

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Интересное:
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Несмотря на то, что дуга переменного тока менее устойчива, чем дуга постоянного тока, сварочные трансформаторы находят широкое применение. Это объясняется тем, что они более просты в изготовлении и менее прихотливы при обслуживании, чем другие источники.
Трансформаторы экономичны: их КПД достигает 85 %, имеют меньшую стоимость. Сегодня на предприятиях встречаются свароч-ные трансформаторы с повышенным магнитным рассеянием с подвижной обмоткой серии ТС, ТСК, ТД, ТДМ. Среди них более удачное схемное и конструктивное решение воплощено в трансформаторах нового поколения с подвижными обмотками серии ТДМ [3].
Особенностью конструкции трансформаторов с повышенным магнитным рассеянием является то, что первичная и вторичная обмотки расположены на общем магнитопроводе на некотором уда-лении друг от друга. Причем одна из обмоток является подвижной.
Принцип действия трансформаторов этих серий иллюс-трирует рис. 2.1. Они имеют стержневой удлинённый магнитопровод 3, цилиндрическую первичную 1 и вторичную 2 обмотки с числами витков W1 и W2 соответственно.
| Рис. 2.1. Схема трансформаторов с подвижными обмотками [3] |
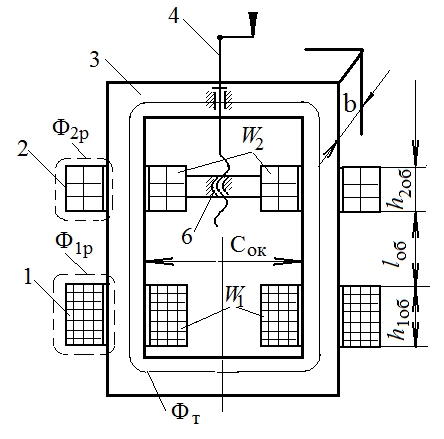
Каждая из обмоток разбиты на две катушки, охватывающие стержни магнитопровода. Основной магнитный поток трансформа-тора Ф т замыкается по магнитопроводу, а потоки рассеяния Ф 1р и Ф 2р - по воздуху в пространстве между первичной и вторичной обмоткам. Поэтому значительная часть магнитных потоков рассеяния первичной обмотки не достигает витков вторичной и они рассеиваются. Другими словами, на пути движения магнитного потока из первичной обмотки во вторичную имеется значительное индуктивное сопротивление. Индуктивное сопротивление трансфо-рматора х т сильно зависит от числа витков вторичной обмотки W 2, а также конструктивных параметров трансформатора: ширины магни-топровода b, высоты катушек h 1об, h 2об и расстояния между ними Cок:
|
|
 (2.1)
(2.1)
В уравнении (2.1) все геометрические размеры по рис. 2.4 приведены в сантиметрах. Видно, что зависимость индуктивного сопротивления трансформатора х т от расстояния между обмотками l об линейная. В режиме нагрузки (рис. 2.2) сила тока во вторичной обмотке трансформатора будут соответствовать следующей зависимости:
 (2.2)
(2.2)
где х т - полное индуктивное сопротивление трансформатора (вклю-чающее индуктивное сопротивление рассеяния);
U 2 – напряжение во вторичной обмотке трансформатора (холо-стого хода), значение которого приводится в паспорте трансформа-тора. Для сварочных трансформаторов оно по условиям электро-безопасности при проведении сварочных работ не должно превышать 80 В. Чем выше напряжение холостого хода трансформа-тора, тем легче возбуждается дуга;
U д - – напряжение сварочной дуги.
Из выражения (2.2) следует, что регулировку тока при сварке можно осуществлять изменением напряжения холостого хода U 2, т. е. изменением соотношения числа витков W 1 /W 2и изменением х т. Однако параметры U 2 и W 1 /W 2 заложены в конструкцию трансформатора и имеют зависимость  . Поэтому регулировку сварочного тока осуществляют изменением индуктивного сопротивления х т, которое достигается изменением расстояния между обмотками.
. Поэтому регулировку сварочного тока осуществляют изменением индуктивного сопротивления х т, которое достигается изменением расстояния между обмотками.
Для регулирования режима сварки в обойму крепления катушек вторичной обмотки вмонтирована неподвижная гайка 6, в которую ввинчивается или вывинчивается из неё ходовой винт 4 при вращении рукоятки. При этом изменяется расстояние между подвижной и неподвижной обмотками трансформатора l об, что приводит к измене-нию магнитных потоков рассеяния Ф р. При увеличении расстояния l об между обмотками W 1 и W 2 магнитные потоки рассеяния возрастают, также возрастает индуктивное сопротивление вторичной обмотки (согласно 2.1), а сварочный ток уменьшается. При уменьшении расстояния между обмотками W 1 и W 2 идет обратный процесс. Так происходит плавное регулирование силы сварочного тока.
|
|
Падающая внешняя характеристика у трансформатора с подвиж-ными обмотками получается благодаря увеличенному магнитному рассеянию, вызванному размещением первичной и вторичной обмоток на значительном расстоянии l об друг от друга, а также конструкции магнитопровода.
2. Устройство вертикально-сверильного станка. Типы свёрл, зенкеров и развёрток.
См. билет №1(3)
На полой плите А (рис. 2.2), являющейся резервуаром для смазывающе - охлаждающей жидкости, установлена колонна Г. На вертикальных направляющих колонны сверху базируется сверлиль-ная головка (шпиндельный узел) Д, а снизу - стол В. В верхней части сверлильной головки располагается коробка скоростей, а под ней – коробка подач. Сверху сверлильной головки смонтирован электро-двигатель Е, передающий вращательное движение шпинделю 1 и поступательное движение через соответствующие передачи гильзе 2. Нижний конец шпинделя имеет коническое отверстие (конус Морзе) для закрепления режущего инструмента. В зависимости от габаритов заготовки стол и сверлильная головка станка могут перемещаться по направляющим колонны вверх и вниз. Сверлильная головка переме-щается вручную и может фиксироваться в нужном положении специальным зажимом.Сбоку плиты А с левой стороны станка смонтирован электродвигатель с насосом И, служащий для подачи смазывающе-охлаждающей жидкости через трубопровод 11 в зону обработки детали, закреплённой на столе станка. Там же расположен электродвигатель Б, связанный червячной передачей с ходовым винтом 9 для механического перемещения стола в вертикальном направлении.
Управление станком
Пусковая и защитная аппаратура электрической схемы размеще-на в станине под крышкой 8. Включение электродвигателя Б станка с червячной передачей и ходовым винтом 9 для механического подъёма или опускания стола с обрабатываемой заготовкой осуще-ствляется переключателем 7, расположенным с правой стороны на крышке 8 станины. Включение и отключение электродвигателя Е

