Для проверки правильности формы и геометрических размеров основания, а также размеров сварного шва применяют следующие инструменты:
· Рулетка типа 3ПК3 – 20 АУТ/1 ГОСТ 7502-80,
· Линейка ГОСТ 427-75,
· Шаблон сварщика УШС – 3.
Оборудование и материалы:
1. Инверторный источник питания DC 250.3
2. Углошлифовальная машина.
3. Катушки труб Ø 219×8 длиной 250 мм (2 шт).
4. Сварочные электроды с основным видом покрытия марки ЛБ-52У диаметром 3,2 и 4 мм (1 кг).
5. Универсальный шаблон сварщика УШС-3.
6. Линейка металлическая.
7. Лупа металлическая щетка.
8. Комплект бланков операционных карт.
Краткие теоретические сведения:
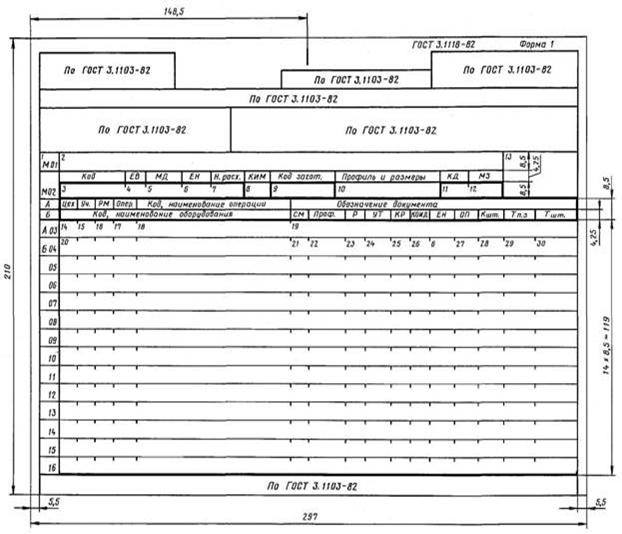
рис. 1. Бланк маршрутной карты для ТП изготовления деталей. Первый лист (форма 1)
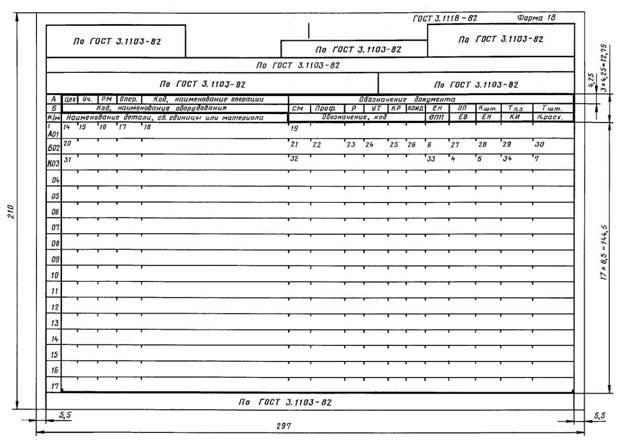
рис. 2. Бланк маршрутной карты для ТП изготовления деталей. Последующие листы (форма 1б)
Операционная карта содержит все переходы обработки детали с указанием приспособлений, режущих и измерительных инструментов режимов резания и норм времени. Обработку детали следует производить соответственно указанным в карте данным. Такую карту применяют в массовом и серийном производстве.
В маршрутной карте приводится краткое содержание операций, без указания установок, переходов и режимов резания. В карте указываются данные по материалу детали, виду и массе заготовки, оборудованию, технологической оснастке, разряду работы, нормам времени.
Для упрощения работы с технологической документацией производят ее обозначение - кодирование соответственно ГОСТ 3.1201-74. Каждый разработанный технологический документ обозначается десятью цифрами по пяти цифр через точку. До цифр в прямоугольнике указывается код организации разработчика. Первые пять цифр обозначают код характеристики документа, вторые пять - порядковый регистрационный номер. В коде характеристики документа первые две цифры определяют вид технологического документа. Например, 10 - маршрутная карта, 20 - карта эскизов, 25- технологическая инструкция, 50 - карта технологического процесса, 60 - операционная карта и т. п. Следующая цифра после первых двух характеризует вид технологического процесса по его организации. Так, цифра 1 означает единичный, 2 - типовой, 3 - групповой технологические процессы или отдельные операции. Последние две цифры характеризуют метод выполнения технологического процесса. Так, например, 01 -технологический процесс изготовления изделия, 02 - ремонт, 03 - технологический контроль, 10 - литье, 20 - ковка и горячая штамповка, 40 - механическая обработка, 50 - термическая обработка, 51-термообработка с нагревом токами высокой частоты и т. п.
Порядок выполнения работы:
1. Составить операционную карту согласно требованиям ГОСТ 3.118-82.
2. С помощью углошлифовальной машины выполнить разделку кромок
труб под сварку согласно рис. 1.1.
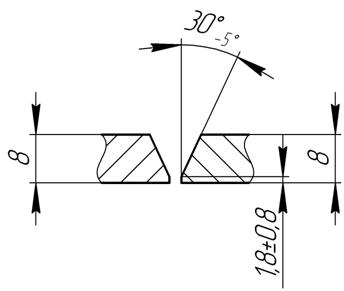
Рис.1.1. Форма разделки кромок труб.
3. С помощью углошлифовальной машины и металлической щетки произвести очистку до металлического блеска кромок и прилегающих к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
4. Произвести сборку и центровку стыков труб, при этом допускается местные смещения внутренних кромок труб (не превышающие 3 мм на длине не более 100 мм) на величину не более 2 мм. Величина зазора между кромками труб должна составлять 2,5-3 мм.
5. Сварку стыка выполнить в три слоя электродами марки ЛБ-52У способом снизу вверх на режимах, представленных в табл. 1.1.
Таблица 1.1
Режимы сварки труб электродами с основным видом покрытия
| Слой шва
| Диаметр электрода
| Полярность
| Сила сварочного тока
|
| корневой
| 3,2
| обратная
| 80 – 120
|
| заполняющий
| 4,0
| обратная
| 140 – 170
|
| облицовочный
| 4,0
| обратная
| 130 – 160
|
5.1. Непосредственно после окончания сварки корневого слоя следует произвести его зачистку снаружи трубы шлифовальным кругом. При выполнении корневого слоя шва электродами с целлюлозным покрытием шов следует тщательно зашлифовать для удаления зашлакованных «карманов» и обеспечения плоской поверхности шва.
5.2. Произвести визуально-измерительный контроль корневого шва, на предмет наличия поверхностных дефектов.
5.3. Выполнить сварку заполняющего и облицовочного швов.
6. Зачистить стык от шлака.
7. Произвести визуально-измерительный контроль.
Контрольные вопросы
1. Правила составления операционных карт.
2. Нормативный документ регламентирующий правила заполнения операционных карт.
3. Последовательность заполнения операционных карт.
4. Цель разработки операционных карт.
5. Обозначения переходов.
6. Что называют производственным и технологическим процессами?
7. Объясните понятие операция, установ, технологический переход и рабочий ход.
8. Какая разница между черновыми и чистовыми технологическими базами?
9. Почему операции или переходы при шлифовании деталей разделяют на черновые и чистовые?
10. В каких случаях необходимы операционные карты, кроме маршрутных технологических карт?
Форма отчета





