Ассоциация «Росэлектромонтаж»
ИНСТРУКЦИЯ
ПО СОЕДИНЕНИЮ ИЗОЛИРОВАННЫХ
ЖИЛ ПРОВОДОВ И КАБЕЛЕЙ
И1.09-10
Москва
| РАЗРАБОТАНА:
| ОАО «Компания «Электромонтаж»
|
| РАЗРАБОТЧИКИ:
| В.И. Берман, И.Г. Наточеев
|
| ВЗАМЕН:
| Отменяет действие всех инструкций, вышедших ранее.
|
|
| Действует с 01.01.2011 г.
|
АННОТАЦИЯ
Инструкция распространяется на способы выполнения разборных и неразборных контактных соединений, оконцеваний и ответвлений жил изолированных проводов и кабелей, а также соединений жил с контактными выводами электротехнических устройств.
Введен новый раздел «Соединение, оконцевание и ответвление алюминиевых жил. Метод механического соединения с применением винтовых гильз и наконечников с болтами со срывающимися головками при их затяжке».
С учетом современных требований к контролю качества контактных соединений и к безопасности при монтаже электрооборудования обновлены соответствующие разделы настоящей Инструкции. Внесены соответствующие изменения в нормативно-техническую базу.
Для инженерно-технических работников и квалифицированных рабочих электромонтажных организаций.
Настоящая Инструкция вводится приказом организации и является обязательной к применению специалистами в проектных, монтажных организациях и на заводах, производящих электротехнические изделия.
УТВЕРЖДЕНА
Президент Ассоциации
«РОСЭЛЕКТРОМОНТАЖ»
Е.Ф. Хомицкий
ОБЩИЕ ТРЕБОВАНИЯ
1.1. Электрическое сопротивление смонтированного соединения (кроме контактных соединений со штыревыми выводами) не должно превышать сопротивления целого участка соединяемых проводников, длина которого равна длине контактного соединения, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
1.2. Предельная длительно допустимая рабочая температура соединений не должна превышать значений, указанных в документации на конкретный вид кабеля или провода.
1.3. Смонтированные сварные, паяные и опрессованные соединения, не работающие на растяжение, а также соединения проводников с гнездовыми выводами и зажимами должны выдерживать осевые статические нагрузки на растяжение, составляющие не менее 30 % временного сопротивления разрыву целого проводника (ГОСТ 10434, ГОСТ 17441, ГОСТ 17325).
1.4. В табл. 1.1. указаны области применения способов оконцевания, соединения и ответвления. Приняты следующие термины:
следует применять - способ является лучшим и должен применяться в первую очередь;
рекомендуется - способ является одним из лучших;
допускается - способ является удовлетворительным, а в ряде случаев вынужденным.
Выбор способов зависит от материала и сечения жил, напряжения, требований к надежности электроустановки.
Виды контактных соединений
1.1.1. Контактные соединения в зависимости от технических требований, предъявляемых к ним ГОСТ 10434, подразделяются на классы 1, 2 и 3.
Класс контактных соединений в зависимости от области их применения приведен в табл. 1.1.1.
Требования к неразборным контактным соединениям
1.2.1 Неразборные контактные соединения выполняются сваркой, пайкой, опрессовкой1 или другими методами, указанными в действующих НТД.
_____________
1 Неразборные соединения, выполненные методами опрессовки или обжатая, описаны в главе 2.
1.2.2. Области применения способов оконцевания, соединения и ответвления медных, алюминиевых жил изолированных проводов и кабелей приведены в табл. 1.2.
