Производство стеклянной тары состоит из следующих процессов: обработка сырья, составления шихты, первичной и декоративной ее обработки.
Подготовка сырьевых материалов, приготовление шихты и режим варки тарного стекла ничем не отличаются от подготовки сырьевых материалов и варки качественного стекла любого другого назначения. Исключением может явиться только подготовка сырьевых материалов для отдельных видов стеклянной тары, когда не требуется специального обогащения сырьевых материалов от примесей железа.
Обработка сырья сводится к очистке песка и других компонентов от нежелательных примесей, тонкому измельчению и просеиванию материалов.
Приготовление шихты, тоо есть сухой смеси материалов, состоит в отвешивании компонентов согласно рецептуре и тщательном их перемешивании до полной однородности. Более прогрессивным методом является изготовление их шихты брикетов и гранул, при этом сохраняется однородность шихты, ускоряется варка.
Шихту при производстве тарных стекол готовят так же, как и при выработке листового стекла. Шихты полубелого и зелоного стекла составлется из необогащенных песков, а глинозем вводится с нефелиновым концентратом. Зеленые стекла окрашивают оксидами железа, марганца, хрома. Шихта для обесцвеченной тапы готовится из чистых сырьевых материалов. При варке тарных стекол, особенно зеленых бутылок, используют до 40% привозного обратного боя стекла, который имеет непостоянный химический состав и содержит занрязнения, поэтому его следует сортировать, промывать, дробить, анализировать и вводить в шихту как компонент по весу.
Варку стекломассы из шихты осуществляется в ваннах и горшковых печах при максимальной температуре 1450-1550̊ C. В процессе варки происходят сложные физико-химические превращения и взаимодействия сырьевых материалов с образованием и плавлением силикатов и свободного кремнезема. С помощью осветлителей стекломассу освобождают от газовых включений, тщательно перемешивают до достижения однородности по составу и вязкости.
Стекла, предназначенные для выработки стеклянной тары, обычно варят в ванных печах непрерывного действия. Лишь в отдельных случаях для выработки парфюмерной посуды из высокосортного обесцвеченного или окрашенного стекла применяют горшковые печи. Размеры и конструкции стекловаренных печей для выработки стеклянной тары определяются количеством и цветом вырабатываемого стекла и способом выработки. При работе на полуавтоматах наиболее распространены печи с подковообразным пламенем. В случае выработки стеклянной тары механизированным способом – на автоматах – применяют печи с протоком. В последнее время в производстве тары получили распространение печи без рабочего бассейна, а также печи «прямого нагрева».
При нарушениях режимов обработки сырья, приготовления шихты и варки образуются дефекты стекломассы в виде нежелательных цветных оттенков и посторонних включений – стекловидных (свиль, шлир), газовых (пузырь, мошка) и кристаллических (камни).
Способы формирования стекла
Существует большое число способов формования стекла, которые различают по характеру воздействия на стекломассу, виду производимых из стекла изделий и принципу взаимодействия стекломассы с формующими органами и устройствами. Наиболее распространены способы формования: выдувание, прессование, прессовыдувание, центробежное формование, вытягивание, прокатка, формование на подложке металла, моллирование, отливка, экструдирование. В производстве сортовой посуды и высокохудожественных изделий в основном используют выдувание, прессование, прессовыдувание и центробежное формование.
Выдувание
Несмотря на то, что ручное выдувание малопроизводительно и требует больших физических усилий, этот способ незаменим при производстве высокохудожественных изделий сложной конфигурации из хрусталя. Основной инструмент при ручном выдувании— стеклодувная трубка.
Процесс выдувания состоит из следующих операций:
1) предварительно нагретую до температуры прилипания стеклодувную трубку опускают в стекломассу и набирают ее на трубку;
2) набранную на конец трубки стекломассу закатывают на металлической плите или в других приспособлениях (катальни-ках или делоках) и из нее выдувают баночку (при наличии металлической баночки или наборной головки эта операция отсутствует);
3) на подготовленную баночку повторно набирают стекломассу в количестве, необходимом для выработки изделия; порученный набор раздувают в «пульку», которая по конфигурации приближается к готовому изделию;
4) выдувают изделие заданной конфигурации и размеров в формах.
Отличительная особенность большинства изделий, выдувае мых на трубке, состоит в том, что их верхняя часть (горло), будучи до конца формования соединена с трубкой и, находясь во время всего процесса вне формы, не приобретает требуемой конфигурации и в месте сочленения трубки с изделием в его верхней части образуется колпачок или венчик. Таким образом, полученное после отделения от трубки изделие по существу является еще полуфабрикатом и его край нужно дополнительно обрабатывать (обрезкой, шлифованием, полированием или отопкой).
Ручным выдуванием изделия вырабатывают бригадным методом. Обычно одна бригада, состоящая из 5-6 человек, изготовляет 850-1000 изделий на ножке (или 200-300 ваз для цветов). Внедрение в ручное производство средств малой механизации (например, одновременное выдувание пойла изделия и формование фигурной ножки, использование цепных конвейеров) значительно повышает производительность труда.
При механизированном способе разнообразный ассортимент изделий выдувают сжатым воздухом на различных стеклофор-мующих агрегатах. Стеклоформующие агрегаты различаются принципом питания их стекломассой: капельным (полуавтоматы ВВ-2, автоматы АБ-6, АВ-6, ВВ-7, IS-6, S-10) и вакуумным (автоматы ВВ-6; ВС-24).
В стеклоформующих машинах изделия выдуваются в положении либо дном вверх, либо дном вниз. Как правило, в машинах с капельным питанием выдувание в черновой форме производится дном вверх, затем заготовка переворачивается и выдувание в чистовой форме заканчивается дном вниз. На машинах с вакуумным питанием изделия выдуваются и в черновых, и в чистовых формах дном вниз.
