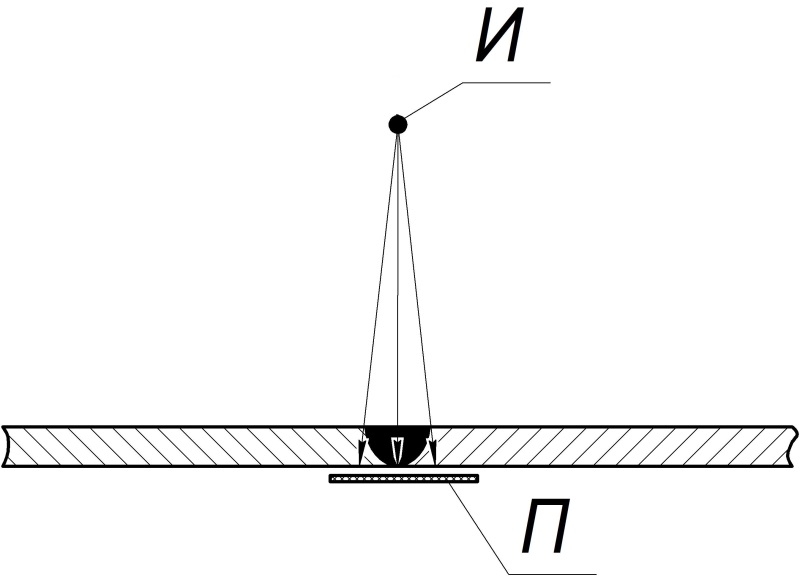
И – источник ионизирующего излучения; П – пленка
Рисунок 7.7 – Схема контроля прямолинейного и близкого к прямолинейному сварного соединения
7.6.33 При расчете расстояния f при контроле прямолинейных и близких к прямолинейным сварных соединений, если пленка прилегает к поверхности просвечиваемого металла, должно удовлетворяться условие
f ≥ S с t, (7.11)
где  при t ≤ 100 мм и
при t ≤ 100 мм и  при t > 100 мм – для класса радиографического изображения А;
при t > 100 мм – для класса радиографического изображения А;
при t ≤ 50 мм, и при t = 50…100 мм и  при t > 100 мм – для класса радиографического изображения В;
при t > 100 мм – для класса радиографического изображения В;
– для класса радиографического изображения С.
7.6.34 При контроле с расположением пленки на расстоянии b до обращенной к пленке поверхности сварного соединения при расчете f для контроля прямолинейных и близких к прямолинейным сварным соединениям в формуле (7.11) вместо величины t используют величину t + b.
7.6.35 Для всех классов радиографического изображения расстояние f = Sс (t + b) не должно быть менее величины 4(t + b).
7.6.36 Допускается проводить РК при расстоянии f менее 4(t + b) при выполнении условия f ≥ с S (t + b); при этом качество РС должно соответствовать требованиям к заданному классу радиографического изображения.
7.6.37 Длина контролируемых за одну экспозицию участков Lуч не должна превышать 0,8 f.
7.6.38 Для обеспечения 100 % контроля тавровых сварных соединений контроль следует проводить с обеих сторон для каждого участка привариваемого элемента.
Схема просвечивания по образующей тавровых сварных соединений не гарантирует выявление дефектов в зоне сплавления основного и привариваемого элементов.
Проведение радиографического контроля
7.7.1 Радиографический контроль сварных соединений выполняется в следующей последовательности:
- произвести разметку сварного соединения в соответствии со схемой контроля;
- установить на контролируемый участок маркировочные знаки, ограничительные метки и эталоны чувствительности, мерительный пояс;
- установить кассету с пленкой;
- выставить требуемое расстояние от ИИИ до ОК;
- выставить требуемый угол направления излучения;
- выполнить экспонирование пленки;
- снять с контролируемого участка кассету с пленкой;
- перейти на следующий участок контроля и аналогично приведенному выше процессу произвести просвечивание последующего участка;
- аналогично выполнить просвечивание всего ОК;
- передать кассеты с пленкой в фотолабораторию для химико-фотографической обработки снимков.
Маркировку снимков, установку эталонов чувствительности и ограничительных меток на контролируемый участок следует выполнять в соответствии с рисунком 7.8.
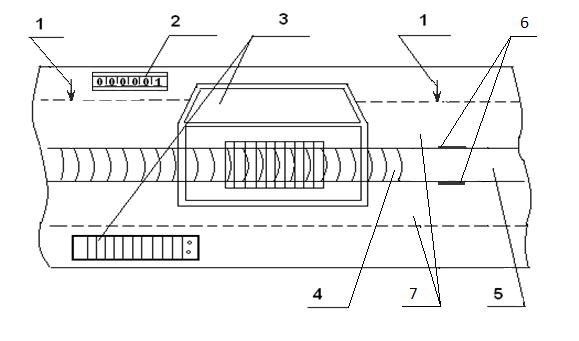
1‑ограничительные метки; 2‑маркировочные знаки;
3‑эталоны чувствительности (проволочный и канавочный); 4‑сварной шов; 5‑сварной шов со снятым усилением; 6‑ ограничительные метки ширины шва со снятым усилением; 7‑ околошовная зона.
Рисунок 7.8 – Схема установки маркировочных знаков, эталонов чувствительности и ограничительных меток
В случае невозможности установки эталона чувствительности на контролируемом сварном соединении или невозможности получения его изображения на снимке допускается определять чувствительность при помощи эталона на образцах-имитаторах сварного соединения с радиационной толщиной, равной радиационной толщине контролируемого сварного соединения.
7.7.4 Ширина снимка должна обеспечивать получение изображений сварного шва, эталонов чувствительности, маркировочных знаков и околошовной зоны, шириной:
- не менее 5 мм – для стыковых сварных соединений при номинальной толщине труб до 5 мм включительно;
- не менее номинальной толщины стенки трубы – для стыковых сварных соединений при номинальной толщине труб от 5 до 20 мм включительно;
- не менее 20 мм – для стыковых сварных соединений при номинальной толщине труб свыше 20 мм.
Для угловых сварных соединений околошовная зона устанавливается технической документацией на контроль и приемку этих изделий.
Длина снимка должна обеспечивать перекрытие изображений смежных участков сварных соединений не менее 0,2 длины участка при его длине до 100 мм и не менее 20 мм при его длине свыше 100 мм.