Таблица 1.2
| Способ
| Сечение проводов и кабелей, мм2
| Область применения
|
| провода напряжением до 2 кВ
| кабели напряжением, кВ, до
|
|
|
|
|
| 1. Медные жилы
|
| 1.1. Оконцевание
|
| 1.1.1. Опрессовка
| | | | | |
| с применением кабельных наконечников, отвечающих требованиям
| | | | | |
| ГОСТ 10434, ГОСТ 17441
| 0,35 - 1,5
| следует применять
| -
| -
|
| по ГОСТ 9688
| 1 - 2,5
| следует применять
| -
| -
|
| по ГОСТ 7386
| 1,5 - 240
| следует применять
|
| 1.1.2. Пайка*
ГОСТ 7387
С применением материалов и технологий, отвечающих требованиям ГОСТ 17325
ГОСТ 14312
ГОСТ 19357
ГОСТ 21931
с применением кабельных наконечников, отвечающих требованиям
ГОСТ 10434
ГОСТ 17441
| 1,5 - 300
| следует применять
| -
|
| с применением специальных наконечников
| 240 - 800
| рекомендуется
| -
| -
|
| с изгибанием конца многопроволочной жилы в кольцо с пропайкой
| 0,35 - 2,5
| следует применять
| -
| -
| -
|
| многопроволочной жилы с образованием монолита при втычном соединении
| 16 - 240
| следует применять
| допускается
| -
| -
|
| с применением кабельных наконечников для жил на напряжение 20 - 35 кВ
| 25 - 185
| -
| -
| -
| следует применять
|
| 1.1.3. Изгибание конца однопроволочной жилы в кольцо
| 0,75 - 16
| следует применять
| -
| -
|
| *Примечание: Способ «пайка» допускается в случае, когда эта технология является требованием завода-изготовителя
|
| 1.2. Соединение
|
| 1.2.1. Опрессовка
|
| с применением кабельных гильз по ГОСТ 23469.3-79
| 1,5 - 240
| следует применять
|
| с применением кабельных гильз, отвечающих требованиям
ГОСТ 10434
ГОСТ 17441 в части применения для однопроволочных жил
| 1,5 - 10
| следует применять
| -
| -
|
| 1.2.2. Зажимами типа СИЗ отечественного производства зарубежных фирм, отвечающих требованиям
ГОСТ 10434
ГОСТ 17441
однопроволочных жил
| 1,5 - 6
| следует применять
| -
| -
|
| 1.2.3. Пайка
с применением кабельных гильз по ГОСТ 5676 для жил на напряжение 20 - 35 кВ
| 25 - 185
| -
| -
| -
| следует применять
|
| с применением кабельных гильз по ГОСТ 23469.1-82
| 4 - 240
| следует применять
| -
|
| 1.2.4. Электросварка контактным разогревом однопроволочных жил угольным электродом в клещах
| 6 - 10 (суммарное сечение)
| рекомендуется
| -
| -
|
| 1.3. Ответвление
|
| 1.3.1. Опрессовка однопроволочных жил с применением кабельных гильз, отвечающих требованиям
ГОСТ 10434
ГОСТ 14312
ГОСТ 17441
| 1,5 - 10
| следует применять
| -
| -
|
| 1.3.2. Зажимами типа СИЗ отечественного производства и производства зарубежных фирм, сертифицированных и отвечающих требованиям
ГОСТ 10434
ГОСТ 14312
ГОСТ 17441
однопроволочных жил
| 1,5 - 6
| следует применять
| -
| -
|
| 1.3.3 Пайка
с применением кабельных гильз по ГОСТ 23469.4-83
| 16 - 240
| следует применять
| -
| -
|
| 1.3.4. Ответвление от магистрали специальными зажимами, отвечающими требованиям
ГОСТ 10434
ГОСТ 17441
| магистраль 1,5 - 150
ответвление 1,5 - 120
| следует применять
| -
| -
| -
|
| 2. Алюминиевые жилы
|
| 2.1. Оконцевание
|
| 2.1.1. Опрессовка с применением кабельных наконечников по ГОСТ 9581
ГОСТ 23598
| 16 - 240
| следует применять
| -
|
| 2.1.2. Формирование конца однопроволочной жилы в плоскую зажимную часть с отверстием под болт
| 25 - 240
| следует применять
| -
|
| 2.1.3. Пропано-кислородная сварка в стальных формах:
| | | |
| с применением пластин из твердого алюминиевого сплава АДЗ1Т1
| 50 - 1500
| следует применять
| -
|
| с применением кабельных наконечников ЛС по ГОСТ 7387
| 1000 - 1500
| следует применять
| -
|
| сплавлением в монолит с добавкой легирующих присадок
| 16 - 240
| рекомендуется
| -
| -
|
| 2.1.4. Электродуговая сварка с применением специальных кабельных наконечников, отвечающих требованиям
ГОСТ 10434
ГОСТ 14312
ГОСТ 17441
| 16 - 1500
| | | | |
| 2.1.5. Пайка:
| | | | | |
| с применением кабельных наконечников
| 16 - 240
| | | | |
| с применением специальных наконечников
| 240 - 625
| | | | |
| с применением кабельных наконечников для жил на напряжение 20 - 35 кВ
| 25 - 185
| | | | |
| 2.1.6. Изгибание конца однопроволочной жилы в кольцо
| 2,5 - 16
| | | | |
| 2.2. Соединение, отвечающее требованиям ГОСТ 23792
| | | | | |
| 2.2.1. Опрессовка
|
| с применением кабельных гильз по ГОСТ 23469.3
| 16 - 240
| | | | |
| с применением кабельных гильз отечественного производства и производства зарубежных фирм, отвечающих требованиям
ГОСТ 10434
ГОСТ 17441
ГОСТ 14312
| 2,5 - 10
| следует применять
| допускается
| -
| -
|
| однопроволочных жил торцевым прессованием скрутки
| от 2´2,5 до 7´2,5
| следует применять
| -
| -
| -
|