Рассмотрим последовательность формования на примере выдувания стаканов. После вдавливания плунжера I происходит предварительное свободное выдувание II, поворот и вытягивание III. Последняя стадия IV — выдувание в форме при одновременном вращении трубки.
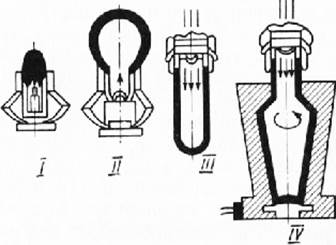
Рис.1 Последовательность механизированного выдувания стаканов на автоматах с вакуумным питанием: 1 — набор порции стекломассы после вдавливания плунжера, 11 — предварительное свободное выдувание, III — поворот и вытягивание пульки, IV — выдувание изделия в форме при одновременном вращении трубки
Прессование
Прессование бывает прямое и косвенное (литьевое). Как правило, прямым прессованием вырабатывают изделия с развитой внутренней полостью. В этом случае используют ручные (ПСП-2), полуавтоматические и автоматические (АПП-12, АРП-10) прессы.
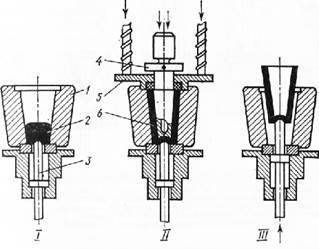
Рис.2 Последовательность операций прямого прессования стекломассы: I — подача капли стекломассы в чистовую форму (пресс-форму), II — прессование изделия пуансоном и формовым кольцом, III — выталкивание готового изделия из пресс-формы; 1 — чистовая пресс-форма, 2 —порция стекломассы, 3 — поддон-выталкиватель, 4 — пуансон, 5 — формовое кольцо, 6 — готовое изделие
Рассмотрим последовательность операции прямого прессования (рис. 2). В чистовую пресс-форму подается порция стекломассы в виде капли. На нее опускается пуансон, охлаждаемый изнутри водой и таким образом формуется изделие, внешний контур которого ограничивается стенками пресс-формы, а внутренний — пуансоном. Чтобы стекломасса не выдавливалась из пресс-формы, на нее сверху накладывают и прижимают механизмом пресса формовое кольцо. После небольшой вы держки (чтобы изделие сразу не деформировалось) пуансон с формовым кольцом поднимают в исходное положение, а изделие после охлаждения и затвердения удаляют из прессформу с помощью поддонавыталкивателя 3. Прессование ведут в неразъемных или раскрывных формах при изготовлении сложных асимметричных изделий.
Недостаток этого способа в ограниченности применения, например этим способом нельзя формовать изделия с тонкими стенками (менее 2 мм), расширяющиеся книзу, с выступами или углублениями сложной конфигурации на стенках. Кроме того, поверхность изделий, получаемых этим способом, невысокого качества (с кованностью, тонкой матовостью) из-за резкого охлаждения стекломассы и твердения в контакте с поверхностью пресс-формы в ходе формования.
Прессовыдувание
Рассмотрим последовательность формования изделия способом прессовыдувания.
Существуют стеклоформующие машины (Гартфорд-28), в которых пулька в процессе формования остается неподвижной, а перемещаются черновая (отводится в сторону) и чистовая (поднимается к пульке снизу) формы.
Недостаток этого способа формования в сложности процесса и технологии, однако этот способ обеспечивавает точное регулирование толщины и четкое воспроизведение геометрических размеров формуемых изделий.
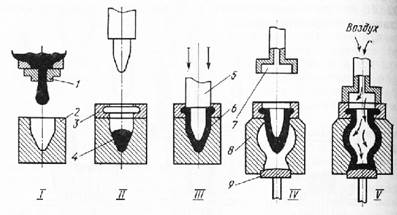
Рис.3 Последовательность формования изделия методом прессовыдувания: I — подача порции стекломассы в черновую форму, II — подвод пуансона к черновой форме, III — прессование горла изделия, IV — перенос заготовки из черновой в чистовую форму, V —выдувание изделия в чистовой форме; 1 — питатель, 2 — черновая форма, 3 — формовое кольцо, 4 — порция стекломассы, 5 — пуансон, 6 — пулька, 7 — дутьевая трубка, 8— чистовая форма, 9 — поддон
Центробежное формирование
Центробежное формование основано на использовании центробежной силы быстровращающейся формы. Этим способом формуют полые цилиндрические или конические изделия различного назначения из стекол, трудно поддающихся формованию (тугоплавких, «коротких», кристаллизующихся).
Последовательность операций при формовании следующая. В форму подается точно отвешенная порция стекломассы, и форма начинает быстро вращаться. Создается центробежная сила, под влиянием которой стекломасса равномерно распределяется по внутренним стенкам формы, точно воспроизводя се конфигурацию. Чем больше частота вращения, тем больше Центробежная сила и тем выше стекло поднимается в форме. Продолжительность формования 10-15 с.
Изделия, отформованные этим способом, имеют гладкую блестящую поверхность даже при сложной конфигурации. При центробежном формовании по сравнению с другими способами сокращается расход стекломассы за счет того, что не образуется формовочный колпачок. Кроме того, этот способ легко поддаётся механизации, благодаря чему сокращается количество ручного труда и снижается себестоимость изделия.
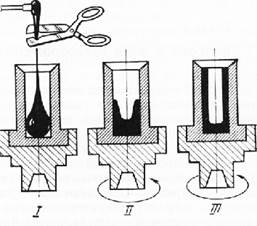
Рис.4 Последовательность формования изделия центробежным способом: I — ручной набор стекломассы в форму для формования, II — начало подъема стекломассы в форме в момент включения вращения формы, III — окончательное формование изделия







