28 августа 1956 г. в газете «Труд» было опубликовано письмо токаря Эльбрусского рудника А.И. Чудикова: «Я разработал способ сварки методом трения. На нашем руднике это новшество нашло широкое распространение. Посланное в Министерство цветной металлургии предложение вернулось с резолюцией - метод не годится».
Во Всесоюзном научно-исследовательском институте электросварочного
оборудования (ВНИИЭСО), как тогда назывался Институт сварки России, это
письмо привлекло внимание начальника отдела научно-технической
информации Ю.Я. Терентьева, который и выступил инициатором начала
исследований по этой теме. Уже первые эксперименты, проведённые
сотрудниками института В.И. Биллем и Л.А. Штерниным, показали, что
такие особенности процесса как малая энергоемкость, высокие КПД,
производительность, качество соединений и относительная простота
оборудования предопределяют несомненную рациональность
промышленного применения сварки изделий трением, если одна из деталей является телом вращения. Всё это и послужило толчком к началу многолетних научно-исследовательских, опытно-конструкторских работ по этому процессу. Естественно, токарь А.И. Чудиков получил авторское свидетельство на этот способ сварки.
Сварка трением относится к процессам, в которых используется давление, кратковременный нагрев и взаимное перемещение свариваемых поверхностей. На рис.4.18 даны основные типы соединений, выполняемых сваркой трением. Соединение получают с достаточно высокими механическими свойствами.
Сварка трением является разновидностью сварки давлением, при которой неразъемное соединение образуется в твердой фазе в результате совместной пластической деформации свариваемых металлов. От других видов сварки давлением она отличается только источником нагрева.
Суть процесса сводится к тому, что поджатые усилием торцы двух свариваемых деталей приводятся в относительное движение. В результате работы сил трения в тонких приповерхностных слоях деталей генерируется тепло, количества которого достаточно для нагрева металла до пластического состояния. После прекращения относительного движения под действием приложенного усилия происходит образование сварного соединения при совместной пластической деформации приконтактных объемов металла.
При классическом способе сварки трением круглый пруток (обычно длиной не более 1 м) приводится во вращение с постоянной скоростью от электропривода, а второй усилием нагрева поджимается к нему и перемещается вдоль оси (осадка нагрева), осуществляя пластическую деформацию нагреваемых объемов металла. В заданный момент вращающийся пруток резко тормозится, а усилие поджима возрастает до величины проковки - происходит осевая деформация проковки.
Инерционная сварка отличается от описанного процесса тем, что энергия передается детали не непосредственно от электродвигателя, а от заранее разогнанного до заданной угловой скорости маховика. После сцепления вращающегося маховика со шпинделем с закрепленной деталью, к торцу которой постоянным осевым усилием поджата вторая свариваемая деталь, система тормозится силой трения до полной остановки. В этом случае, в отличие от классического способа сварки, процесс тепловыделения протекает при скорости относительного вращения, изменяющейся от начальной скорости маховика до нуля.
Интересно применение комбинированной сварки трением, при которой первая стадия осуществляется при вращении детали от электродвигателя с обычной для классического способа линейной скоростью до износа всех неровностей поверхности, а вторая - при вращении детали от маховика, разогнанного до той же скорости на первой стадии процесса. В этом случае удается реализовать положительную специфику инерционной сварки, избавившись от ее минусов: высокой скорости вращения и связанными с этим трудностями создания оборудования и высокими требованиями к предварительной подготовке поверхности.
Особый интерес представляет вибрационная сварка, при которой торец одной из деталей совершает возвратно-поступательное движение относительно другой неподвижной детали. Однако реализация требующейся при этом частоты колебаний (100 и более Гц), при наличии массивных зажимных устройств машины и самой свариваемой детали, достаточно сложна.
Для сварки трением деталей некруглого сечения может быть использована орбитальная сварка, при которой две свариваемые детали, поджатые осевым усилием, синхронно вращаются в одну сторону, а оси вращения деталей смещены на величину эксцентриситета. При этом каждая точка контакта описывает окружность с радиусом, равным эксцентриситету. Процесс нагрева прекращается совмещением осей вращения деталей.