| 2.2.2. Зажимами типа СИЗ отечественного производства и производства зарубежных фирм, сертифицированных и отвечающих требованиям
ГОСТ 10434
ГОСТ 14312
ГОСТ 17441
| 2,5 - 6
| следует применять
| допускается
| -
| -
|
| 2.2.3 Пропано-кислородная сварка
| |
| однопроволочных жил
| 5 - 35 (суммарное сечение)
| следует применять
| рекомендуется
| -
| -
|
| соединение жил встык
| 16 - 240
| рекомендуется
| -
| -
|
| 300 - 1500
| следует применять
| -
|
| соединение сплавлением по торцам в общий монолитный стержень
| 50 - 240 (суммарное сечение)
| рекомендуется
| -
| -
| -
|
| 2.2.4. Термитная сварка:
| | | -
|
| соединение жил встык
| 16 - 240
| следует применять
| |
| соединение сплавлением по торцам в общий монолитный стержень
| 50 - 240 (суммарное сечение)
| следует применять
| -
| -
| -
|
| 2.2.5. Электросварка однопроволочных жил с применением аппарата ВКЗ
| 5 - 12,5 (суммарное сечение)
| следует применять
| -
| -
|
| 2.2.6. Пайка:
| | |
| способом полива
| 16 - 240
| следует применять
|
| непосредственным сплавлением припоя
| 16 - 240
| Рекомендуется
|
| с применением двойной скрутки с желобом
| 1,5 - 10
| допускается
| -
| -
|
| 2.2.7. Электросварка контактным разогревом:
| | | | | |
| однопроволочных жил угольным электродом в клещах
| 5 - 10 (суммарное сечение)
| рекомендуется
| -
| -
|
| сплавлением по торцам в общий монолитный стержень
| 32 - 240 (суммарное сечение)
| рекомендуется
| -
| -
| -
|
| 2.3. Ответвление
|
| 2.3.1. Опрессовка с применением гильз отечественного и зарубежного производства, сертифицированных и отвечающих требованиям
ГОСТ 10434
ГОСТ 14312
ГОСТ 17441
| 1,5 - 10
| следует применять
| допускается
| -
| -
|
| 2.3.2. Пропано-кислородная сварка в стальных формах:
| | | | | |
| сплавлением по торцам в монолитный стержень
| 50 - 240 (суммарное сечение)
| рекомендуется
| -
| -
| -
|
| ответвление в тройниковой форме
| 800 - 1500
| следует применять
| -
| -
|
| 2.3.3. Термитная сварка сплавлением по торцам в общий монолитный стержень
| 50 - 240 (суммарное сечение)
| следует применять
| -
| -
| -
|
| 2.3.4. Электросварка однопроволочных жил с применением аппарата ВКЗ
| 5 - 12,5 (суммарное сечение)
| следует применять
| -
| -
|
| 2.3.5. Пайка:
| | | | |
| способом полива расплавленным припоем в формах
| 16 - 240
| следует применять
| -
| -
|
| с применением двойной скрутки с желобом
| 1,5 - 10
| допускается
| -
| -
|
| непосредственным сплавлением припоя в формах
| 16 - 240
| рекомендуется
| -
| -
|
| 2.3.6. Ответвления от магистрали зажимами, отвечающими требованиям
ГОСТ 10434
ГОСТ 17441
| магистраль 1,5 - 150
ответвление 1,5 - 120
| следует применять
| -
| -
| -
|
| 3. Алюмомедные жилы
|
| 3.1. Оконцевание
|
| 3.3.1. Опрессовка с применением кабельных наконечников по ГОСТ 7386
| 2,5 - 10
| следует применять
| -
| -
|
| 3.1.2. Изгибание конца жилы в кольцо
| 1,5 - 10
| следует применять
| -
| -
| -
|
| 3,1.3. Пайка с применением кабельных наконечников, отвечающих требованиям
ГОСТ 10434
ГОСТ 17441
| 1,5 - 10
| следует применять
| -
|
| 3.2. Соединение
|
| 3.2.1 Опрессовка:
| | | | |
| с применением кабельных гильз по ГОСТ 23469.3-79
| 1,5 - 10
| следует применять
| -
| -
|
| с применением кабельных гильз, отвечающих требованиям
ГОСТ 10434
ГОСТ 17441
| 2,5 - 10
| следует применять
| допускается
| -
| -
|
| 3.2.2. Пайка:
| | | | | |
| с применением кабельных гильз по ГОСТ 23469.1
| 4 - 10
| следует применять
| -
|
| 3.2.3. С применением зажимов типа СИЗ отечественного производства и производства зарубежных фирм, сертифицированных и отвечающих требованиям
ГОСТ 10434
ГОСТ 14312
ГОСТ 17441
однопроволочных жил
| 2,5 - 6
| следует применять
| -
| -
|
| 3.3. Ответвление
|
| 3.3.1. Опрессовка с применением кабельных гильз, отвечающих требованиям
ГОСТ 10434
ГОСТ 17441
| 2,5 - 10
| следует применять
| допускается
| -
| -
|
| 3.3.2. С применением зажимов типа СИЗ отечественного производства и производства зарубежных фирм, сертифицированных и отвечающих требованиям
ГОСТ 10434
ГОСТ 14312
ГОСТ 17441
однопроволочных жил
| 2,5 - 6
| следует применять
| -
| -
| -
|
| 4.1. Механическое соединение, оконцевание и ответвление с применением винтовых гильз и наконечников с болтами со срывающимися головками при их затяжке
| 25 - 800
| следует применять
|
Опрессовка алюминиевых жил
Соединение однопроволочных жил сечением 2,5 мм2 методом торцевой опрессовки
Технологические операции следует выполнять на линии КМО-6, в которой блок сварки заменен на блок опрессовки с различными типоразмерами зажимных матриц и пуансонов, выбираемых в зависимости от количества жил проводов в контактном узле.
