3.1.9. При сварке стыковых соединений жил и оконцеваний их наконечниками ЛС следует применять сварочные формы типа ФС следующих типоразмеров по сечениям:
| Тип формы
| Сечение наконечника ЛС, мм
| Сечение жилы, мм
|
| ФС1
| | 16, 25
|
| ФС2
| | 35, 50
|
| ФС3
| | 70, 95
|
| ФС4
| | 120, 150
|
| ФС5
| | 185, 240
|
| ФС6
| | 300, 400, 500
|
| ФС7
| | 625, 800
|
| ФС8
|
|
|
| ФС9
|
|
|
3.1.10 В сварочные формы при необходимости должны устанавливаться разъемные стальные вкладыши, соответствующие сечению соединяемых жил.
3.1.11. Свариваемые жилы 1 (рис. 3.1) или жилу и наконечник ЛС (рис. 3.2) необходимо вставить в сварочную форму 2 таким образом, чтобы стык находился в середине литникового отверстия; сжать полуформы струбциной (при соединении жил сечением до 240 мм2) и в направляющие (окна) формы вставить клинья 4; ударами молотка по клиньям плотно, без зазоров сжать полуформы, после чего струбцину снять. На жилах вплотную к торцам формы следует выполнить уплотнение - два - три слоя асбестового шнура на длине 6 - 10 мм.
3.1.12. При сварке изолированных жил на оголенные участки жил 3 (рис. 3.3) необходимо установить охладители 1, закрепленные на соединительной планке 5. Под охладители подвести опорную стойку 4 и закрепить ее.
При этом, для сечений 300 - 1500 мм2 необходимо использовать большие охладители, показанные на рис. 3.4аб.
3.1.13. Между охладителями и формой вплотную к охладителям устанавливают тепловые экраны из асбестового картона толщиной не менее 4 мм, выступающие за его края не менее, чем на 10 мм. У охладителей клещевого типа экраны должны закрывать шарниры, соединяющие половинки охладителей.
3.1.14. При сварке кабелей с бумажной изоляцией на жилах за охладителем следует установить дополнительные асбестовые экраны. При сварке проводов или кабелей с пластмассовой и резиновой изоляцией на участок изоляции длиной 80 - 100 мм за охладителем должен накладываться слой увлажненного асбеста толщиной не менее 10 мм.
3.1.15. Сварочную проволоку для присадки следует нарезать на отрезки требуемой длины и обезжиривать бензином или ацетоном, либо зачищать шлифовальной шкуркой или протирать сухой ветошью.
Вместо проволоки необходимого диаметра в качестве присадки могут быть использованы прутки, изготовленные из скрученных вместе проволок меньшего диаметра, в частности, из жил свариваемых проводов или кабелей.

Рис. 3.1. (а) Установка сварочных форм на жилах кабеля
1 - жила; 2 - форма сварочная; 3 - струбцина; 4 - клинья
Рис. 3.1. (б) Установка и закрепление охладителей
6 - охладитель; 2 - форма сварочная; 4 - опорная стойка; 5 - планка соединительная
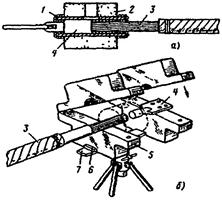
Рис. 3.2. (б) Установка жилы и наконечника ЛС при оконцевании
3 - жила; 4 - наконечник; 5 - охладитель; 6 - подкладка; 7 - планка соединительная

Рис. 3.3. Установка и закрепление охладителей
1 - охладитель; 2 - форма сварочная; 3 - жила кабеля;
4 - опорная стойка; 5 - планка соединительная
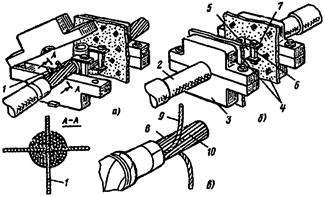
Рис. 3.4. (а, б) Собранное под сварку соединение жил кабеля АсВВ
1 - шнуровой асбест, пропущенный между прядями жилы; 2 - жила, обернутая мокрым асбестом;
3 - охладитель; 4 - экран из листового асбеста; 5 - сварочная форма с клиновыми сжимами
Рис. 3.4. (в) Подготовка кабеля АСБ-2к к пропано-кислородной сварке
8 - жила кабеля; 9 - жила контрольная; 10 - отрезок алюминиевой проволоки

Рис. 3.5. Пропано-кислородная сварка стыкового соединения жил кабеля
а), б) - подготовка к сварке; в) разогрев формы; г) введение присадки;
д) перемешивание расплавленного металла; е) готовое соединение
1 - жила кабеля; 2 - форма типа ФС; 3 - охладитель; 4 - асбестовый экран;
5 - газовая горелка; 6 - присадочный пруток; 7 - мешалка.
3.1.16. При выполнении сварки многожильных кабелей в первую очередь необходимо сваривать жилы, расположенные внизу, затем - верхние.
Схема подготовки и выполнения сварки стыкового соединения жил показана на рис. 3.5.
3.1.17. Пламенем горелки следует равномерно разогревать стенки формы в зоне стыковки жил (рис. 3.5в); после нагрева формы до красного цвета ввести присадку через литниковое отверстие и сплавить ее в форму до заполнения литника расплавленным алюминием (рис. 3.5г).
3.1.18. Расплав алюминия необходимо тщательно перемешивать стальным проволочным крючком, продолжая нагревать сварочную форму до расплавления соединяемых концов жил в месте их стыка и добавляя по мере необходимости присадку (рис. 3.5д).
3.1.19. По достижении полного расплавления свариваемых концов жил (проволочная мешалка свободно проходит через расплавленный металл до дна сварочной формы) нагрев формы нужно прекратить и дать металлу остыть, добавляя по мере его усадки присадку.
3.1.20. После затвердевания металла следует выбить клинья из сварочной формы и снять ее с соединения.
3.1.21. Сваренное соединение необходимо очистить и осмотреть. При наличии одной - двух неприваренных проволок их подпаивают припоем А. При большем количестве неприваренных проволок следует вновь надеть форму и повторить сварку.
3.1.22. По окончании сварки снимают защитные экраны и охладители, при необходимости удаляют (срезают) литниковую прибыль, закругляют напильником острые края и неровности сварного соединения, зачищают его стальной щеткой, протирают ветошью до полного удаления остатков сварочных материалов и металлических опилок.
3.1.23. При подготовке к сварке кабеля АсВВ сечением 300 - 1500 мм2 между прядями жил кабелей вплотную к срезу изоляции пропускают асбестовый шнур диаметром 4 мм, как показано на рис. 3.4в.
У кабелей АСБ-1к и АСБ-2к отгибают контрольные жилы 2 (рис. 3.5). Радиус изгиба контрольной жилы должен быть не менее ее десятикратного диаметра, измеренного по изоляции. Зазоры между проволоками наружного повива жилы кабеля 1, оставшиеся после отгибания контрольных жил, заполняют асбестом или отрезками алюминиевой проволоки 3. Концы отрезков, обращенные к отогнутым контрольным жилам, спиливают напильником под углом 60°.
3.1.24. После сварки основных жил кабеля АСБ контрольные жилы кабеля следует соединить пайкой оловянно-свинцовым припоем.