Технологические исследования, проведенные ВНИИЭСО, показали, что сварка трением однородных металлов одинакового сечения не требует применения специальных технологических приемов и позволяет получать соединения, не отличающиеся по своим характеристикам от основного металла. Выбор скорости относительного вращения определяется диаметром детали и материалом. Для большинства металлов оптимальная линейная скорость вращения составляет примерно 1,5-0,8 м/с, давление нагрева - от 2 до 5 кгс/мм2, а давление проковки для малоуглеродистых, низколегированных сталей и также для цветных металлов вдвое превышает давление нагрева.
При сварке сталей разных марок или жаропрочных сталей и сплавов с поделочными сталями или сталей с цветными металлами сказывается различие теплофизических свойств; и чем оно больше, тем сложнее получить сварное соединение с хорошими механическими характеристиками.
В этом случае процесс образования соединений протекает при температуре, не превышающей точку плавления менее жаропрочного металла, когда образование физического контакта за счет его деформации протекает быстро, а активация контактной поверхности более жаропрочного металла замедлена. Этим определяется необходимость создания условий, способствующих ускорению активационных процессов на контактной поверхности жаропрочного металла. Невозможность регулирования температуры процесса оставляет единственный путь - интенсификацию пластической деформации, достигаемой изменением схемы напряженного состояния приконтактной зоны свариваемого металла. На практике этого добиваются установкой формующей оправки на менее жаропрочный металл, которая препятствует его свободной пластической деформации и создает объемное напряженное состояние в зоне стыка. При этом пластическая деформация микрообъемов приконтактной зоны жаропрочного металла оказывается достаточной для активации его поверхности, и вторая стадия завершается образованием прочного сварного соединения. При сварке конкретных сочетаний металлов следует тщательно анализировать процессы, протекающие при охлаждении соединения, и воздействовать на них, например, вводя большее количество тепла в изделие (при опасности образования трещин при высокой скорости охлаждения) или сокращать его до допустимого минимума (в случае образования хрупких прослоек интерметалл ид а).
Проведенные исследования позволили разработать технологические процессы сварки трением быстрорежущих, жаропрочных сталей и сплавов с поделочными сталями, алюминия с нержавеющей сталью, титаном, никелеми медью. Следует подчеркнуть, что только этот способ сварки позволяет получать равнопрочные и вакуумно-плотные соединения алюминия со сталью.
Для тех случаев, когда не удается получить работоспособное соединение конкретных разнородных металлов, предложено осуществлять сварку трением через прослойку из третьего металла, хорошо соединяющегося с каждым из первых двух. В частности, соединение легированных алюминиевых сплавов успешно осуществляется со сталью через прослойку из технически чистого алюминия.
Мировой лидер
Первая машина для сварки металлов трением «МСТ-1» была разработана во ВНИИЭСО и внедрена для сварки заготовок инструмента на Сестрорецком инструментальном заводе в 1959 г.
В Институте разработано несколько десятков типоразмеров оборудования, в том числе ряд «МСТ-23», «МСТ-35», «МСТ-41» и «МСТ-51» с пневмогидравлическим приводом мощностью от 10 до 75 кВт, охватывающий диапазон свариваемых диаметров стальных заготовок от 10 до 70 мм, и ряд «МСТ-0401», «МСТ-2001», «МСТ-6001», «МСТ-120.01» с гидравлическим приводом мощностью от 4 до 160 кВт и диапазоном диаметров свариваемых стальных изделий от 5 до 120 мм.
Организован выпуск первого ряда машин на Волковысском заводе литейного оборудования, машины «МСТ-2001» - на Гомельском станкостроительном заводе и «МСТ-120.01» - на Краматорском заводе тяжелого станкостроения.
Первые публикации по сварке трением дали толчок к началу успешных работ этого направления в ряде стран Западной Европы и США. Тем не менее, ВНИИЭСО (вместе со своим «наследником» - Институтом сварки России) остался автором и ведущей организацией по сварке металлов трением.