2.2.1. Для выполнения соединений необходимо снять изоляцию с концов соединяемых жил проводов на длине 20 - 25 мм и зачистить концы жил до металлического блеска.
2.2.2. Скрученные концы жил в зависимости от количества жил, соединяемых в контактном узле следует установить в зажимные матрицы, типоразмеры которых и размеры опрессованной части приведены в табл. 2.1.
Таблица 2.1
| Количество жил в контактном узле
| Типоразмер матриц и пуансонов
| Размеры опрессованной части, мм
|
| d ± 0,2
| l + 0,5
|
|
|
| 3,8
| 8,0
|
|
|
| 4,0
| 10,0
|
|
|
| 6,2
| 11,0
|
|
|
| 6,8
| 12,0
|
|
|
| 7,0
| 11,0
|
|
|
| 7,3
| 12,0
|
2.2.3. Опрессовывать скрутку следует торцевым пуансоном и изолировать место соединения изолирующим колпачком или изоляционной лентой.
Соединение и ответвление однопроволочных жил сечением 2,5 - 10 мм2
2.2.4. Для выполнения соединений и ответвлений должны применяться механизмы и инструмент по табл. 2.2, стальная щетка и щетка-ершик, кабельные гильзы по ТУ 36-1441-83, изолирующие колпачки К, изоляционная лента, кварцевазелиновая паста, ветошь, бензин.
2.2.5. Соединение и ответвление жил с односторонними вводом проводов в гильзу следует выполнять однократным местным вдавливанием. При большом количестве соединяемых жил должны применяться гильзы двойной длины с двусторонним вводом проводов; их следует опрессовывать двумя вдавливаниями.
2.2.6. С концов жил необходимо удалить изоляцию на длине 20 мм при использовании гильз 4-1 и 4-2; 25 мм - при использовании гильз 5-1 и 5-2 и 30 мм - при использовании гильз 6-1, 6-2, 8-1 и 8-2.
Жилы следует зачищать до металлического блеска и смазывать кварцевазелиновой пастой плоской лопаткой шириной 4 мм в течение времени не более 30 мин. после зачистки;
Внутренняя поверхность гильз должна быть смазана пастой на заводе-изготовителе.
2.2.7. Гильзы, матрицы и пуансоны следует выбирать по табл. 2.2 в зависимости от суммарного сечения жил и установить в соответствующий механизм. При суммарном сечении соединяемых жил менее указанного в табл. 2.2 в гильзы необходимо вводить дополнительные проволоки жил (рис. 2.1 а, б.).
Таблица 2.2
| Суммарное сечение жил в гильзе, мм2
| Кабельные гильзы
| Пресс-клещи
|
| ПК-3
| ПК-4
|
| матрица и пуансон
| h, мм (±0,3 мм)
| матрица и пуансон
| h, мм (±0,3 мм)
|
| 7,5
| 4-1
| А4
| 3,5
| -
| -
|
| 15,0
| 4-2
| | | | |
| 13,0
| 5-1
| А5
| 4,5
| А5
| 4,5
|
| 26,0
| 5-2
| | | | 5,5
|
| 20,5
| 6-1
| А6
| 4,5
| А5, 4; 7
| |
| 41,0
| 6-2
| | | | |
| 32,5
| 8-1
| -
| -
| 1А8
| 7,0
|
| 65,0
| 8-2
| | | | |
2.2.8. Гильзу с размещенными в ней жилами необходимо установить в матрице (рис. 2.1 в) и опрессовывать до соприкосновения пуансона с матрицей; степень опрессовки h материала в месте вдавливания пуансона (рис. 2.1г) должна соответствовать указанной в табл. 2.2. Контактное соединение (рис. 2.1 д) снаружи следует протирать ветошью, смоченной в бензине.
2.2.9. Место соединения или ответвления должно быть изолировано полиэтиленовыми колпачками К440, К441, К444, соответственно, для гильз 4-1, 5-1, 6-1 и изоляционной лептой для гильз 4-2, 5-2, 6-2, 8-1 и 8-2 (рис. 2.1 с).
