Пластическое деформирование используют при восстановлении размеров деталей, их формы и физико-механических свойств. Изношенные детали восстанавливают осадкой, вдавливанием, раздачей, обжатием, вытяжкой и накаткой. Форму деталей, измененную вследствие деформаций от изгиба и кручения, восстанавливают правкой статическим нагружением или наклепом. Восстановление механических свойств материала деталей, повышение их усталостной прочности и износостойкости осуществляют способами поверхностного пластического деформирования, к которым относятся обкатка роликами и шариками, чеканка, алмазное выглаживание, дробеструйная обработка и др.
Восстановление размеров изношенных деталей пластическим деформированием достигается в процессе перераспределения металла с нерабочих элементов деталей на изношенные. Восстановление первоначальной формы деталей правкой основано на упругих свойствах материала детали. Восстановление усталостной прочности и износостойкости деталей производится повышением твердости поверхностного слоя металла и созданием в нем благоприятных остаточных напряжений.
Осадку применяют для уменьшения внутреннего или увеличения наружного диаметра полых деталей (втулок), а также увеличения наружного диаметра сплошных деталей за счет уменьшения их длины (рис. 4.14, а). Уменьшение высоты втулок, воспринимающих большие нагрузки, допускается не более чем на 8 %, а для менее нагруженных втулок — на 15 %.
Вдавливание применяют для увеличения наружного размера детали за счет вытеснения металла из ограниченного участка ее нерабочей поверхности.
Раздачей восстанавливают наружные размеры полых деталей, увеличивая их внутренние размеры (рис. 4.14, б). Методом раздачи восстанавливают, например, поршневые пальцы дизелей.
Обжатие применяют для уменьшения внутреннего диаметра полых деталей, уменьшая их наружный диаметр (рис. 4.14, в). При обжатии с нагреванием металл детали изменяет свою структуру, поэтому после деформации ее подвергают повторной термической обработке.
Вытяжку используют для увеличения длины деталей в результате местного обжатия (рис. 4.14, г). Деформацию производят чаше всего в холодном состоянии.
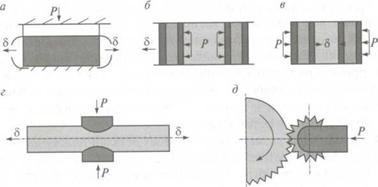
Рис. 4.14. Схема восстановления деталей давлением: а осадка; б — раздача; в — обжатие; г — вытяжка; д — накатка; Р — усилие; 5 — деформация
Накатка применяется для компенсации износа наружных цилиндрических поверхностей деталей, воспринимающих удельную нагрузку не более 7 МПа, за счет выдавливания металла из восстанавливаемой поверхности (рис. 4.14, д). Накаткой восстанавливают детали с твердостью не более 30 HRC. Если твердость выше, то деталь подвергают отпуску. Накатку производят зубчатым роликом с шагом зубьев 1,5—1,8 мм, обеспечивающим высоту подъема металла не более 0,2 мм на сторону и уменьшение опорной поверхности — не более 50 %.
Правка статическим нагружением под прессом производится в холодном состоянии. Чтобы получить после правки требуемую остаточную деформацию детали, ее перегибают в обратном направлении прогибом, в 10—15 раз большим первоначального. Для повышения стабильности правки и увеличения несущей способности деталей после правки их подвергают термической обработке. Правка под прессом снижает усталостную прочность деталей на 15-20 %.
Правку наклепом производят нанесением ударов по нерабочим поверхностям деталей. От ударов, наносимых пневматическим молотком, в поверхностном слое детали возникают местные напряжения сжатия, которые вызывают устойчивую остаточную деформацию детали. Режим правки зависит от материала детали, энергии удара и конструкции ударного бойка.
Преимущества способа восстановления деталей пластической деформацией — простота технологического процесса и применяемого оборудования, особенно при деформировании деталей в холодном состоянии; экономическая эффективность процесса из-за отсутствия дополнительных расходов на материалы. Преимущества правки наклепом — стабильность правки во времени, высокая точность (до 0,02 мм), высокая производительность, отсутствие снижения усталостной прочности деталей. К недостаткам данного способа следует отнести ограниченность номенклатуры восстанавливаемых деталей, невозможность их повторного восстановления и некоторое снижение механической прочности деталей при восстановлении изношенных поверхностей. Правка статическим нагружением под прессом в холодном состоянии не дает хорошего качества восстановления деталей из-за возникновения в процессе правки внутренних напряжений, которые снижают усталостную прочность детали на 15—40 %, а также с течением времени приводят к повторной деформации детали.
Восстановление втулок из цветных металлов осадкой производят в специальных приспособлениях в холодном состоянии. Если после осадки предусмотрена механическая обработка внутренней поверхности втулки, то размер пальца, ограничивающего деформацию втулки по внутреннему диаметру принимают на 0,3 мм меньше, чем диаметр окончательно обработанного отверстия. Осадкой восстанавливают также размеры стальных деталей — шейки валов, расположенные на концах деталей, толкатели клапанов и др. При этом деформацию деталей производят в штампах при нагревании до температуры ковки.
Восстановление зубьев шестерен и шлиц на валах осуществляют объемным вдавливанием в нагретом состоянии с использованием специальных приспособлений.
Восстановление поршневых пальцев и других наружных поверхностей деталей производят раздачей сферическими прошивками в холодном состоянии. Если деталь подвергалась закалке или цементации, то ее перед раздачей подвергают отжигу или высокому отпуску, а после раздачи восстанавливают первоначальную термическую обработку.
Восстановление отверстий во втулках из цветных металлов производят обжатием. Детали, восстановленные раздачей и обжатием, необходимо проверить на отсутствие трещин.
Правке подвергают детали рамы, коленчатые и распределительные валы, шатуны и другие детали. После правки коленчатых и распределительных валов, изготовленных из стали 45, статическим нагружением под прессом в холодном состоянии для стабилизации формы необходимо нагреть их до температуры не выше 180—200 °С и выдержать при этой температуре не менее 5 часов. Такая стабилизация восстанавливает несущую способность деталей только до 60—70 %.







