последовательный, параллельно-последовательный и параллельный.
При последовательном виде движения вся партия деталей передается на последующую операцию лишь после окончания обработки всех деталей на предыдущей операции. Длительность ТЦ при последовательном виде движения:

где m - количество операций в технологическом цикле.
Длительность ПЦ при последовательном виде движения:

где Те - время естественных процессов, мин.;
Тм.о. - длительность межоперационных перерывов, мин.;
Треж - длительность перерывов, связанных с режимом работы предприятия. Производственный цикл, выраженный в календарных днях, определяется по формуле:

где Тт - продолжительность смены в мин.;
f - количество смен в сутках;
K - коэффициент, учитывающий режим работы предприятия, определяется по формуле:

где F и FK - количество рабочих и календарных дней в году.
Достоинства: относительная простота организации труда; отсутствие перерывов в работе оборудования и рабочего; возможность их высокой загрузки в течение смены.
ПЦ при последовательном виде движения обладает наибольшей продолжительностью, т.к. каждая деталь задерживается (пролеживает) на рабочем месте в ожидании обработки всей партии деталей
параллельно-последовательный вид движения - вся обрабатываемая партия деталей делится на транспортные партии по “p” деталей в каждой или поштучно (р=1). Транспортная партия обрабатывается на каждой операции без перерывов и ее можно передавать на следующую операцию, не ожидая окончания обработки по другим транспортным партиям. При этом должно соблюдаться условие непрерывной работы на каждой операции при обработке всей партии “n”.
Длительность технологического цикла по формуле:

где n - количество деталей в обрабатываемой партии, шт.; р - количество деталей в транспортной партии, шт.;
t/C (min) - минимальное значение операционного цикла по двум смежным операциям.
Длительность технологического цикла при параллельно - последовательном виде движения определяется по формуле:

Длительность производственного цикла в календарных днях для параллельно - последовательного вида движения определяется по формуле:

Параллельно - последовательный вид движения имеет более короткий цикл, но приводит к увеличению числа учетно-плановых единиц, к более высокому темпу работы транспортных средств.
При параллельном виде движения деталей транспортные партии передаются на следующую операцию сразу после окончания их обработки на предыдущей. При равной длительности их простоев не будет.
Длительность технологического цикла при параллельном виде движения определяется по формуле:

Длительность производственного цикла при параллельном виде движения определяется по формуле:

Правила построения графика технологического цикла при параллельном виде движения формулируется следующим образом:
1. Строится технологический цикл по первой транспортной партии на всех операциях без перерывов между ними.
2. Определяется операция с самым длительным циклом и для нее строится цикл по всей обрабатываемой партии “n” без перерывов.
3. Для остальных транспортных партий, кроме первой (для нее уже построен по п. 1.), достраиваются операционные циклы на всех операциях, кроме самой продолжительной (для нее он построен по п. 2.).
На остальных операциях оборудование частично простаивает. Только для синхронного процесса, в котором операционные циклы равны, т.е. t1/C1=t2/C2=tm/Cm= const,работа на всех операциях будет вестись без перерывов. Такой вариант процесса характерен для непрерывно - поточных линий в массовом производстве.
_______________________________________________________________________
18. Раскройте сущность организации ремонтного хозяйства.
Для бесперебойной работы оборудования поводится техническое обслуживание и восстановительный ремонт.
На ремонтную службу предприятия возлагается:
- паспортизация и аттестация оборудования;
- разработка технологических процессов ремонта оборудования и их оснащение;
- планирование и выполнение работ по техническому обслуживанию и ремонту оборудования.
Организация ремонта и технического обслуживания оборудования базируется на системе планово - предупредительного ремонта (ППР).
Система ППР - совокупность запланированных организационных и технических мероприятий по уходу, надзору, техническому обслуживанию и ремонту оборудования и строится по принципу профилактического обслуживания и ремонта.
Система ППР включает следующие виды работ:
- ЕО – заключается в поддержании чистоты, периодической чистке и смазке; выполняется рабочими, работающими на данном оборудовании;
- ТО включает осмотры, промывки, проверки на точность, регулирование, своевременное устранение мелких неполадок;
- ТР осуществляется в процессе эксплуатации, где по мере необходимости заменяются и восстанавливаются быстроизнашиваемые детали и узлы;
- средний ремонт предусматривает частичную разработку оборудования, замену или восстановление изношенных узлов с полной проверкой на точность работы всех механизмов
- капитальный ремонт осуществляется с целью восстановления близкого к полному значению первоначального ресурса, предусматривает полную разборку машин и оборудования, замену изношенных узлов;
Система ППР базируется на нормативах по группам оборудования, которыми являются:
- ремонтный цикл и его структура;
- длительность межремонтных периодов;
- категория сложности ремонта;
- трудоёмкость ремонтных работ;
- нормы расхода материалов, запасных частей, смазочных и обтирочных материалов.
Ремонтный цикл – это период работы оборудования от начала эксплуатации до первого капитального ремонта или между двумя последовательными капитальными ремонтами.
Структура ремонтного цикла включает порядок чередования и количество осмотров, проверок и ремонтов и для металлорежущих станков имеет вид:
КР – ТО – ТР – ТО – ТР – ТО – СР – ТО – ТР – ТО – КР,
где КР – капитальный ремонт; ТО – техническое обслуживание; ТР – текущий ремонт; СР – средний ремонт.
Межремонтный период определяется по формуле:

