1. Сварка стыков арматуры и закладных частей сборных железобетонных конструкций должна выполняться электродами с качественными покрытиями. Типы электродов указываются в проекте. Не допускается применение электродов с меловой обмазкой, а также не имеющих сертификатов.
2. Выпуски арматуры и закладные части следует тщательно очищать от краски, ржавчины, снега, льда и грязи непосредственно перед наложением швов.
3. До начала сварочных работ следует производить проверку правильности установки элементов конструкций и положения свариваемых деталей.
4. Прихватки сварных соединений следует производить электродами тех же марок и с теми же покрытиями, которые предусмотрены для сварки.
5. Сварка соединений с деталями из малоуглеродистых сталей (класс I, марка — Ст. 3) допускается при температуре воздуха не ниже минус 30° С, а из среднеуглеродистых (класс II, марка —Ст. 5 и 18Г2С) и низколегированных сталей — не ниже минус 20° С. Для сварочных работ при более низких температурах наружного воздуха должны применяться меры по сохранению на рабочем месте сварщика температуры воздуха не ниже указанных пределов. Электрошлаковая сварка для сталей всех марок допускается при любой температуре.
6. По окончании сварки все швы и места сварки должны быть зачищены, а сварные соединения тщательно покрыты антикоррозионным составом, указанным в проекте. Открытые металлические закладные части, концы стержней рабочей арматуры с гайками и шайбами и концы пучков, расположенных снаружи на торцах сборных элементов, также следует защищать от коррозии в соответствии с главой СНиП III-B. 6-62 «Защита строительных конструкций от коррозии. Правила производства и приемки работ».
7. Сварные швы должны удовлетворять по внешнему виду следующим требованиям:
а) иметь гладкую мелкочешуйчатую поверхность без наплывов и перерывов с плавным переходом к основному металлу;
б) наплавленный металл должен быть плотным по всей длине шва без трещин;
в) не должно быть незаваренных кратеров.
8. Качество сварных швов надлежит проверять следующими способами:
а) наружным осмотром всех сварных швов, устанавливающим соответствие фактических размеров шва проектным, а также отсутствие видимых дефектов — подрезов, непроваров, шлаковых включений, пор, трещин и незаваренных кратеров;
б) засверливанием швов с последующим травлением для проверки провара корня шва. Засверливание производится по требованию технического или авторского надзора только на дефектных участках, выявленных внешним осмотром или простукиванием молотком. Засверленные места после осмотра тщательно завариваются;
в) ультразвуковой дефектоскопией, а так же просвечиванием гамма-лучами с целью установления внутренних пороков шва. Применение этих методов контроля обязательно только в случаях, предусмотренных проектом.
9. Допускаемые отклонения в размерах и качестве сварных соединений при монтаже сборных железобетонных конструкций приведены в табл. 37-2.
10. Дефекты сварных швов должны устраняться следующими способами:
а) перерывы в швах и кратеры завариваются, причем кратеры и концы соединяемых швов в перерывах должны вырубаться;
б) швы с трещинами, непроварами и другими дефектами вырубаются и завариваются вновь;
в) подрезы основного металла, превышающие допуски, зачищаются и завариваются.
Запрещается применять чеканку для исправления неплотных швов.
11. Выполнение сварных соединений должно осуществляться под руководством лица, имеющего специальную подготовку по производству сварочных работ.
12. К выполнению сварочных работ допускаются электросварщики, прошедшие установленные испытания и имеющие удостоверение, устанавливающее их квалификацию и характер работ, к которым они допущены. На каждом узле сварщик обязан по окончании сварки поставить присвоенное ему клеймо.
13. Сварочное оборудование, рабочее место сварщика, а также свариваемые соединения должны быть защищены от дождя, снега и ветра и хорошо освещены дневным или искусственным светом.
14. Выполнение сварочных работ вносится в журнал сварочных работ. Журнал ведется мастером и не реже одного раза в декаду контролируется производителем работ, о чем делается отметка в журнале работ.
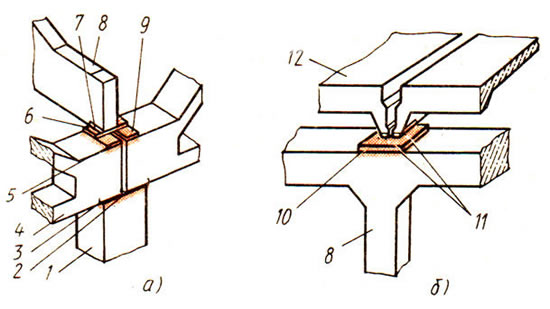
Сварные cоединение подстропильных и стропильных ферм и колонны (а); соединение плит покрытия с подстропильной фермой (б)
1 - колонна, 2, 3 - опорные плиты, колонны и подстропильные фермы, 4 - подстропильная ферма, 5 - закладная деталь подстропильной фермы, 6 - опорная плита, 7 - закладная опорная деталь стропильной фермы, 8 - стропильная ферма, 9 - монтажный шов, 10 - закладная деталь фермы, 11 - то же, ребристой плиты покрытия, 12 - плита покрытия.






