют создавать на одном базовом языке управляющие программы для различного оборудования с ЧПУ;
· обеспечивают технолога-программиста типовыми функциями, автоматизирующими ту или иную обработку.
При использовании САМ -системы УП генерируется автоматически в G -коде, после чего передается тем или иным способом УЧПУ станка [11].
САМ -системы можно разделить на две категории – с языковым и графическим способом ввода информации. Используя первые, технолог-программист обязан использовать язык программирования, подобный Basic или С, в силу чего такие САМ -системы весьма сложны для освоения. Другой тип САМ -систем позволяют задавать каждый шаг обработки интерактивно в графическом режиме, а технолог-программист имеет зрительную обратную связь в течение каждого шага задачи программирования. Поэтому в общем случае такие системы более просты в изучении и работе [11].
Несмотря на многообразие существующих САМ -систем, обладающих различными возможностями и «внешним видом», их объединяет схожая методология использования. Сначала технолог-программист должен ввести некую общую информацию, далее описать параметры заготовки и рабочего места (приспособление, инструмент и т. д.), после чего определить последовательность обработки [11]. Рассмотрим данную последовательность более подробно.
Первый шаг – задание общей информации. На этом шаге от технолога-программиста потребуется ввод информации о наименовании детали, ее шифра, даты генерации и имени управляющей программы, габаритах детали, материале и форме заготовки [11].
Второй шаг – описание параметров заготовки и рабочего места. Используя ряд методов определения геометрии, программист постепенно описывает форму обрабатываемой детали. Большинство САМ -систем допускает импортирование геометрии детали, спроектированной в CAD -системе. Это особенно полезно в случае деталей сложной формы, ведь технологу не нужно тратить усилия на повторное описание сложной геометрии.
При этом важно уже в процессе проектирования детали учитывать местонахождение нулевой точки чертежа, а также «правильность» простановки размеров в зависимости от предполагаемого способа программирования. В противном случае технолог-программист будет вынужден повторно рассчитывать весь контур детали [11].
Третий шаг – определение последовательности обработки. Здесь программист задает в САМ -системе способ обработки детали с использованием имеющихся для этого большого количества готовых решений в виде интерактивных меню для задания параметров конкретного вида обработки. Технологу-программисту остается только ввести параметры, а САМ -система сама рассчитает траекторию движения инструмента. На этом шаге
САМ -система визуализирует траекторию инструмента, предоставляя программисту возможность визуального анализа того, что может произойти на станке, что является одним из преимуществ САМ -систем. [11]. Применение систем симуляции позволяет технологу-программисту наблюдать трехмерную модель перемещающихся частей технологической системы, что снижает вероятность ошибок в программе, сокращает время на ее отладку на станке и исключает возможность столкновения и поломки инструмента. С помощью систем симуляции можно редактировать и оптимизировать управляющие программы, определить количество материала, удаляемого в каждом сегменте пути инструмента, а также подобрать элементы режима резания. Довольно хорошо распространенными системами симуляции являются программный комплекс VERICUT компании CGTech и редактор управляющих программ CIMCO Edit компании CIMCO Integration [11]. После необходимых коррекций технолог-программист запускает процесс генерации УП в виде G -кодов.
Постпроцессоры
Постпроцессор – это программный модуль, предназначенный для преобразования управляющей траектории, сформированной CAM -системой, в управляющую программу для конкретного станка с ЧПУ с учетом особенностей его кинематики. Исходной информацией для получения программы обработки на станке с ЧПУ является геометрия детали, определенная на проектно-конструкторском этапе. Затем при создании управляющей программы для станка с ЧПУ технолог-программист пользуется CAM -системой. Система генерирует файл, содержащий информацию о положении, траектории инструмента, режимы резания и другие технологические параметры. Далее вступает в работу постпроцессор, который обрабатывает эти данные и формирует управляющую программу для определенного станка [9].
