Он основан на свойстве отдельных легкоплавких металлов, например, свинца или олова, растворять в своей структуре более тугоплавкие медь, серебро и отдельные сплавы.
Для этого на многожильные проволочки, из которых делают плавкую вставку, наносят капли олова. При допустимой температуре металла проводов эти добавки не создают никакого эффекта, но в аварийном режиме они быстро расплавляются, растворяют часть основного металла и обеспечивают ускорение срабатывания предохранителя.
Эффективность этого способа проявляется только на тонких проводниках и значительно снижается при увеличении их поперечного сечения.
Основной недостаток плавкой вставки состоит в том, что при срабатывании ее необходимо вручную заменять новой. Для этого требуется поддерживать их запас.
Иногда электрики вместо плавкой вставки в корпус устанавливают калиброванную проволоку. Этот способ не рекомендуется применять потому, что даже при точном подборе поперечного сечения электрическое сопротивление проволоки может отличаться от рекомендованного из-за свойств самого металла или сплава. Такой предохранитель не будет точно работать.
Еще большей ошибкой считается применение самодельных «жучков» наудачу. Они чаще всего бывают причиной несчастий и пожаров, возникающих в электропроводке.
При ремонте рубильников и переключателей тщательно очищают контактные поверхности ножей и контактных губок от грязи, копоти и частиц оплавленного металла. При сильных оплавлениях ножей или губок их заменяют новыми.
Подтягивают все крепежные детали, шарнирные соединения, проверяют состояние пружин и пружинных скоб, ослабленные заменяют новыми. Добиваются, чтобы ножи входили в губки без ударов и перекосов, но с некоторым усилием. Контактная поверхность губки должна плотно прилегать к соответствующей поверхности ножа. Щуп толщиной 0,05 мм может входить в пространство между губкой и ножом на глубину не более 6 мм.
Регулируют глубину вхождения ножей в губки так, чтобы у рубильника с рычажным приводом ножи при полностью включенном положении не доходили до контактной площадки губки на 3 мм. В то же время вся контактная часть ножа должна войти в губки. Глубину вхождения ножей в губки рубильников с рычажным приводом регулируют увеличением или сокращением длины тяги от рукоятки к рубильнику.
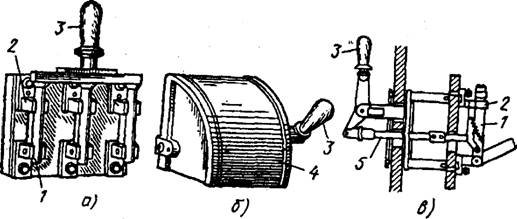
Трехполюсный рубильник:
а — трехфазный в открытом исполнении; б— в закрытом кожухе; в — управляемый механическим приводом; 1 — ножи; 2 —трубки; 3 —рукоятка; 4 — кожух; 5—тяга
Неодновременность выхода ножей из контактных губок не должна превышать 3 мм. Проверяют плотность затяжки всех контактных соединений. Износ должен быть не более: для сухарей пальцев — 4—5 мм (во избежание уменьшения разрывных расстояний между сухарями и сегментом); для сегментов—1 мм (во избежание задеваний сухарей за головки винтов).
Ремонт контактных ножей. Контактные ножи подлежат замене, если их толщина менее 2 мм у рубильников до 250 А и менее 2,75 мм – у рубильников до 600 А. Ножи также заменяют, если выгорание контактной части превышает 10 % ширины ножа.
Копоть и нагар на контактных ножах удаляют обтирочным материалом, смоченным в бензине. Наплывы и брызги металла удаляют напильником с мелкой насечкой. После зачистки толщина ножа должна быть не менее значений, указанных выше.
Величину изгиба ножей определяют щупами, положив нож на измерительную плиту изгибом вверх и измерив зазор между ножом и плитой. Изогнутые ножи рубильников рихтуют молотком с медными бойками, после чего измеряют зазор между отрихтованным ножом и измерительной плитой. Нож можно устанавливать на рубильник, если величина изгиба не превышает 0,1 мм.
Ремонт неподвижных контактов. Наплывы и брызги металла на поверхности неподвижных контактов удаляют напильником с мелкой насечкой. Копоть и нагар удаляют обтирочным материалом, смоченным в бензине.
При срыве резьбы в отверстиях под винты крепления дугогасительной камеры отверстие с поврежденной резьбой рассверливают в зависимости от размера поврежденной резьбы сверлом диаметром 3,3; 4,2; 5,0; 6,7; 8,5 мм и нарезают в отверстии резьбу соответственно М4, М5, М6, М8, М10.
Отверстия с сорванной резьбой под винты крепления неподвижных контактов и стоек к панели заваривают медью с помощью газовой горелки. Место заварки зачищают напильником, накернивают и сверлят новое отверстие, в котором метчиком нарезают резьбу номинального размера.
Ремонт изоляционной панели. Следы перекрытия электрической дугой на поверхности изоляционной панели между полюсами рубильника счищают шабером или шлифовальной шкуркой до полного удаления обугленного материала. Очищенный участок обдувают сжатым воздухом и обезжиривают уайт-спиритом. Затем на зачищенный участок наносят слой бакелитового лака и сушат в сушильном шкафу в течении 3-4 часов при температуре 333-343 К (60-70 оС) в или при комнатной температуре в течении 24 часов.