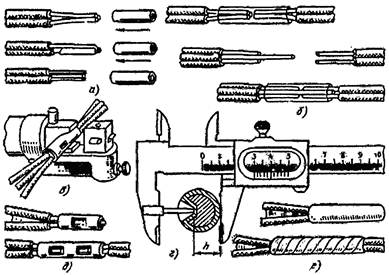
Рис. 2.1. Технология опрессовки гильз типа ГОА
а - подготовка жил проводов для односторонней опрессовки; б - подготовка жил проводов
для двухсторонней опрессовки; в - выполнение опрессовки в прессе; г - измерение
остаточной толщины; д - впрессованные соединения; е - изолированные соединения
Соединение жил сечением 16 - 240 мм2
2.2.10. Для выполнения соединений следует применять механизмы и инструменты по табл. 2.3, стальную щетку и щетку-ершик, универсальные электромонтажные плоскогубцы (далее - плоскогубцы), кабельные гильзы по ГОСТ 23469.2-79 (табл. 2.3), кварцевазелиновую пасту, ветошь, бензин.
2.2.11. Гильзы, матрицы и пуансоны следует выбирать по табл. 2.3 в зависимости от сечения и класса соединяемых жил и устанавливать в соответствующий механизм.
2.2.12. С концов жил необходимо удалить изоляцию на длине, указанной в табл. 2.3. Жилы следует зачистить до металлического блеска и в течение времени не более 30 мин смазать кварцевазелиновой пастой (рис. 2.2 в, г); внутренняя поверхность гильз должна быть смазана пастой на заводе-изготовителе. Жилы с бумажной изоляцией перед зачисткой следует протирать ветошью, смоченной в бензине.
Концы соединяемых жил необходимо предварительно скруглять:
Многопроволочных - плоскогубцами;
Однопроволочных и комбинированных - инструментом для скругления из набора НИСО (табл. 2.4.)
2.2.13. Соединяемые жилы следует размещать в гильзе таким образом, чтобы их торцы упирались друг в друга в середине гильзы (рис. 2.2 д).
2.2.14. Гильза должна устанавливаться в основание матрицы и впрессовываться (рис. 2.2 е) до соприкосновения пуансона и матрицы. Степень опрессовки h материала в месте вдавливания пуансона должна соответствовать указанной в табл. 2.3.
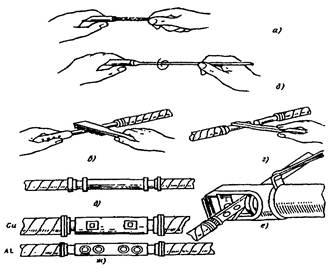
Рис. 2.2. Технология соединения жил опрессовкой
а - зачистка внутренней поверхности гильзы; б - смазка внутренней поверхности
алюминиевой гильзы кварцевазелиновой пастой; в - зачистка жил; г - смазка алюминиевых
жил кварцевазелиновой пастой; д - соединение, подготовленное к опрессовке; е - опрессовка
жилы; ж - опрессованное соединение
Таблица 2.3
| Сечение, мм2, класс жилы по ГОСТ 22483-77 и условное обозначение конструкции
| наконечник
| Алюминиевая гильза ГОСТ 23469.2-79
| Длина изоляции, удаляемой с жил, мм
| Механизмы (прессы)
|
| алюминиевый и медно-алюминиевый (ГОСТ 9581)
| штифтовой медно-алюминиевый (ГОСТ 23598)
| РМП-7М1, РМП-22М с инструментом НИСО и НИОМ и набором инструмента для шестигранного обжатия РО-700 с набором головок RH-450, RH-230
| ПГЭ-20, ПГР-20М1 с инструментом НИСО и НИОМ, ПГР-70, ПГР-240 с набором инструмента для шестигранного обжатия
| ПК-4, ПК-3 фирма «IZUMI» модель VC-6B, VC6FT2 c четырехсторонним вдавливанием
|
| наконечник
| гильза
| матрица и пуансон
| h, мм (±0,3 мм)
| матрица и пуансон
| h, мм (±0,3 мм)
| матрица и пуансон
| h, мм (±0,2 мм)
|
| 16.1КО, 16.2К
| 16-6-5,4, 16-8-5,4
| 16-5,3
| 5,4
|
|
| А5,4; 7
| 5,5
| А5,4; 7
| 5,5
| А5,4; 7
| 5,5
|
| 16.3К, 25.1КО, 25.1СО, 25.2К, 35.1КО
| 25-8-7
| 25-7,1
|
| А5,4; 7
| 5,5
|
| 25.3К, 35.1СО, 35.2К
| 35-10-8
| 35-8
|
|
| А8.9
| 7,5
| А8.9
| 7,5
| 1А8
| 7,0
|
| 35.3К, 50.1СО, 50.1КО, 50.2К, 70.1СО
| 50-10-9
| 50-9
|
|
| -
| -
|
| 50.3К, 70.1КО, 70.2К, 95.1СО
| 70-10-11
| 70-11
|
|
|
| А11.12.13
| 9,5
| A11.12.13
| 9,5
| | |
| 70.2С, 70.3К, 95.1КО
| 70-10-12
| 70-12
|
|
| 95.2К, 95.3К, 120.1КО, 120.1СО
| 95-12-13
| 95-13
|
|
|
|
| 95.2С, 120.2К, 150.1КО, 150.1СО
| 120-12-14 120-16-14
| 120-14
|
|
|
| -
| -
| А14.16.17
| 11,5
|
| 120.2С, 120.2СК, 120.3К, 150.2K, 185.1КО, 185.1СО
| 150-12-16
150-16-16
| 150-16
|
|
| 150.2С, 150.2СК
| 150-12-17
150-16-17
| 150-17
|
|
| 150.3К, 185.2К, 185.2СК, 240.1КО, 240.1СО
| 185-16-18 185-20-18
| 185-18
|
|
| | -
| -
| А18.19.20
| 12,5
|
| 185.2С, 185.3К
| 185-16-19
185-20-18
| 185-19
|
| |
| 240.2К
| 240-20-20
| 240-20
|
|
|
|
| 240.2С
| 240-20-22
| 240-22
|
|
|
| -
| -
| А22
|
|
| 1, 2, 3 - классы жил
К - круглая жила
КО - круглая однопроволочная
СМ - секторная многопроволочная
СО - секторная однопроволочная
СК - секторная комбинированная
| Примечание: При соединении жил опрессовкой могут применять другие механизмы (прессы) отечественного и зарубежного производства, имеющие соответствующие сертификаты установленного образца, контактные соединения, смонтированные с их помощью должны отвечать требованием ГОСТ 10434, ГОСТ 14312, ГОСТ 17441
|
2.2.15. Выполненное контактное соединение (рис. 2.2 ж) должно быть протерто ветошью, смоченной в бензине, и изолировано в соответствии с действующими нормативными документами.