Постпроцессор выполняет немалое количество функций, например [7]:
· кодирует линейные перемещения сообразно цене импульса;
· выполняет линейную или круговую интерполяцию перемещений по дуге окружности, а также кодирует их в импульсах;
· рассчитывает динамику перемещений, отслеживая и, если нужно, уменьшая слишком большую подачу на малом перемещении;
· автоматически выдает в кадр вектора или функции коррекции на радиус инструмента;
· строит текущий кадр по шаблону, автоматически нумеруя кадры под адресом N;
· превращает подачи, назначенные технологом, в конкретный набор символов с адресом F и выдает в нужное место кадра.
· оформляет начало, конец и структуру УП;
· выдает в кадр перемещения только по тем координатам, движения по которым имело место;
· определяет выпуклость/вогнутость контура детали для правильного расчета вектора коррекции и т. д.
Постпроцессоры бывают нескольких типов [9]:
Внешний постпроцессор часто называют «обобщенным постпроцессором» (Generalized postprocessor). Такое название акцентирует независимость постпроцессора от используемой CAM -системы. Он принимает на вход файл формата CL-DATA (Cutter Locations DATA – данные о положении инструмента), выдаваемый CAM -системой через специальную команду экспорта управляющей траектории. Таким образом, работа внешнего постпроцессора автономна и вообще не привязана к CAM -системе. Этот формат официально принят стандартом DIN 66215-1 и поддерживается большинством CAM -систем [9].
Преимуществом внешнего постпроцессора является то, что он настраивается только один раз на конкретный станок. Для всех CAM -систем постпроцессор одинаков. Этот фактор имеет значение, если при создании программ для одного и того же станка на предприятии используются различные CAM -системы. Такая ситуация не редкость для крупных предприятий, но, практически, не встречается в средних и мелких компаниях. Кроме этого, поскольку постпроцессор не делается индивидуально для каждой CAM -системы, а настраивается только на конкретный станок, то он более широко тиражируем. Вследствие этого он обычно стоит дешевле и, как правило, есть уже готовый [9].
Минусом внешнего постпроцессора является сложность его настройки «под себя».
Нередко внешний постпроцессор поставляется вообще в закрытом от редактирования виде, но даже если он открыт, и на предприятии есть специалисты, знающие, как его настроить, все равно, возможности настройки внешнего постпроцессора гораздо меньшие, чем встроенного. Очень часто такая настройка постпроцессора становится камнем преткновения для 5-осевых станков и обрабатывающих центров, в связи с чем очень часто технологи-программисты, даже купив внешний постпроцессор, вынуждены перейти на встроенный [9].
Встроенный постпроцессор (Native – «Родной») не только запускается
из CAM -системы, но и работает с управляющей траекторией прямо во внутреннем формате CAM -системы [9]. Каждый постпроцессор работает только со своей «родной»
CAM -системой, в связи с чем возникает необходимость приобретения для каждого станка постпроцессора под конкретную CAM -систему. Именно поэтому нередко приходится заказывать разработку постпроцессора, так как готового нет в наличии, особенно для новых моделей станков. Встроенный постпроцессор, также как и внешний, может поставляться в закрытом или открытом для редактирования виде [9].
Основным достоинством встроенного постпроцессора является возможность доступа из него к большому числу важных параметров и переменных CAM -системы. По умолчанию эти переменные не выгружаются в файл CL-DATA, и поэтому недоступны во внешнем постпроцессоре. Хотя в CAM -системах и существует возможность задавать дополнительные значения переменных для передачи их в файл CL-DATA, но это надо делать вручную, что крайне неудобно в работе [9].
Встроенный постпроцессор имеет доступ ко многим категориям параметров. Особенно важными являются полные данные об инструменте и операции, например, номенклатурном номере патрона или материале фрезы. Обрабатывая кадр с перемещением, встроенный постпроцессор может различить конкретный тип движения, например, подвод, врезание или отвод инструмента [9].