В текущем году в Институте начаты экспериментальные работы по предложенной Британским институтом сварки сварке трением перемешиванием. Этот процесс сварки не имеет ничего общего с описанными выше способами и предназначен для стыковой сварки листов из алюминия и его сплавов. Вращающийся инструмент с заплечиками и штырем в центре, выступающим на величину чуть меньше толщины металла, вдавливается в жестко закрепленные листы и перемещается по линии их стыка. При этом нагретый до пластического состояния металл перемещается из зоны перед штырем в зону за ним, формуется заплечиками и образует сварное соединение в процессе охлаждения. Процесс похож на прессовую сварку и обеспечивает соединения, отвечающие самым высоким требованиям. Успешно используется при изготовлении изделий в автомобиле-, вагоно-, корабле- и ракетостроении.
В настоящее время в ОАО «Институт сварки России» изготовлен экспериментальный макет, который после отладки будет использован для исследования технологии сварки трением перемешиванием.
Сварка трением происходит в твердом состоянии при взаимном скольжении двух твердых тел, сжатых силой Р. Работа, совершаемая силами трения при скольжении, превращается в теплоту, что приводит к интенсивному нагреву трущихся поверхностей.

Рис. 4.18. Типы сварных соединений сварки трением:
а-стержневой встык; б-труб встык; в-встык стержня с трубой; г-стержня с листом; д-трубы с листом; е-стержня с массивной деталью.
Трение поверхностей осуществляется вращением или возвратно-поступательным перемещением свариваемых заготовок, сжимаемых силой Р. В результате нагрева и сжатия возникает совместная пластическая деформация. Сварное соединение образуется в результате возникновения металлических связей между чистыми (ювенильными) контактирующими поверхностями свариваемых заготовок. Окисные пленки, имеющиеся на металлических поверхностях в месте соединения, разрушаются в результате трения и удаляются за счет пластической деформации в радиальных направлениях.
Основными параметрами сварки трением являются скорость относительного перемещения свариваемых поверхностей, продолжительности нагрева, удельное давление, прилагаемое к свариваемым поверхностям, пластическая деформация, т. е. осадка. Необходимый для сварки нагрев при прочих равных условиях обусловлен скоростью вращения и осевым усилием. Здесь важно быстрое прекращение движения заготовки. Часто для получения качественного соединения необходимо приложение в конце процесса повышенного давления (проковки). Параметры режима сварки трением зависят от свойств свариваемого металла, площади сечения и конфигурации изделия. Сваркой трением соединяют однородные и разнородные металлы и сплавы с различными свойствами, например медь со сталью, медь со сплавами ковар, медь с алюминием, алюминий с титаном и др. В промышленности сварку трением применяют при изготовлении режущего инструмента, различных валов, штоков с поршнями, пуансопов и т. п. При сварке трением по сравнению с контактной стыковой сваркой снижаются затраты энергии и требуемые мощности. Так, например, при сварке стали трением энергии расходуется в 5…10 раз меньше, чем при контактной сварке.
Для сварки трением выпускают специальное оборудование, обеспечивающее работу при достаточно больших скоростях вращения и осевых усилиях и позволяющее производить быстрый запуск и мгновенную остановку шпинделя машины; это оборудование, ванне имеет достаточно высокую прочность для восприятия и гашения значительных радиальных вибраций.
Выпускают серийные машины для сварки трением типа МСТ-23, МСТ-35 и МСТ-41 мощностью 10, 20 и 40 кВт; в виде исключения после соответствующей реконструкции используют обычные металлорежущие станки.