Таблица 2.4
| Сечение секторных однопроволочных и комбинированных жил, мм2
| Инструмент НИСО для скругления жил в комплекте с механизмами
|
| РМП-71
РМП-22М
| ПГЭ-20, ПГР-20М.1
|
| 25СО
| А25
| А25
|
| 35СО
| А35
| A35
|
| 50СО
| А50, 70
| А50, 70
|
| 70СО
| A50, 70
| А50, 70
|
| 95СО
| А95
| А95
|
| 120СО
| А120
| А120
|
| 120СК
| -
| А120СК, 150СК, 185
|
| 150СО
| -
| А150
|
| 150СК
| -
| А120СК, 150СК, 185
|
| 185СО
| -
| А120СК, 150СК, 185
|
| 185СК
| -
| А185СК, 240
|
| 240СК
| -
| А185СК, 240
|
Оконцевание жил сечением 16 - 600 мм 2
2.2.16. Для выполнения оконцеваний следует применять стальную щетку и щетку-ершик, плоскогубцы, кабельные наконечники по ГОСТ 9581 и 23598 (табл. 2.3, приложения 5, 6), аппаратные и ответвительные зажимы по ГОСТ 13276 и ТУ, отвечающие требованиям ГОСТ 10434, ГОСТ 17441 (табл. 2.5), кварцевазелиновую пасту, ветошь, бензин и следующие механизмы или их аналоги:
пресс-клещи ПК-4 для опрессовки жил сечением 16 - 35 мм2 (табл. 2.3);
пресс ручной механический РМП-7М1 с набором инструментов НИСО для опрессовки жил сечением 16 - 120 мм2 (табл. 2.3);
пресс РО-700 с набором головок RH-450, RH -230;
пресс фирмы «IZUM.I» - модели VС-6В; VС6FT2;
пресс гидравлический с электроприводом ПГЭ-20, ручной ПГР-20М1 и пресс ручной механический РМП-22М с набором инструментов НИСО для опрессовки жил сечением 16 - 240 мм2 (табл. 2.3);
пресс ПГР-240 с набором инструмента для шестигранного обжатия
пресс ПГР-70;
пресс взрывного действия ПВ-5 для опрессовки жил сечением 35 - 120 мм2;
пресс пороховой ПЗ-500 для опрессовки алюминиевых и сталеалюминиевых жил сечением 240 - 500 мм2;
пресс электромагнитный ПЭМ-240 для опрессовки алюминиевых жил сечением 16 - 240 мм2 и ПЭМ-600 (табл. 2.5) для опрессовки алюминиевых и сталеалюминиевых жил сечением 240 - 600 мм2.