Такой постпроцессор может обращаться к корпоративным базам данных
и PDM -системе (PDM – Product Data Management), используя текущий сеанс и права пользователя. Эти данные могут использоваться встроенным постпроцессором, что позволяет заложить в него сложную технологическую логику и генерировать быстро, «одной кнопкой» полностью готовые, сложные программы обработки. Внешний постпроцессор в этом смысле более ограничен, чем встроенный. При создании программ обработки с большим количеством операций (20 и более), программ с переустановами, или программ многоосевой обработки, такая технологическая логика в постпроцессоре становится просто необходимой, и внешний постпроцессор уже не может решить задачу [9].
Встроенный, «родной» постпроцессор является более удобным решением, ускоряющим работу технолога [9].
Встроенные постпроцессоры исторически появились позднее, чем внешние, и отставали от них по своим возможностям. На сегодняшний день практически в каждой
CAM -системе есть свой «родной» встроенный постпроцессор, содержащий полный набор необходимых функций [9].
Индивидуальный постпроцессор разрабатывается самым старым способом создания постпроцессоров, когда с помощью специальных алгоритмических языков программистом (именно программистом, а не технологом-программистом) пишется постпроцессор для определенного станка. Способ очень долгий, дорогой и не гибкий, но иногда единственный. Изменения в таком постпроцессоре зачастую способен сделать только сам
автор-разработчик [9].
Для удобства настройки постпроцессора на конкретный станок, постпроцессор разделен на две части: постпроцессирующий модуль и шаблон постпроцессора [9].
Постпроцессирующий модуль (Post executable) – это исполняемый файл, который запускается при старте постпроцессора. Он загружает управляющую траекторию, полученную из CAM -системы, и, используя шаблон постпроцессора, генерирует управляющую программу [9].
Шаблон постпроцессора (Post customization script) содержит инструкции, сообщающие постпроцессирующему модулю, как обрабатывать управляющую траекторию и генерировать программу. Именно шаблон постпроцессора и является настройкой на конкретный станок, и именно он и называется постпроцессором [9].
Обычно шаблон постпроцессора – это текстовый (ASCII) файл, который можно редактировать обычным текстовым редактором. Формат шаблона постпроцессора всегда достаточно сложной структуры, которая описывается в документации разработчика [9].
Для того чтобы облегчить разработку шаблона постпроцессора, многие современные постпроцессоры предлагают специальный редактор постпроцессоров, который часто и называют «Генератором постпроцессоров» [9].
Генератор постпроцессоров (Post - Processor Generator) – это редактор, в котором разработчик может выбрать тип станка, задать различные опции и параметры, на основе которых редактор «сгенерирует» постпроцессор. Это может быть как новый постпроцессор, так и модифицированный существующий постпроцессор [9].
Другой функцией редактора постпроцессоров часто является компиляция постпроцессора. Компиляция делается, в основном, для защиты постпроцессора от редактирования и применения функций лицензирования постпроцессора. В системах, где поддерживается компиляция шаблона постпроцессора, можно говорить об исходном тексте и о скомпилированном постпроцессоре. Это очень важный момент, относящийся к вопросу открытости постпроцессора, т. е. возможности его редактирования конечным пользователем. Кроме генерации и компиляции постпроцессора, редактор постпроцессоров имеет множество полезных функций, которые позволяют ускорить разработку
постпроцессора [9].
Диалоговое программирование
Ручное программирование является весьма утомительным занятием. По общему признанию, слова, адреса и кадры воспринимаются большинством новичков, как «китайская грамота». Однако все программисты-технологи обязаны иметь хорошее понимание техники ручного программирования независимо от того, используют они ее или нет. Так, если в компании используется несколько станков с ЧПУ, а изготавливаемые детали предельно просты, то грамотный технолог-программист с великолепной техникой ручного программирования будет способен превзойти по производительности труда мощного программиста-технолога, использующего CAM -систему. Или, скажем, компания использует свои станки для выполнения ограниченной номенклатуры изделий. Как только обработка таких изделий запрограммирована, она вряд ли будет изменена когда-либо в будущем.