Ультразвуковая сварка. Ультразвуковая сварка также относится к процессам, в которых используют давление, нагрев и взаимное трение свариваемых поверхностей. Силы трения возникают в результате действия на заготовки, сжатые осевой силой Р, механических колебаний с ультразвуковой частотой. При ультразвуковой сварке для получения механических колебаний высокой частоты используют магнитострикционный эффект, заключающийся в изменении размеров некоторых металлов, сплавов и керамических материалов под действием переменного магнитного поля. Изменения размеров магнитострикционных материалов очень незначительны, поэтому для увеличения амплитуды и концентрации энергии колебаний и для передачи механических колебаний к месту сварки используют волноводы, в большинстве случаев суживающейся формы. На рис. 4.19 показана простейшая схема ультразвуковой сварки. Свариваемые заготовки 5 размещают на опоре б. Наконечник 4 инструмента 3 соединен с двигателем магнитострикционногопреобразования 1 через трансформатор 2 продольных упругих колебаний, представляющих вместе с рабочим инструментомволновод. Нормальная сжимающая сила Р создается моментом М в узле колебаний. В результате ультразвуковых колебаний в тонких слоях контактирующих поверхностей создаются сдвиговые деформации, разрушающие поверхностные пленки. Тонкие поверхностные слои металла нагреваются, металл в этих слоях немного размягчается и под действием сжимающего усилия пластически деформируется. При сближении поверхностей на расстояние действия межатомных сил между ними возникает прочная связь. Сравнительно небольшое тепловое воздействие на свариваемые материалы обеспечивает минимальное изменение их структуры, механических и других свойств. Например, при сварке меди температура в зоне контакта не превышает 600 °С, а при сварке алюминия — 200—300 °С. Это особенно важно при сварке химически активных металлов, а также металлов, которые в результате высокотемпературного нагрева делаются хрупкими. 

| Рис 4.20. Ультразвуковая сварка по контуру 1 — волновод; 2 — сменный полый штифт; 3 — сменный прижимной штифт; 4 — прижимная опора; 5 — свариваемое изделие
|
| Рис. 4.19. принципиальная схема ультразвуковой сварки
|

Ультразвуковой сваркой можно получать точечные и шовные соединения внахлестку, а также соединение по контуру. Шовные соединения получают на машинах, аналогичных машинам для точечной сварки. Отличие заключается в том, что их рабочий инструмент и опору выполняют в форме роликов.
При сварке по контуру, например по кольцу, в волновод вставляют конический штифт, имеющий форму полой трубки. При равномерном поджатии заготовок к свариваемому штифту получают герметическое соединение по всему контуру (рис.4.20). Ультразвуковой сваркой можно сваривать заготовки толщиной до 1 мм и ультратонкие заготовки толщиной до 0,001 мм, а также приваривать тонкие листы и фольгу к заготовкам неограниченной толщины. Снижение требований к качеству свариваемых поверхностей позволяет сваривать плакированные и оксидированные поверхности и металлические изделия, покрытые различными изоляционными пленками. Этим методом можно сваривать металлы в однородных и разнородных сочетаниях, например алюминий с медью, медь со сталью, цинк с оловом и т. п.
Прочность соединения, выполненного ультразвуковой сваркой достаточно высока (не менее 90 % от наиболее прочного металла в этом соединении).
Ультразвуковым методом сваривают и пластмассы, однако в отличие от сварки металлов ультразвуковые колебания здесь подводятся к заготовкам не тангенциально, а вертикально.
Оборудование. Установка ультразвуковой сварки состоит из сварочной машины и ультразвукового генератора. В Советском Союзе выпускают ультразвуковые машины типа УЗСМ-1 и УЗСМ-2.
Ультразвуковую сварку применяют в приборостроении, радиоэлектронике, авиационной промышленности и других отраслях.
Сварка взрывом. Сварку взрывом можно отнести к способам сварки с оплавлением при кратковременном нагреве на воздухе, так как на отдельных участках наблюдаются зоны металла, нагретые до оплавления. Однако на других участках температура может быть невысока, и здесь процесс приближается к холодной сварке.
Большинство технологических схем сварки взрывом основано на использовании направленного (кумулятивного) взрыва. Соединяемые поверхности (рис. 4.21) двух заготовок 4 и 3, в частности пластин, одна из которых неподвижна и является основанием, располагают под углом друг к другу на расстоянии h0. На заготовку 3 кладут взрывчатое вещество 2 толщиной Н, а со стороны, находящейся над вершиной угла, устанавливают детонатор 1. Сваривают на жесткой опоре. Давление в продуктах детонации, возникающее в результате взрыва, сообщает импульс расположенной под зарядом пластине. Детонация — это процесс, при котором разложение взрывчатого вещества с выделением газов и теплоты происходит с большой скоростью (несколько тысяч метров в секунду).