где nс, nт – количество средних и текущих ремонтов в ремонтном цикле.
Периодичность технического обслуживания определяется по формуле:

где nто – количество технических обслуживаний.
Трудоёмкость ремонтных и обслуживающих операций устанавливается на единицу ремонтной сложности по видам работ. За единицу ремонта сложности механической части принята ремонтная сложность условного оборудования, трудоёмкость капитального ремонта которого составляет 50 часов, а электрической части оборудования – 12,5 часов.
Суммарная трудоёмкость ремонтных работ и технического обслуживания в плановом периоде определяется по формуле:

где Ri – категория ремонтной сложности i – ого оборудования;
 - нормативы трудоёмкости капитального, среднего, текущего ремонтов и технического обслуживания на единицу ремонтной сложности, час.;
- нормативы трудоёмкости капитального, среднего, текущего ремонтов и технического обслуживания на единицу ремонтной сложности, час.;
nк nс nт nто – число капитальных, средних, текущих ремонтов и технического обслуживания за плановый период.
Одним из направлений сокращения времени ремонта является внедрение узлового или последовательно-узлового методов ремонта.
При узловом методе ремонта отдельные узлы заменяются запасными, заранее отремонтированными или новыми.
При последовательно-узловом методе ремонта изношенные узлы заменяются не одновременно, а последовательно, во время перерывов в работе технологического оборудования.
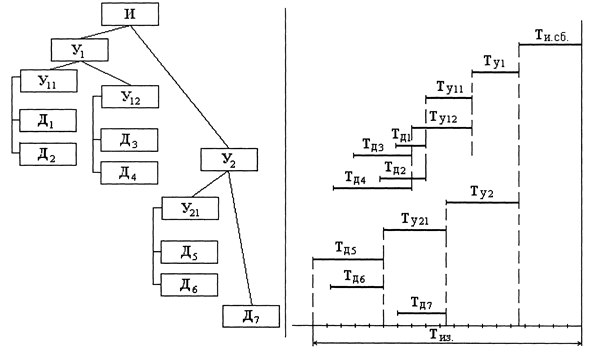
19. Опишите формулу расчета длительности производственного цикла сложного процесса и изобразите это графически.
Производственный цикл сложного процесса представляет собой общую продолжительность координированных во времени простых процессов, входящих в сложный процесс изготовления изделия или серии изделий. Длительность цикла сложного процесса определяется наибольшей суммой циклов последовательно связанных между собой простых процессов, обладающих наибольшей трудоемкостью. Для определения цикла сложного производственного процесса может быть использован графический метод. С этой целью:
Составляется схема сборки изделия, включая изготовление деталей.
Рассчитываются длительности циклов простых процессов изготовления деталей и сборки узлов, входящих в сложный процесс.
Строится цикловой график изготовления и сборки изделия. Цикловой график строится справа налево, где в масштабе времени откладываются циклы простых процессов, начиная от сборки изделия и кончая изготовлением деталей.
Длительность технологического цикла сложного процесса изготовления изделия есть наибольшая сумма циклов последовательно связанных между собой простых процессов и определяется по формуле:

