В данном разделе даются рекомендации по режимам обработки материалов при изготовлении изделий, сборки основных узлов швейного изделия, в соответствие с прогрессивными методами обработки изделия и выбором эффективного оборудования, с учетом свойства рекомендуемых материалов.
Например: Красивый внешний вид изделия во многом зависит от выбранных методов обработки. Режимы обработки выбираются для выполнения ниточных и клеевых соединений, операций влажно-тепловой обработки. Применение прогрессивного метода обработки с использованием узкоспециализированного оборудования и клеевых прокладочных материалов сократит затрату времени на изготовление изделия, повысит производительность труда.
Режимы обработки
Описание принятых методов обработки следует начинать с изложения технических требований к ручным, машинным операциям и к влажно-тепловой обработке. Технические требования к ручным и машинным работам описываются в соответствие с ГОСТом 12807-88 «Изделия швейные. Классификация стежков, строчек и швов» и ОСТом 17835-80 «Изделия швейные. Технические требования к стежкам, строчкам и швам».
Например: На изготовление одежды действует нормативно-техническая документация, которая определяет технические условия, требования, предъявляемые к качеству изделия. Технические требования к ручным и машинным работам определяет ГОСТ 12807-88 «Изделия швейные. Классификация стежков, строчек и швов» и ОСТ 17835-80 «Изделия швейные. Технические требования к стежкам».
Данные по режимам обработки всех групп материалов из таблицы 1 необходимо представить в форме приведенных ниже таблиц 2-4
Таблица 2 – Режимы обработки на швейных машинах
| Вид
материала
| Класс и назначение машины
| Длина стежка (кол-во стежков на 10 мм строчки)
| Номера ниток
| Номера игл по ГОСТу
22249-82
|
|
|
|
|
|
|
| 1. Материал верха
2. Прокладочный материал
3. Подкладочный материал
|
|
|
|
|
Таблица 3 – Параметры машинных стежков
| Наименование
швов
(в заданном узле)
| Эскиз шва
(схема шва в аксонометрии)
| Место измерения
ширины шва
| Ширина шва, мм
|
|
|
|
|
|
|
|
|
|
|
Таблица 4 – Режимы влажно-тепловой обработки
| Материалы
| Параметры влажно-тепловой обработки
|
| Удельное давление, кг/см2,
масса утюга, кг
| Температура гладильной поверхности, 0С
| Время прессования, глажения, с.
| Увлажне-ние от веса обрабаты-ваемого материла, %
|
|
|
|
|
|
|
| 1.Материал верха
2.Прокладочный материал
3.Подкладочный материал
|
|
|
|
|
В выводе указать какие дефекты могут возникнуть при несоблюдении режимов обработки.
Например: Режимы обработки узлов на швейных машинах из различных групп материалов, применяемых при обработке женского жакета, представлены в таблице 2. Таблица 2 – Режимы обработки на швейных машинах
| Вид материала
| Назначение машины (тип или класс)
| Количество стежков на 10 мм строчки
| Номера ниток
| Иглы по ГОСТу 22249-82
|
|
|
|
|
|
|
| 1.Ткань костюмная
| 8332/3087 кл.
«Алтин» (Германия)
| 3-5
| 45 ЛЛ
| № 100
|
| 2.Ткань подкладочная
| 31-31+151 кл.
ОАО «Орша»
| 4-5
| 35 ЛЛ
| № 90
|
Соблюдение данных, приведенных в таблице 2, обеспечивает качество обработки узлов изделия. Правильно выбранные иглы не будут прорубать материал.
На качество изделия влияют не только правильно выбранные режимы обработки, но и параметры машинных стежков, строчек и швов, представленных в таблице 3.
Таблица 3 – Параметры машинных стежков
| Наименование шва
| Эскиз шва
| Место измерения ширины шва
| Ширина шва, мм
|
| 1
| 2
| 3
| 4
|
| Стачной
| 
| 
| a = 10,0
|
| Стачной взаутюжку
| 
| 
| a = 10,0
|
| Обтачной
в рамку
сложную
| 
| 
| a = 7,0
b = 1,0
|
Влажно-тепловая обработка занимает важное место при изготовлении изделия. ВТО делится на внутрипроцессную и окончательную. От ВТО зависит качество изделия.
