Цель работы – Освоение методики проектирования заготовок деталей, обеспечивающих их получение и обработку с наименьшими затратами.
1. Общие положения
Грамотно спроектированная заготовка обеспечивает ее получение и обработку с наименьшими затратами. Ниже изложена методика проектирования заготовки, полученной методом штамповки, как наиболее распространенным в серийном производстве.
2. Справочные данные
Таблица 7.1
Исходный индекс штампованной заготовки
| И=Ио+Им+Ис+Ит
| Мз, кг, до
|
| 1,8
| 3,2
| 5,6
|
|
|
| Св. 50
|
| Ио
|
|
|
|
|
|
|
|
|
| М
| М1
| М2
| М3
| С
| С1
| С2
| С3
| С4
| Т
| Т2
| Т3
| Т4
|
| Им
|
|
|
| Ис
|
|
|
|
| Ит
|
|
|
|
Таблица 7.2
Допуски Td на размеры штамповки
| Разм,мм
| Td, мм для И
|
|
|
|
|
|
|
|
|
|
| До 40
40…160
160…630
св. 630
| 0,8
1,6
| 0,9
1,2
2,0
2,2
|
1,4
2,2
2,5
| 1,4
2,8
3,2
|
2,5
3,6
| 2,5
3,2
4,5
| 3,2
5,6
6,3
| 4,5
5,6
|
Таблица 7.3
Радиусы закруглений Rmin
| m,кг
| Rmin
|
| до 25
| 25 – 50
| св.50
|
| До 1,0
1,0…6,3
6,3…16
16…40
40…100
св.100
| 1,6
2,5
|
2,5
|
3,6
|
Таблица 7.4
Допускаемая величина остаточного облоя То и
смещения штампа Тс
| Мз, кг
| То, мм
| Тс, мм
|
| Т2
| Т3
| Т4
| Т2
| Т3
| Т4
|
| До 1
1…1,8
1,8…3,3
3,2…5,6
5,6…10
10…20
20…50
| 0,4
0,5
0,6
0,7
0,8
0,9
1,0
| 0,5
0,6
0,7
0,8
0,9
1,0
1,2
| 0,6
0,7
0,8
0,9
1,0
1,2
1,4
| 0,2
0,3
0,4
0,5
0,6
0,7
0,8
| 0,3
0,4
0,5
0,6
0,7
0,8
1,0
| 0,4
0,5
0,6
0,7
0,8
1,0
1,2
|
Таблица 7.5
Допускаемая величина отклонения от
плоскостности (прямолинейности) Тп и от
концентричности отверстий Тк
| Наибольший размер заготовки, мм
| Тп, мм
| Тк, мм
|
| Т2
| Т3
| Т4
| Т2
| Т3
| Т4
|
| До 100
100…160
160…250
250…400
400…630
| 0,4
0,5
0,6
0,8
1,0
| 0,5
0,6
0,8
1,0
1,2
| 0,6
0,8
1,0
1,2
1,6
| 0,5
0,6
0,8
1,0
1,5
| 0,6
0,8
1,0
1,5
2,0
| 0,8
1,0
1,5
2,0
2,5
|
Таблица 7.6
Отклонение межцентрового расстояния Тмц
| Межцентровое расстояние, мм
| Тмц, мм
|
| Т2
| Т3
| Т4
|
| До 60
60…100
100..160
160…250
250…400
| 0,15
0,2
0,25
0,3
0,5
| 0,2
0,25
0,3
0,5
0,8
| 0,25
0,3
0,5
0,8
1,2
|
3. Задачи работы
Спроектировать заготовку заданной детали.
Выполнить рабочий чертеж заготовки.
4. Порядок выполнения работы
Проектирование заготовки выполняют в следующей последовательности:
1) Вычерчивают тонкой линией контур детали в масштабе. Проставляют основные размеры буквами русского алфавита. Размеры заносят в табл. 7.7.
2) Определяют припуски на обработку согласно методическим указаниям к работе 6 и заносят в табл. 7.7. Определяют расчетные размеры заготовки путем прибавления припусков к размерам детали и округления их до 0,5 мм в сторону увеличения припуска заносят в табл. 7.7
3) Вычерчивают контур заготовки с учетом напусков. При этом перепад поверхностей должен быть не менее 5 мм. Следует также избегать резких перепадов по