где Т - технологический цикл i-го простого процесса, входящего в “цепочку”
последовательно связанных между собой процессов, определяемых по деталям и узлам, обладающих наибольшей трудоемкостью.
b - число простых процессов, входящих в “цепочку” взаимосвязанных процессов, обладающих наибольшей трудоемкостью.
Длительность ПЦ сложного процесса по формуле:

tмц - длительность межцикловых перерывов.
Сокращение цикла производится как за счет сокращения циклов простых процессов, так и путем увеличения степени параллельности выполняемых процессов и уменьшения межцикловых перерывов.
20. Раскройте сущность организации энергетического хозяйства.
Для обеспечения производственных процессов энергетическими ресурсами на предприятиях организуется энергетическое хозяйство.
В состав энергетического хозяйства входят:
электроснабжение - обеспечивает производство (преобразование) электроэнергии;
теплоснабжение - обеспечивает обогрев зданий;
газоснабжение - обеспечивает производство кислородом, ацетиленом, и другими газами
пневмосистемы - обеспечивают производство сжатым воздухом
вентиляционная система - обеспечивает снабжение работающих чистым воздухом и удаление загрязнённого;
связь - обеспечивают работу заводской телефонной сети и радиосвязь;
водоснабжение и канализация обеспечивает предприятие водой для производственных и бытовых нужд, удаление хозяйственно-бытовых и технических сточных вод.
электромеханический цех производит ремонт электрооборудования и электроаппаратуры. Энергетическое хозяйство на предприятии возглавляет главный энергетик, в службе которого создаются:
группа энергоиспользования - занимается нормированием расхода энергетических ресурсов, составлением энергетических балансов, анализом использования энергоресурсов:
группа энергооборудования - осуществляет руководство планово-предупредительным ремонтом установок и энергосетей, контроль за техническим состоянием оборудования и правилами их эксплуатации;
энергетические лаборатории проводят измерения и испытания оборудования и энергосетей, осуществляют проверку контрольно-измерительных приборов.
21. Укажите основные направления сокращения длительности производственного цикла.
Сокращение длительности производственного цикла достигается за счет внедрения технических и организационных мероприятий.
К техническим мероприятиям относятся:
Снижение трудоемкости основных технологических операций за счет:
- совершенствования конструкции и технологичности изделия;
-повышения уровня стандартизации и унификации изделия;
-применения новых конструкционных материалов;
-замены обработки металлов резанием на штамповку, прецизионное (точное) литье, прокатку;
-применения более совершенной технологической оснастки и инструмента;
-использования управляющих ЭВМ для выбора оптимальных режимов обработки;
-сокращения времени естественных процессов (замена естественного охлаждения принудительной вентиляцией воздуха).
Сокращение времени вспомогательных операций: транспортирования, складирования и контроля: -совмещение вспомогательных операций во времени с процессами обработки, сборки (роторные автоматические линии);
-применение современных методов контроля и диагностики (лазерные, радиационные методы);
-механизация и автоматизация внутризаводского транспорта.
К организационным мероприятиям относятся:
-сведение до минимума межоперационных перерывов;
-концентрация операций на одном рабочем месте, применение агрегатного оборудования;
-уменьшение размера транспортной партии;
-применение поточного производства с поштучной передачей деталей на обработку;
-сокращение межцикловых перерывов на основе построения оптимальных планов-графиков изготовления продукции и рационального запуска деталей в производство;
22. Раскройте сущность организации транспортного хозяйства.
Для обеспечения производственных процессов средствами и предметами труда и своевременной их доставкой на рабочие места организуется транспортное хозяйство.
По сферам протекания транспортных процессов различают внешний и внутризаводской транспорт.
Внешний транспорт перевозит грузы на предприятие и с предприятия по внешнему кооперированию, а также между складами предприятия и товарными станциями железных дорог, морскими и речными портами;
Внутризаводской транспорт подразделяется на:
межцеховой - используется для перевозки грузов на территории предприятия между цехами и складами;
внутрицеховой - используется для перевозки грузов в пределах отдельных цехов и складов. Здесь могут использоваться электрокары, автопогрузчики, мостовые краны, кран-балки, конвейеры, транспортёры, ручные тележки;
межоперационный - осуществляет перемещение предметов труда между операциями.
Транспортное хозяйство предприятия состоит из общезаводских и цеховых служб.
В состав общезаводских служб, обеспечивающих внешние и межцеховые перевозки, входят:
транспортный отдел - осуществляет общее руководство; разрабатывает планы, технологию и маршруты перевозок; определяет потребность в транспортных и подъёмно-транспортных средствах;
транспортные цехи выполняют транспортировку грузов, техническое обслуживание и ремонт транспортной техники.
Цеховые транспортные службы осуществляют внутрицеховое перемещение грузов и межоперационное перемещение предметов труда и находятся в подчинении цеховой диспетчерской службы.
Рациональная организация перевозок базируется на основе изучения грузопотоков и грузооборота как в целом по предприятию, так и в рамках отдельных производственных подразделений. Грузопоток - это количество грузов, перемещаемых в единицу времени (смена, сутки, месяц, год) между двумя пунктами.
Грузооборот - общее количество грузов, перемещаемых в единицу времени, на предприятии, в цехе или на складе. Грузооборот представляет сумму отдельных грузопотоков.
Количество транспортных средств циклического действия определяется по формуле:

где Qс - суточный грузооборот, т;
Wтр.с - суточная производительность единицы транспортного средства, определяется по формуле:

где Wц - производительность транспортного средства за один цикл;
mц - число рабочих циклов за сутки определяется по формуле:

где Fдс - суточный фонд времени работы транспортного средства, мин.;
Тц - длительность транспортного цикла определяется по формуле:

где Тпр - время пробега, мин.;
Тп - время погрузки, мин.;
Тр - время разгрузки, мин.;
Число транспортных средств непрерывного действия (конвейеров,
определяются по формуле:

Qч - часовой грузооборот, m;
Wч - часовая производительность транспортёра, т;
При межцеховых перевозках могут применяться маятниковые или кольцевые маршруты.
23. Раскройте сущность понятия «поточное производство» и охарактеризуйте его.
Поточным производством называется прогрессивная форма организации процесса, основанная на ритмичной повторяемости согласованных во времени основных и вспомогательных операций, выполняющихся на специализированных рабочих местах, расположенных в последовательности операций технологического процесса.
Принципы организации производственных процессов:
принцип специализации заключается в применении специализированных поточных линий, предназначенных для обработки одного изделия или несколько технологически однородных изделий;
принцип прямоточности предусматривает расположение оборудования и рабочих мест в порядке следования операций технологического процесса, исключающее возвратное движение обрабатываемых изделий;
принцип непрерывности осуществляется в виде непрерывного (без межоперационного пролеживания) движения изделий по операциям и непрерывной (без простоя) работы оборудования;
принцип ритмичности предусматривает выпуск в равные промежутки времени одинакового количества изделий.
Для поточного производства характерно:
цепное расположение рабочих мест;
выполнение на каждом рабочем месте одной операции;
поштучная деталей от одного рабочего места к другому с минимальными перерывами во времени.
Поточная линия - группа рабочих мест и оборудования, расположенного по ходу технологического процесса.
Поточные линии классифицируются по следующим признакам:
1. По степени специализации они подразделяются на
однопредметные, изготовление одного наименования изделия;
многопредметные, изготовление нескольких наименований изделий, схожих по конструктивным и технологическим признакам.
2. По степени непрерывности процесса они подразделяются:
непрерывно - поточные линии, где движение изделий по операциям осуществляется непрерывно и оборудование работает без простоев;
прерывно - поточные (прямоточные) линии, где операции по времени не синхронизированы и оборудование работает с простоями.
3. По способу поддержания ритма они подразделяются на:
линии с регламентированным ритмом;
линии со свободным ритмом;
4. По способу транспортирования изделий, они подразделяются на:
- линии с применением конвейеров
- линии с применением прочих транспортных средств
5. По месту выполнения операций они подразделяются на:
линии с распределительным конвейером, где операции выполняются на стационарных рабочих местах;
- линии с рабочим конвейером, где операции выполняются непосредственно на конвейере.