Рис. 2.2. Общий вид вертикально-сверлильного станка 2НI18
осуществляется нажатием соответствующих кнопок на пусковом щитке Ж. Переключение скоростей вращения шпинделя осуще-ствляется рукояткой 5, расположенной по лицевой стороне свер-лильной головки. Эта рукоятка имеет три положения по окружности и три вдоль оси. Вокруг оси вращения рукоятки размещена таблица с указанием чисел оборотов шпинделя. Для установления требуемого числа оборотов шпинделя рукоятку 5 поворачивают по окружности и перемещают ее вдоль оси поворота до совпадения указателя с над-писью соответствующего числа оборотов. На станке можно работать с ручной и механической подачей шпинделя на заданную глубину, а при нарезании резьбы с автоматическим реверсированием шпинделя также на заданной глубине. Для отсчета обработки на заданную глу-бину служит лимб 6. Ручное перемещение шпинделя осуществляется вращением штурвала 3, а для механической подачи необходимо нажать кнопку 10. Для переключения подач служит рукоятка 4, которая имеет три положения по окружности и два по оси. Эта рукоятка расположена под рукояткой переключения чисел оборотов шпинделя 5. Требуемая величина подачи устанавливается по таблице, размещенной под рукояткой 4, аналогично переключению чисел оборотов шпинделя. Поворот рукояток 4 и 5 допускается только после полной остановки вращения шпинделя нажатием кнопки «Стоп» щитка Ж. После настройки на заданное значения оборотов шпинделя и подачи станок включается нажатием кнопок «Вправо» или «Влево».
|
|
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №32
|
|
|

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!