| Рис. 4.21. Схема сварки взрывом
|
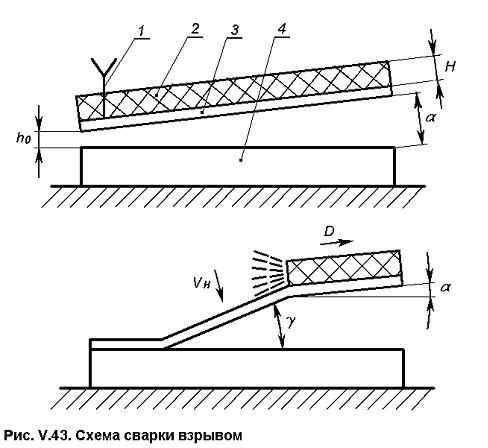
Пластина 3 метается со скоростью 1000 м/с па поверхность неподвижной пластины. В месте соударения метаемой пластины с основанием образуется угол, у, который перемещается вдоль соединяемых поверхностей. При соударении из вершины угла выдуваются тонкие поверхностные слои, окисные пленки и другие загрязнения. Соударение пластин вызывает течение металла в их поверхностных слоях, а в точках соударения происходит процесс совместного волнообразования. Поверхности сближаются до расстояния действия межатомных сил сцепления, и происходит схватывание по всей площади соединения. Продолжительность сварки взрывом не превышает нескольких микросекунд. Этого времени недостаточно для протекания диффузионных процессов, сварные соединения не образуют промежуточных химических составляющих между разнородными металлами и сплавами.
Прочность соединений, выполненных сваркой взрывом, выше прочности соединяемых материалов. Разрушение при испытании происходит на некотором расстоянии от плоскости соединения по наименее прочному металлу. Это объясняется упрочнением тонких слоев металла, прилегающих к соединенным
поверхностям, при их пластической деформации.
Параметрами сварки взрывом являются скорость детонации,нормальная скорость, метаемой пластины при соударении с основанием и углом у их встречи при соударении. Скорость детонации, определяемая типом взрывчатого вещества и толщиной его слоя, должна обеспечивать образование направленной (кумулятивной) струи без возникновения опасных для металла ударных волн:
Сварку взрывом используют при изготовлении заготовок для проката биметалла, плакировке поверхностей конструкционных сталей металлами и сплавами с особыми физическими и химическими свойствами, при сварке заготовок из разнородных материалов. Целесообразно сочетание сварки взрывом со штамповкой и ковкой.
- Кинематическая схема вертикально-сверильного станка.
См билет № 11(3)
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №27
- Устройство гидравлических прессов, назначение.
Гидравлические штамповочные прессы (рис. 3.42) имеют принцип действия, аналогичный ковочным (см. стр. 65). В основном это специализированные прессы, конструкция которых зависит от их назначения.

Рис. 3. 42 Схема гидравлического пресса: 1 – Штамп нижний; 2 - Штамп верхний; 3 – Колонны направляющие; 4 – Траверса подвижная; 5 – поршень; 6 – цилиндр; 7 – поперечина; 8 – плунжер; 9 – Цилиндр плунжера; 10 – траверса неподвижная; 12 – плита фундаментная
Гидравлические прессы являются самым мощным штамповочным оборудованием. Штамповочные гидравлические прессы имеют ряд конструктивных особенностей, отличающих их от ковочных гидравлических прессов. Штамповочные прессы имеют меньшие величину хода подвижной поперечины и высоту штамповочного пространства, большую рабочую скорость перемещения подвижной поперечины, что уменьшает время контакта инструмента с заготовкой. Конструкция штамповочного пресса более жесткая, что обеспечивает получение поковок высокой точности.
Самый крупный гидравлический пресс в мире был построен в СССР с усилием 700 МН (70 000 т). Эти прессы имеют большой нефиксированный рабочий ход, большие габариты рабочего стола, малую скорость рабочего хода. Эти особенности гидравлических прессов определяют область их применения.
На гидравлических прессах в горячем состоянии штампуют крупногабаритные в плане поковки, которые нельзя получить на другом оборудовании из-за недостатка мощности и габаритов штампового пространства. Это диски, панели, рамы, лонжероны и т. п., заготовками для которых чаще всего служат листы толщиной более 10 мм.