Таблица 2.5
| Номинальное сечение проводов, мм2 по ГОСТ 839
| Зажим по ГОСТ 13276, Типоразмер
| ПЭМ-600 матрица и пуансон
| Диаметр опрессовки, мм (+0,2 мм)
| Длина опрессовки, мм
|
| А, Ап, АКП, АпКп, ПА
| АС, АСКС, АСКП, АСК, АпС, АпСКС, АпСКП, АпСК
| аппаратный
| ответвительный
|
|
|
|
|
|
|
|
|
|
| 185/24
| А2А-185
| ОА-185
| МШ-26
|
|
|
| | 185/29
| А4А-185
| | | | |
| | 185/43
| | | | | |
| | 95/141
| | | | | |
| | 205/27
| | | | | |
|
| 240/32
| А2А-240
| ОА-240
| МШ-30,3
| 30,3
|
|
| | 240/39
| А2А-240
| | | | |
| | 240/56
| | | | | |
|
| 300/39
| А2А-300
| ОА-300
| А-40,5
| 40,5
|
|
| | 300/48
| А4А-300
| | | | |
|
| 300/66
| 2А2А-300
| | | | |
| | 300/67
| 2А4А-300
| | | | |
| | 330/30
| 2А6А-300
| | | | |
| | 330/43
| 3А4А-300
| | | | |
| | 400/18
| | | | | |
| | 400/22
| | | | | |
|
| 400/51
| А2А-400
| ОА-400
| А-45
|
|
|
| | 400/64
| | | | | |
|
| 400/93
| А4А-400
| | | | |
| | 504/56
| | | | | |
|
| 300/204
| 2А2А-500
| | | | |
| | 500/26
| 2А4А-500
| | | | |
| | 500/27
| 2А6А-500
| | | | |
| | 500/64
| 3А2А-500
| | | | |
| | | 3А4А-400
| | | | |
|
| 550/71
| А2А-600
| ОА-600
| А-51
|
|
|
| | 600/72
| | | | | |
2.2.17. Подготовку к оконцеванию и опрессовку следует выполнять согласно требованиям пп. 2.2.11 - 2.2.14. Необходимо следить за тем, чтобы жила входила в хвостовик наконечника до упора и лунки от вдавливания пуансонов были расположены на равных расстояниях от концов жильной части хвостовика наконечника.
2.2.18 Выполненное контактное соединение должно быть протерто ветошью, смоченной в бензине. Цилиндрическую часть наконечника и оголенный участок жилы следует изолировать в соответствии с действующими нормативными документами.
Оконцеваниеоднопроволочных жил сечением 25 - 240 мм2 с применением порохового пресса
2.2.19 Оконцевание рекомендуется выполнять формированием конца однопроволочной жилы в плоскую зажимную часть с отверстием под болт пороховым прессом.
2.2.20. Для выполнения оконцеваний должны применяться механизмы, инструмент и пороховые патроны в соответствии с табл. 2.6
2.2.21. Перед оконцеванием с концов жил следует удалить изоляцию на длине:
| Сечение жилы, мм2
|
| 35 - 95
| 120 - 240
|
| Длина удаляемой изоляции, мм
|
|
|
|
Таблица 2.6
| Сечение однопроволочной алюминиевой жилы, мм2
| Тип патрона
| Размеры, мм (рис. 2.4)
|
| D ± 0,2
| d ± 0,2
| S + 1,0
|
| | Пресс ППО
| | | |
|
| Д4
| 14,3
| 8,4
| 2,3
|
|
| Д4
| 14,4
| 8,4
| 3,5
|
|
| Д4
| 19,4
| 10,5
| 3,7
|
|
| Д4
| 20,5
| 10,6
| 4,5
|
|
| Д4
| 20,6
| 10,6
| 5,2
|
|
| Д4
| 20,7
| 10,5
| 6,0
|
|
| Д4
| 25,8
| 12,5
| 6,7
|
|
| МПУ-2
| 25,8
| 12,5
| 7,3
|
|
| МПУ-2
| 28,0
| 12,5
| 8,6
|
|
| МПУ-1
| 14,5
| 8,0
| 2,3
|
|
| МПУ-1
| 19,6
| 10,5
| 2,5
|
|
| МПУ-1
| 20,8
| 10,5
| 3,7
|
|
| МПУ-1
| 24,2
| 10,5
| 4,0
|
|
| МПУ-1
| 25,0
| 13,0
| 5,2
|
|
| МПУ-3
| 25,5
| 13,0
| 6,2
|
|
| МПУ-3
| 26,0
| 13,0
| 7,2
|
|
| МПУ-3
| 30,0
| 17,0
| 7,0
|
|
| МПУ-3
| 33,0
| 21,0
| 8,5
|
Примечания
1) Маркировка матриц и пуансонов соответствует сечению жилы (например, маркировка «25» соответствует жиле сечением 25 мм2);
2) При опрессовке прессом ППО жил сечением 240 мм2 используют матрицы и пуансоны с маркировкой «185».
Матрицу и пуансон необходимо выбирать в зависимости от сечения жилы по табл. 2.6. Матрицу следует устанавливать так, как показано на рис. 2.3а.
2.2.22. При использовании механизмов ППО различных модификаций и заводов-изготовителей конец жилы со снятой изоляцией должен быть размещен в гнезде матрицы так, чтобы торец жилы упирался в кромку гнезда (рис. 2.3б); затем следует зажать жилу кожухом, вставить патрон и навернуть затвор (рис. 2.3в); оттянуть пуговку затвора и произвести выстрел. При этом пуансон под действием пороховых газов выштамповывает зажимную часть наконечника из жилы.

Рис. 2.3. Формирование конца однопроволочной жилы в плоскую
зажимную часть с отверстием под болт пороховым прессом
а - установка матрицы; б - расположение конца жилы в матрице;
в - производство выстрела; г - сформированный наконечник
При неполном оформлении зажимной части допускается повторная штамповка выстрелом сниженной мощности, для чего пуансон не доводят до верхнего крайнего положения на 5 - 7 мм. Облой в месте отверстия под болт по периметру зажимной плоской части оконцевания следует удалять.