Режимы ВТО, рекомендуемые при изготовлении жакета приведены в таблице 4.
Таблица 4 – Режимы влажно-тепловой обработки
| Материалы
| Параметры ВТО
|
| Удельное давление, кг/см2, масса утюга, кг
| Температура гладильной поверхности, ˚С
| Время прессования, глажения, с
| Увлажнение от веса обрабатываемого материала, %
|
| Ткань костюмная (шерсть, содержащая 40 % нитрона)
| 0,1-0,3
| 140-150
| 10-25
| 20-30
|
| Ткань капроновая
| 0,01
| 100-110
| 20
| –
|
| Клеевой материал
| 0,1-0,3
| 140-150
| 10-25
| 20-30
|
Соблюдение режимов, приведенных в таблицах 3 и 4, обеспечит швейному изделию товарный вид.
Поузловая обработка
В данном пункте даются схемы обработки 5-ти основных узлов изделия (застежки, воротника, низа изделия, низа рукава, кармана, шлиц, верхнего среза брюк, юбки и т.д.), представленные на рисунках 3.1-3.5 в соответствии с прогрессивными метода обработки и современным оборудованием с учетом типа производства и свойств рекомендуемых материалов. Затем обосновывается выбор каждого рекомендуемого метода обработки узла изделия, доказывается целесообразность выбора предложенного метода обработки. Особое внимание следует уделить применению прогрессивной технологии при обработке узлов одежды с применением технологичной конструкции деталей кроя, применением клеевых прокладочных материалов и эффективного оборудования. Выбранные методы обработки и оборудование должны обеспечивать высокую производительность труда и обеспечивать качество швейного изделия.
Например: Предлагаемые методы обработки должны учитывать свойства рекомендуемых материалов и тип производства. В условиях мелкосерийного производства рекомендуется использовать прогрессивные методы обработки с использованием клеевых прокладочных материалов и технологичной конструкции, а также узкоспециализированного оборудования.
Методы обработки основных узлов жакета представлены на рисунках 3.1–3.5.
Действующий метод

Рисунок 3.1 а – Обработка кармана в рамку сложную в жакете
Проектируемый метод
Рисунок 3.1 б – Обработка кармана в рамку сложную в жакете
Проектируемый метод обработки является наиболее прогрессивным за счет применения клеевых прокладочных материалов, специального приспособления малой механизации – лапки с направляющей линейкой и технологичной конструкции подкладки кармана – цельновыкроенной, что обеспечивает качество обработки кармана в рамку сложную и снижает затраты времени на обработку узла.
Рисунок 3.2 – Обработка низа жакета в области спинки
Предлагаемый метод обработки является наиболее прогрессивным за счет применения клеевого прокладочного материала и средства малой механизации – лапки с направляющей линейкой, что обеспечивает качество обработки и снижает затраты времени на обработку низа жакета.

Рисунок 3.3 – Обработка края борта в жакете
Предлагаемый метод обработки является наиболее прогрессивным за счет применения клеевого прокладочного материала и средства малой механизации – лапки с направляющей линейкой, что обеспечивает качество обработки края борта и снижает затраты времени.
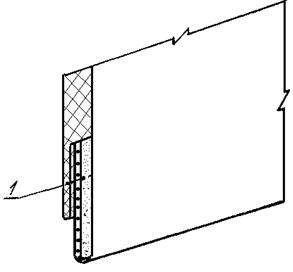
Рисунок 3.4 – Обработка низа рукава в жакете
Предлагаемый метод обработки является наиболее прогрессивным за счет применения клеевого прокладочного материала и средства малой механизации – лапки с направляющей линейкой, что обеспечивает качество обработки низа рукава и снижает затраты времени.
Рисунок 3.5 – Обработка воротника в жакете в области спинки
Предлагаемый метод обработки является наиболее прогрессивным за счет применения клеевого прокладочного материала и средства малой механизации – лапки с направляющей линейкой, что обеспечивает качество обработки и снижает затраты времени на обработку воротника.
Таким образом, предлагаемые методы обработки узлов жакета являются наиболее прогрессивными за счет применения узкоспециализированного оборудования, клеевых прокладочных материалов и технологичной конструкции, что снижает затрату времени на обработку деталей и узлов изделия в целом и обеспечивает качество изделия.