Вследствие тихоходности пресса и длительного соприкосновения поковки со штампом последний нагревается и теряет стойкость. Разогрев штамповой стали свыше 500 °С нежелателен, поэтому крупногабаритные в плане поковки штампуют преимущественно из алюминиевых и магниевых сплавов, имеющих температуру начала штамповки 470…480 °С.
Большая величина рабочего хода позволяет получать поковки из любых металлов и сплавов в штампах для выдавливания и прошивки. Штампы применяются как открытые, так и закрытые, в основном одноручьевые.
Из-за тихоходности гидравлических прессов трудно выдержать узкий температурный интервал штамповки цветных металлов и сплавов и в связи с этим на поковках часто получаются дефекты. Во избежание этого в настоящее время все более широкое применение находит изотермическая штамповка, при которой штамп устанавливается на пресс в муфеле, в стенках которого встроены электронагревательные устройства.
Пространство внутри муфеля и штамп нагреваются до температуры деформации обрабатываемого сплава. В ходе штамповки температура внутри муфеля постоянно поддерживается на заданном уровне. Пресс работает следующим образом. На нижний штамп (рис. 3.42) 1 укладывается исходная заготовка. Для ее деформирования в полость цилиндра 6 подается под давлением через трубопровод гидравлическая жидкость. Жидкость, надавливая на поршень 5 перемещает совместно с поршнем подвижную траверсу 4 и верхний штамп 2, деформируя заготовку. После деформации заготовки верхний штамп с траверсой 4 отходит вверх при помощи двух плунжеров 8 через поперечину 7 и тяги 11.
Кроме обычных прессов с вертикальным направлением усилия применяются специальные многоплунжерные гидравлические прессы, имеющие несколько подвижных поперечин, движущихся в различных направлениях (вертикально, горизонтально, наклонно). Такие прессы служат для получения пустотелых поковок типа тройников, крестовин и т. п., отверстия в которых прошиваются одновременно пуансонами, установленными под разными углами друг к другу, а штамп имеет разъемные матрицы.
Штампы ГП Штамповка на гидравлических прессах имеет следующие особенности. Деформация заготовки происходит медленно, с небольшой скоростью. При штамповке стали, в особенности когда заготовки массивные, инструмент охлаждают во избежание чрезмерного разогрева. При штамповке заготовок из легких сплавов инструмент обычно подогревают. На штамповочных гидравлических прессах изготовляют крупногабаритные поковки массой до 5 т, которые невозможно изготовить на другом штамповочном оборудовании. Штамповку осуществляют в открытых и закрытых штампах, все штампы на гидропрессах выполняются одноручьевыми.
На гидравлических прессах выполняют штамповку выдавливанием, в том
| Рис. 3. 43. Схемы штамповки полых изделий на гидравлическом прессе:
а — прошивкой сплошной заготовки, б — протяжкой через кольцо предварительно прошитой заготовки; / — матрица. 2 — пуансон, 3 — кольцо, 4 — изделие, 5 — выталкиватель
|
числе в штампах с разъемными матрицами. На таких прессах изготовляют разнообразные полые поковки прошивкой (рис. 3.43,
а) и протяжкой прошитых заготовок (рис. 3.43,
б) через кольцо.
- Кинематическая схема сверлильного станка.
Кинематическая схема вертикально-сверлильного станка 2Н118 [3]
Кинематическая схема станка включает цепь главного движения и цепь подачи. Цепь главного движения служит для передачи шпинделю вращения с необходимым числом оборотов. Движение от электродвигателя М через эластичную муфту М1 (рис. 2.3) и зубчатые колеса Z1 и Z2 передается на вал II. С вала II на вал III коробки скоростей передаётся крутящий момент зацеплениями колёс тройного блока z3/z5, z4/z7 и z8/z24. При этом вал III получает три различных чисел оборота. На валу IV на скользящей шпонке находится два двойных блока. Верхний блок с зубчатыми колёсами 6, 9 получает вращение от зубчатых колёс 5 и 23 вала III, в результате чего вал IV имеет шесть различных чисел оборотов. Второй блок с зубчатыми колесами 11, 25 поочередно входит в зацепление с колесами 10,12, жестко сидящими на валу V. Таким образом, валу V сообщается 12 различных чисел оборотов.