4) Определяют положение плоскости разъема штампа и положение «верх – низ» заготовки. Разъем выполняют в плоскости наибольших габаритов заготовки, чтобы плоскость штампа имела наименьшую глубину по сравнению с длиной и шириной. Разъем должен быть по плоскости, а не по ломаной или криволинейной поверхности. Разъем не должен проходить по поверхности заготовки, чтобы иметь возможность контролировать смещение штампа. Заготовка должна быть по возможности симметричной относительно плоскости разъема.
5) Определяют возможные технологические базы для 1-й операции мехобработки. Целесообразно в качестве технологических баз использовать основные конструкторские базы. На этих поверхностях не должно быть заусенцев, облоя, через них не должна проходить плоскость разъема, уклоны должны быть минимальными.
6) Определяют класс точности Т в зависимости от метода получения заготовки:
открытая штамповка, штамповка на ГКМ–Т4;
закрытая штамповка, выдавливание–Т3;
холодная штамповка, калибровка–Т2
7) Определяют группу стали М в зависимости от содержания углерода У и легирующих элементов Л:
У<0,35% Л<2% –М1;
У=0,35…0,65% Л=2…5% –М2;
У>0,65% Л>5% –М3.
8) Определяют степень сложности С в зависимости от отношения Кс=Wз/Wо (Wз – объем заготовки, Wо – объем простейшей описанной фигуры–шара, призмы, цилиндра и т.п.):
Кс<0,16 –С4;
Кс=0,16…0,32 –С3;
Кс=0,32…0,63 –С2;
Кс>0,63 –С1.
9) Определяют исходный индекс И по табл. 7.1 как сумму начального индекса Ио, определяемого массой заготовки, и добавочных индексов Ит, Им, Ис, в зависимости от Т, М, С.
10) Определяют допуски Td на размеры по табл. 7.2 в зависимости от исходного индекса И. При ориентировочных расчетах допуски можно назначать:
для Т4–16 квалитет
Т3–15 квалитет
Т2–14 квалитет
Поле допуска располагают следующим образом:
для охватываемых поверхностей (валов): (0,25…0,35) Td в “+”, остальное в “-“;
для охватывающих поверхностей (отверстий): (0,25…0,35) Td в “-”, остальное в “+“;
для остальных поверхностей – симметрично ± Td/2.
Полученные данные заносят в табл. 7.1.
11) Определяют штамповочные уклоны: для штамповки на прессах – 5…7º, на ГКМ – 3…5º. Уклоны должны быть одинаковыми с противоположных сторон заготовки, что позволит избежать бокового смещения штампов вследствие разницы горизонтальных составляющих усилия штамповки.
12) Определяют радиусы закруглений R по табл. 7.3 в зависимости от глубины ручья штампа. Устанавливают допуск на радиус в зависимости от класса точности:
Т2–±0,08R;
Т3–±0,15R;
Т4–±0,25R.
13) Определяют допустимые значения остаточного облоя То, смещения штампа Тс, отклонений от плоскостности Тп, концентричности отверстий Тк, межцентрового расстояния Тмц, по табл. 7.4, 7.5, 7.6.
Рабочий чертеж заготовки выполняют в соответствии с ГОСТ ЕСКД. При этом:
1) Контур детали вычерчивают линией условного контура и совмещают с проекциями заготовки. Припуск на обработку можно показывать в увеличенном масштабе. Количество проекций, видов, сечений определяют из условия
достаточности информации для изготовления заготовки.
2) Линию разъема штампа или литейной формы обозначают значками
 