В этом случае ручное программирование для ЧПУ наиболее экономически эффективно. Наконец, даже в случае применения CAM -системы нередко возникает потребность коррекции кадров УП вследствие обнаружения ошибок на этапе верификации. Также общепринятой является коррекция кадров УП после ряда первых пробных прогонов на станке с ЧПУ. Если для выполнения этих, часто элементарных, корректировок программист должен опять использовать CAM -систему, то это неоправданно удлинит процесс подготовки производства [10].
В то же время диалоговое программирование стало весьма популярно в последние годы благодаря широкому использованию системы графических пиктограмм и меню непосредственно на стойке системы ЧПУ (рис. 6.1). Программист может немедленно верифицировать кадры УП путем графической имитации обработки на экране стойки ЧПУ станка [10].
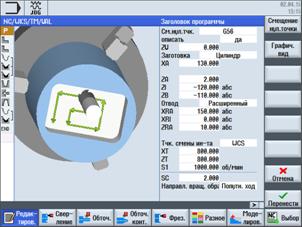
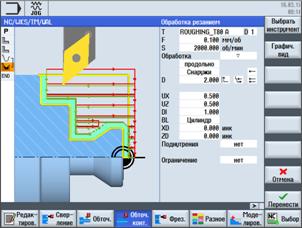
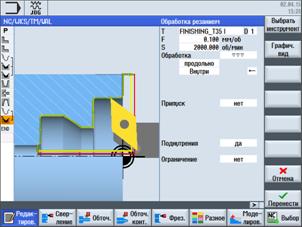
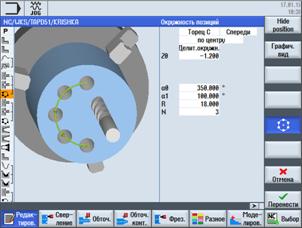
Рис. 6.1. Примеры диалогового программирования в системе Siemens SINUMERIK 840D
Системы диалогового программирования существенно различаются между собой.
В большинстве случаев любая из них является одноцелевой системой, предназначенной для автоматизации программирования определенного типа обработки на определенном оборудовании. Более того, некоторые модели, особенно уже снятые с производства, были рассчитаны только на ручной ввод управляющей программы и тем самым не могли обеспечить технологию удаленного программирования при помощи CAM -системы. Однако более современные модели СЧПУ могут работать как в диалоговом режиме, так и имеют устройства для ввода G -кодов, сгенерированных другими CAM -системами [10].
В то же время интуитивно понятный пошаговый редактор диалогового программирования максимально сокращает время программирования именно для единичного и мелкосерийного производства, в то время как его применение в средне- и крупносерийном производстве нецелесообразно, как и при изготовлении деталей сложной формы [10].
Совершенный язык ЧПУ, основанный на командах языка высокого уровня, обеспечивает максимальную гибкость и минимальное время разработки УП в режиме диалога, и сочетает в себе гибкость языка ЧПУ и удобство простой параметризации интенсивных циклов обработки, что обеспечивает максимальную производительность. Встроенный интерпретатор кодов ISO обеспечивает максимальное удобство операторам, знакомым со специальными языками ISO [5].
В общем виде, циклы удаления материала диалоговой СЧПУ имеют следующие функции оптимизации процесса обработки [5]:
· снятие слоев материала параллельно контуру;
· проточка пазов свободно задаваемых контуров;
· обточка канавок свободно задаваемых контуров;
· автоматическое определение оставшегося материала;
· сегментация припусков с автоматической адаптацией заготовок;
· прерывание подачи при образовании длинной стружки;
· переменная подача, продлевающая срок службы инструмента;
· обработка контурных углублений;
· обработка фигурных выступов;
· автоматический расчет точки входа инструмента в заготовку и т. д.
Следует отметить, что в некоторых СЧПУ нашли применение анимированные элементы, поддерживающие ввод параметров обработки в ходе короткого видеоролика, а не в статическом изображении, что обеспечивает оператору поддержку в эксплуатации и программировании СЧПУ [5].