Уравнение кинематической цепи главного движения имеет следующий вид:
где n  - число оборотов вала электродвигателя в мин.;
- число оборотов вала электродвигателя в мин.;
n  - число оборотов шпинделя в мин.
- число оборотов шпинделя в мин.

Рис. 2.3. Кинематическая схема вертикально-сверлильного станка 2НI18
Цепь подач. В коробку подач входят валы VI, VII, VIII, IX и Х. Для осуществления механической подачи движение снимается с зу-бчатого колеса 13, жестко сидящего на валу V и передается на колесо 14, тоже жестко сидящее на валу VI, а с колеса 15 вала VI свободно сидящему зубчатому колесу 16 вала VП. Зубчатые колеса 15, 16, двойной блок 26-27 и колесо 17 находятся в постоянном зацеплении, причем колесо 16 и двойной блок 26-27 свободно вращаются соот-ветственно на валах VП и VIII. Вращение с вала V на вал VII переда-ется зацеплениями зубчатых колес  ·
·  ·
·  ·
·  . Движе-ние с вала VII на вал VIII осуществляется с помощью тройного блока, зубчатые колеса которого 18, 19, 20 двигаясь на скользящей шпонке поочередно, могут войти в зацепление с зубчатыми колесами 31, 33 и 21 жестко сидящими на валу VIII. Дальнейшая передача на вал IX осуществляется с помощью зубчатых колес 31, 33 и 22, которые входят в зацепление с зубчатыми колесами 29, 30, 32 тройного блока, расположенного на валу IX на скользящей шпонке. Следовательно, вал IX имеет 9 различных скоростей вращения. Дальнейшее движение передается на червячную передачу
. Движе-ние с вала VII на вал VIII осуществляется с помощью тройного блока, зубчатые колеса которого 18, 19, 20 двигаясь на скользящей шпонке поочередно, могут войти в зацепление с зубчатыми колесами 31, 33 и 21 жестко сидящими на валу VIII. Дальнейшая передача на вал IX осуществляется с помощью зубчатых колес 31, 33 и 22, которые входят в зацепление с зубчатыми колесами 29, 30, 32 тройного блока, расположенного на валу IX на скользящей шпонке. Следовательно, вал IX имеет 9 различных скоростей вращения. Дальнейшее движение передается на червячную передачу  . Червячное колесо Z 35 жестко сидит на валу Х вместе с реечным колесом Z 36, от которого движение вертикальной подачи передается гильзе 37 c расположенной на ней рейкой.
. Червячное колесо Z 35 жестко сидит на валу Х вместе с реечным колесом Z 36, от которого движение вертикальной подачи передается гильзе 37 c расположенной на ней рейкой.
Уравнение кинематической цепи подач имеет вид:
|
|
|
|
|
| 
|
| 
|
|
|
| n об. шп
| · 
| · 
| · 
| ·  · ·
| 
| ·
| 
| · 
| π m z 36 =S, мм/об,
|
|
|
|
|
|
| 
|
| 
|
|
|
| | | | | | | | | | | |
где m и z 36 - модуль и число зубьев реечной шестерни.
Центробежное литьё.
Центробежное литье. Центробежным литьем называют способ изготовления отливок, при котором металл заливается в форму и затвердевает в ней под действием центробежных сил. Расплавленный металл заливается во вращающуюся форму, приводимую в движение специальной машиной, называемой центробежной. Различают машины с вращением формы вокруг вертикальной и горизонтальной (или наклонной) оси (рис. 1.8).
 Рис. 8. Схемы процесса изготовления отливок при вращении формы вокруг вертикальной (а) и горизонтальной (б) оси
Рис. 8. Схемы процесса изготовления отливок при вращении формы вокруг вертикальной (а) и горизонтальной (б) оси
|
Центробежным способом литья с вращением формы вокруг горизонтальной оси получают отливки типа тел вращения: трубы, кольца, втулки, гильзы и т. д. На машинах с вращением формы вокруг вертикальной оси, кроме отливок типа тел вращения, получают также фасонные отливки,имеющие сравнительно тонкие стенки. Центробежные силы в этом случае используют для улучшения заполняемости формы металлом и получения более плотной отливки. Центробежный способ литья позволяет изготовлять также двухслойные биметаллические отливки (отливки из двух различных сплавов). При нем заливают сначала сплав одного состава, затем другого.