| В
|
| Н
|
 по обе стороны изображения; направление верх–низ указывают стрелкой с надписями
по обе стороны изображения; направление верх–низ указывают стрелкой с надписями
3) Около обозначений размеров заготовки или под ними в скобках
указывают размер детали без допусков.
4) Шероховатость поверхностей указывают в верхнем правом углу
чертежа знаком.
5) Отклонение формы (неплоскостность, непрямолинейность,
нецилиндричность и т.д.) и расположения (неконцентричность, непараллельность и т.д.) обозначают общепринятыми условными обозначениями, либо указывают в технических требованиях.
6) Поверхности, принятые за технологичекие базы обозначают знаком


 .
.
7) Место маркировки указывают со ссылкой на соответствующий пункт
технических требований.
В технических требованиях указывают:
1) Твердость материала заготовки в состоянии поставки (например, 187±20НВ).
2) Допускаемые дефекты поверхностного слоя, их площадь и глубину (обычно 0,5 припуска на обработку).
3) Неуказанные штамповочные уклоны и радиусы переходов с допусками.
4) Неуказанные предельные отклонения размеров.
5) Допускаемые отклонения формы и расположения поверхностей, если они не показаны условными обозначениями на видах.
6) Допустимую величину смещения по поверхности разъема штампа.
7) Допустимую величину остаточного облоя.
8) Текст маркировки.
1. Пример выполнения работы №7
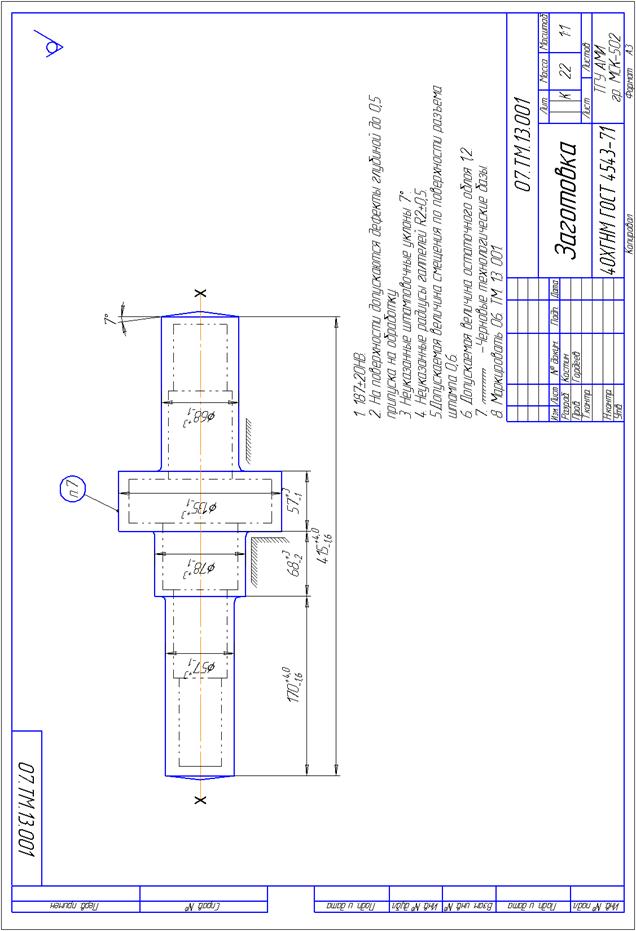
Деталь – «Вал-шестерня», черт. 07.ТМ.13.001. Метод получения заготовки – штамповка в открытом штампе на прессе.
5.1. Проектирование заготовки
1) Вычерчиваем контур детали. Проставляем размеры (рис. 7.1)
2) Вычерчиваем контур заготовки, заготовка будет содержать 3 ступени (рис. 7.1).
3) Определяем припуски на обработку по таблице 4.7. Результаты заносим в графу 3 табл. 7.7. Определяем расчетные размеры заготовки путем прибавления припусков к размерам детали и округления их до 0,5 мм в сторону увеличения припуска. Результаты заносим в графу 4 табл. 7.7.
4) Плоскость разъема – диаметральное продольное сечение заготовки. При таком положении плоскости разъема полость штампа имеет наименьшую глубину. В этой плоскости удобно контролировать смещение штампа. Заготовка получается симметричной, что делает возможность поворачивания ее при штамповке и уменьшать износ штампа.
5) 

 В качестве технологических баз на 1-й операции мехобработки
В качестве технологических баз на 1-й операции мехобработки
целесообразно использовать ОБ – пов. 9, 11, 14.
6) Определяем класс точности Т штамповки. При открытой штамповке обеспечивается точность Т4.
Таблица 7.7
Расчет размеров заготовки
| Обознач.
размера
| Размер, мм
| Припуск 2Z, мм
| Размер загот., мм
| Допуск Td, мм
| Положение поля допуска
|
|
|
|
|
|
|
|
| 2А
2Б
2В
2Г
Д
Е
Ж
И
|
|
|
|
5,6
5,6
| +3; -1
+3; -1
+3; -1
+3; -1
+4; -1,6
+3; -1
+3; -1
+4; -1,6
|
7) Определяем группу стали М в зависимости от содержания углерода С и легирующих элементов Л. Для стали 40ХГНМ У=0,35…0,43%, Л<5% (см. пример выполнения работы №2), что соответствует группе М2.
8) Определяем степень сложности заготовки в зависимости от коэффициента Кс=Wз/Wо, где – Wз – объем заготовки; Wо – объем описанного цилиндра.

где di и ℓi - диаметр и длина соответствующей ступени заготовки.


где d – диаметр описанного цилиндра; ℓ - длина заготовки.

 .
.
что соответствует степени сложности С2.
1) Определяем исходный индекс И.
И=Ио+Им+Ис+Ит
где Ио – начальный индекс, зависящий от массы заготовки.
Им, Ис, Ит – добавочные индексы в зависимости от М, С, Т.
Масса заготовки.

здесь  – плотность стали
– плотность стали
По табл. 7.2
для mЗ=20 Ио=9; Им=1; Ис=1; Ит=4.
Тогда И=9+1+1+4=15
10) Определяем допуски на размеры заготовки в зависимости от
исходного индекса по табл. 7.3 и заносим их значения в графу 5 табл. 7.7.
11) Определяем штамповочные уклоны. Согласно рекомендациям принимаем значения уклонов 7º.
12) Определяем радиусы закруглений R. По табл. 7.3 для глубины полости штампа 20 мм при массе заготовки mЗ=20кг R=3мм. Допуск на радиус для класса точности Т4 составляет ±0,25R=±0,5мм.
13) Определяем допустимые значения остаточного облоя То и смещения штампа Тс. По табл. 7.4 для mЗ=20 кг и точности Т4 То=1,2мм, Тс=1мм.
5.2. Выполнение рабочего чертежа заготовки.
Рабочий чертеж заготовки выполняем в соответствии с требованиями ЕСКД и рекомендациям [1].
Рабочий чертеж заготовки – черт. 06.ТМ.13.001.