При отсутствии бакелитового лака поврежденный участок изолируют клеем БФ-2. Для этого наносят слой клея и просушивают его при комнатной температуре в течении 1,5 часов, затем наносят второй слой клея и также просушивают в течении этого же времени. Панель устанавливают в сушильный шкаф и сушат при температуре 373 К (100 оС) в течении 40-60 мин.
При обгорании, короблении или разрушении из текстолита или гетинакса изготовляют новую панель в соответствии с размерами панели, вышедшей из строя. Поверхность изготовленной панели покрывают бакелитовым лаком, обращая особое внимание на изолирование торцевых частей. После нанесения лака панель сушат в сушильном шкафу при температуре 333-343 К (60-70 оС) в течении 3-4 часов или при комнатной температуре в течении 24 часов.
Проверка и испытания рубильников после ремонта.
Проверяют правильность вхождения подвижных ножей рубильников в губки неподвижных контактов. Ножи должны входить в губки одновременно и без перекосов. При наличии перекосов отпускают на 2-3 оборота винты или болты крепления неподвижных контактов и шарнирных стоек к панели рубильника, включают рубильник и затягивают винты или болты крепления неподвижных контактов и шарнирных стоек, после чего вновь проверяют правильность вхождения ножей в губки.
Поворачивая ножи вверх и вниз, но не включая рубильник, проверяют соединение ножей с шарнирными стойками. Ножи должны вращаться в стойках при приложении небольшого усилия.
Проверяют плотность контактов между подвижными ножами рубильника и губками неподвижных контактов. Щуп толщиной 0,05 мм не должен проходить более 1/3 длины контактной линии. При необходимости контактные соединения регулируют подгибанием губок контактных стоек.
Мегомметром на 500 В измеряют сопротивление изоляции рубильника между всеми соединенными между собой токоподводящими частями и деталями, подлежащими заземлению. Кроме того, измеряют сопротивление изоляции между неподвижными стойками и ножами каждой фазы в отключенном положении рубильника, а также между полюсами при включенном положении рубильника. Сопротивление изоляции должно быть не менее 50 МОм при температуре 293 К (20 оС).
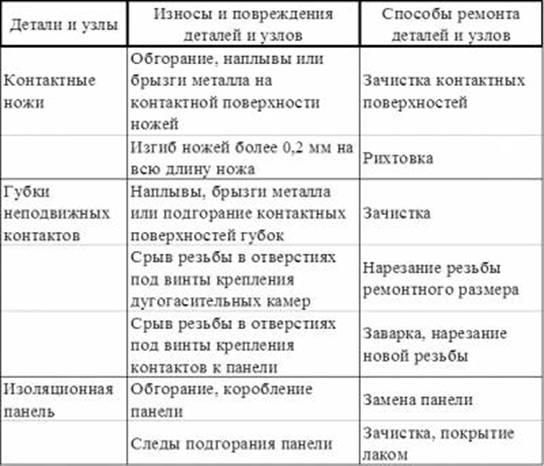
Перечень износов и повреждений, устраняемых при текущем ремонте рубильников приводится в таблице 1.
Таблица 2 – Перечень износов и повреждений, устраняемых при текущем ремонте рубильников
Оформление отчета.
1.записать название и цель работы;
2.Внимательно прочесть содержание работы и письменно ответить на следующие вопросы:
2.1.Понятие о коммутационных аппаратах (КА) и их выды; 2.2.Параметры (КА);
2.3.Рубильники: назначение, устройство, обозначение (табл. 1);
2.4.Рубильники типа «Р»: использование и параметры (табл. 1);
2.5.Из каких элементов состоит рубильник (рис.3);
2.6.Назначение, достоинства и недостатки пакетных выключателей (ПВ);
2.7.Устройство ПВ; 2.8.Структурное обозначение ПВ;
2.9.Понятие о переключателях; 2.10.Безконтактные переключатели;
2.11.Назначение автоматических выключателей (АВ);
2.12.Роль АВ в электрических сетях; 2.13.Как устроен АВ?
2.14.Тепловой, магнитный и комбинированный расцепители;
2.15.Как происходит отключение АВ? 2.16.Понятие о предохранителях;
2.17.Что происходит в электрических сетях при нарушении электрической изоляции?
2.18.Устройство предохранителя;
2.19.Охарактеризовать плавкую вставку, описать процесс разрушения плавкой вставки (Рис.9);
2.20.К чему приводит изменения сечения плавкой вставки (Рис.10)?
2.21.Описать металлический эффект в предохранителях.
2.22.Что включает ремонт рубильников?
2.23.Для чего пользуются щупом при ремонте рубильников?
2.24.Какова должна быть глубина вхождения ножей в губки?
2.25.Какой должна быть неодновременность входа ножей?
2.26.Когда контактные ножи подлежат замене?
2.27.Особенности ремонта неподвижных контактов рубильников;
2.28.Основные моменты при ремонте изоляционной панели. Измерение сопротивления.