Центробежным способом получают корпуса полых валов из коррозионностойких сталей диаметром до 1500 мм, длиной до 10 м, массой до 60 т; налажено производство биметаллических прокатных валков (с наружным слоем, имеющим повышенную износостойкость, и внутренним слоем с повышенной пластичностью); выпускают крупные биметаллические втулки диаметром более 1000 мм для подшипников жидкостного трения и многие другие отливки.
При центробежном литье применяют в основном три типа литейных форм: металлические нефутерованные, металлические футерованные и разовые формы, изготовляемые различными методами. Металлические футерованные формы применяют при литье труб, втулок и т. д., имеющих сложный наружный профиль, затрудняющий свободную усадку.
Разовые формы применяют при изготовлении центробежным литьем фасонных отливок. При этом формы могут быть получены различными способами: по выплавляемым моделям, из керамических стержней, из песчаных смесей. При необходимости такие формы заливают в вакууме или среде нейтральных газов. С этой целью вращающееся устройство, в котором установлена форма, закрывается герметично неподвижным кожухом, соединенным с устройством для вакуумирования или баллонами с нейтральными газами. Так заливают турбинные лопатки, турбинные колеса из легко окисляющихся сплавов и т. п. детали.
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №28
- Горизонтально – ковочные машины, основные операции. Используемые штампы.
См. билет №19(1)
- Классификация способов сварки.
Сварка - технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, а также пластмассы. Сваркаявляетсяэкономически выгодным, высокопроизводительным технологическим процессом и широко применяется в строительстве и машиностроении. Она позволяет получать крупные сооружения (фермы мостов, резервуары). В машиностроении получают прочные, жесткие и легкие конструкции сваркой заготовок из проката, заготовок, полученных штамповкой и другими методами. Сваркой получают кузова, двери и кабины автомашин, вагонов, тракторов, сельхозмашин, детали бытовой техники, техники управления, станков, прессов, средств автоматизации идр. В настоящее время невозможно найти отрасль производства, где не применяется сварка.
Существует более 60 способов и 100 видов сварки, которую классифицируют по следующим признакам:
• степени механизации на ручную, механизированную, полу-автоматическую, автоматическую и роботизированную;
• состоянию материала в месте сваривания и методу соединения- на
сварку плавлением, или термитную (электрическую, газо-электрическую,
индукционную, плазменно-лучевую, электрошлаковую, электронно-лучевую,
лазерную, световую, газовую, термитную, литейную и др.), нагреванием и
пластической деформацией, или термомеханическую (контактную,
диффузионную, газопрессовую и др.), давлением, или механическую
(холодную, ультразвуковую, трением, взрывом и др.);
• виду используемого источника энергии - на механическую (трением и холодную), электрическую (дуговую, электрошлаковую, контактную и др.), химическую (газовую, термитную), электронно-лучевую и др.;
• способу защиты сварного шва в зоне сварки - в вакууме, в защитном газе, под флюсом, в пене, с комбинированной защитой;
• непрерывности процесса - на прерывную и непрерывную.
Такое разнообразие способов и видов сварки обусловлено многообразием свариваемых материалов (металлов, керамики, пластмасс, стекла, биологических тканей в однородных и неоднородных сочетаниях), а также условиями, в которых производятся сварочные работы.
- Использование делительных головок для фрезерования, способы деления заготовок.
См. билет № 19(3)
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №29
- Литьё под давлением. Оборудование, назначение, основные характеристики.
Литье под давлением. Сущность процесса состоит в том, что жидкий металл поступает в рабочую полость металлической формы (пресс-формы) под давлением, составляющим (З00...3000)-105 Па. Скорость впуска металла в полость формы составляет 0,5... 140 м/с. Литьем под давлением получают отливки массой от нескольких граммов до нескольких десятков килограмм










 ,
,