2.2.23. После каждых пяти выстрелов формующую часть пуансона следует смазывать тонким слоем машинного масла.
2.2.24. Размеры наконечника после удаления облоя и зачистки кромок должны соответствовать указанным в табл. 2.6.
Опрессовка медных жил
Оконцевание жил сечением 0,35 - 1,5 мм2
2.3.1. Оконцевание следует выполнять опрессовкой пресс-клещами, ПК-3, ПК-4 или другими аналогами, имеющими сертификаты соответствия, действующие в России и обеспечивающие оконцевания требованиям ГОСТ 10434, ГОСТ 17441 с применением наконечников, отвечающих требованиям ГОСТ 10434, ГОСТ 17441.
2.3.2. С конца жилы необходимо удалить изоляцию на длине 15 мм, зачистить жилу до металлического блеска и ввести до упора в хвостовик наконечника.
2.3.3. Наконечник следует установить в механизм и впрессовывать до соприкосновения: пуансона с матрицей.
Оконцевание многопроволочных жил сечением 1,0 - 2,5 мм2
2.3.4. Для оконцевания жил следует применять пресс-клещи ПК-3 и кольцевые наконечники 1,5-3-П по ГОСТ 9688 с инструментом 1,5/3 для опрессовки жил сечением 1,0 - 1,5 мм2 и наконечники 2,5-3-П с инструментом 2,5/3 для опрессовки жил сечением 2,0 - 2,5 мм2, плоскогубцы, стальную щетку.
Допускается применять пресс-клещи ПК-1М.
2.3.5. С конца жилы необходимо удалить изоляцию на длине 25 - 30 мм, зачистить жилу до металлического блеска и скрутить плоскогубцами в тугой повив.
2.3.6. Наконечник, матрицу и пуансон следует выбирать в соответствии с п. 2.3.4. Матрицу и пуансон устанавливают в механизм.
2.3.7. Жилу укладывают в желобок по всей длине окружности наконечника и надевают наконечник с жилой на стержень пуансона так, чтобы участок жилы между наконечником и изоляцией попал в желобок пуансона.
2.3.8. Наконечники следует опрессовывать до соприкосновения пуансона с матрицей.
Соединение и ответвление однопроволочных жил сечением 2,5 - 10 мм2
2.3.9. Для выполнения соединений и ответвлений следует применять кабельные гильзы, отвечающие требованиям ГОСТ 10434, ГОСТ 17441, механизмы и инструмент по табл. 2.2, стальную щетку и щетку-ершик, изолирующие колпачки, изоляционную ленту, кварцевазелиновую пасту, ветошь, бензин.
2.3.10. Подготовка к оконцеванию и опрессовка должны выполняться согласно требованиям пп. 2.2.5 - 2.2.9. Допускается зачистка жил металлической щеткой. Смазка концов жил кварцевазелиновой пастой не производится.
Соединение жил течением 1,5 - 240 мм2
2.3.11. Для выполнения соединения следует применять механизмы и инструмент по табл. 2.7, стальную щетку и щетку-ершик, плоскогубцы и кабельные гильзы по ГОСТ 23469.3-79 (табл. 2.7).
2.3.12. Гильзы, матрицы и пуансоны выбирают, по табл. 2.7 в зависимости от сечения и класса соединяемых жил.
2.3.13. С концов жил необходимо удалить изоляцию на длине, указанной в табл. 2.7.
2.3.14. Жилу и внутреннюю поверхность гильзы следует зачищать до металлического блеска.
2.3.15. Соединяемые жилы должны быть размещены в гильзе таким образом, чтобы торцы жил упирались друг в друга в середине гильзы.
2.3.16. Гильзу следует установить в матрице и произвести опрессовку (рис. 2.3ж) до соприкосновения пуансона с матрицей. Степень опрессовки h материала в месте вдавливания должна соответствовать указанной в табл. 2.7.
2.3.17. Выполненное контактное соединение необходимо протереть ветошью, смоченной в бензине, и изолировать в соответствии с действующими нормативными документами.
Оконцевание жил сечением 2,5 - 240 мм2
2.3.18. Для выполнения оконцеваний следует применять кабельные наконечники по ГОСТ 7386, механизмы и инструмент (табл. 2.6), стальную щетку и щетку-ершик, плоскогубцы.
2.3.19. Подготовка к оконцеванию и опрессовка должны выполняться согласно требованиям пп. 2.3.12 - 2.3.16. Необходимо следить за тем, чтобы жила входила в наконечник до упора, а лунка вдавливания от пуансона находилась в середине жильной части хвостовика наконечника.
Степень опрессовки h материала в месте вдавливания должна соответствовать указанной в табл. 2.7.
2.3.20. Выполненное контактное соединение следует протир






