Без выемки активной части:
Внешним осмотром проверяют состояние узлов трансформатора. Салфеткой протирают изоляторы, контролируют их состояние и надежность крепления. Осматривают шины, провода, маслоструйные реле. Проверяют уровень масла по маслоуказателю. Убеждаются в отсутствии течи масла по изоляторам, соединениям маслопровода и в местах крепления крышки к баку; по положению красной контрольной стрелки дистанционного термометра, показывающей максимальную температуру трансформаторного масла, которая была во время работы электровоза по линии, определяют случаи возможного нагрева его выше допустимой температуры 80 °С.
Превышение температуры масла при отсутствии внутренних повреждений трансформатора свидетельствует о нарушении режима его охлаждения. В этом случае проверяют напор масла в системе охлаждения, положение разобщительного крана на трубопроводе, увеличивают подачу охлаждающего воздуха. Течь устраняют затяжкой болтов и гаек в местах соединения. При течи по трубкам секций радиаторов заменяют неисправную секцию.
Проверяют состояние шинного монтажа и надежность электрического контакта. Наконечники гибких проводов должны быть надежно пропаяны. При плохой пайке и недостаточно плотном контакте соединение будет нагреваться, что может привести к выплавлению припоя. Гибкие провода, особенно в соединениях башмаков выводов трансформатора и шинного монтажа, не должны находиться в натянутом состоянии, так как это может привести к излому изоляторов. Провода с повреждением более 15 % жил заменяют. Наконечники заземляющего кабеля должны быть прочно закреплены к корпусу бака и к полу кузова электровоза и обеспечивать надежное заземление.
С выемкой активной части:
При обнаружении задиров изоляции катушек поврежденную изоляцию подрезают, зачищают шкуркой для удаления заусенец, нарезают полоски кабельной бумаги марки К - 080 или К - 120, длиной на 10 мм больше в стороны поврежденной изоляции. Медь и полоски промазывают клеем БФ - 2 и дают просохнуть 3 – 5 минут, после чего их наклеивают. Каждую полоску проглаживают после чего на всю ширину катушки на поврежденное место накладывают бандаж из тафтовой ленты в полуперекрышу.
При обнаружении трещин в стенках бака и сварных швах их устраняют электросваркой, место сварки насухо вытирают, очищают от краски, прогревают газовой горелкой.
При обнаружении отслоения краски от стенки – поврежденное место зачищают и окрашивают при помощи пульверизатора нитроэмалью №624С. Если обнаружена течь масла по коллектору, то его снимают и пропаивают концы всех трубок. При низком сопротивлении изоляции произвести сушку активной части в вакуумно-сушильной установке, заменить масло.
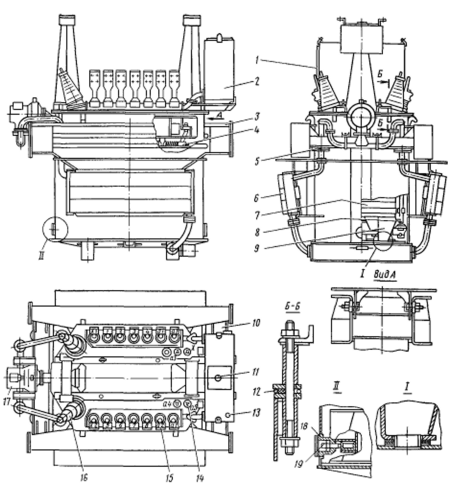
Рисунок 4 Тяговый трансформатор ОДЦЭ - 5000 / 25Б
1 – масл
оуказатель; 2 – расширитель; 3 – балка камера;
4 – специальное устройство (для постоянного усилия стяжки обмоток);
5 – конический стакан; 6 – охладитель; 7 – активная часть; 8 – соединение выводов с отводами; 9 – ярмовая балка; 10 – опорная балка; 11 – отверстие в пробке; 12 – резиновое уплотнение; 13 – пробка; 14 – вывод обмотки собственных нужд; 15 – вывод тяговой обмотки; 16 - вывод сетевой обмотки; 17 – электронасос; 18 – стальная заглушка;
19 – упор (для крепления активной части);
ПРА – 48; РС – 53; ИШ – 95;
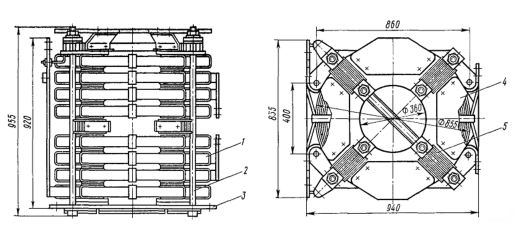
Рисунок 5 Реактор переходный ПРА – 48
1 – cпиральная катушка; 2 – шпилька; 3 – основание;
4 – лист асбестоцементный; 5 – экранирующий пакет;
Переходный реактор ПРА - 48 представляет собой комплект двух реакторов, каждый из которых работает самостоятельно в одном из плеч вторичной обмотки трансформатора.
Каждый отдельный реактор состоит из четырех спиральных катушек 1 (рисунок 5), намотанных из двух параллельных алюминиевых шин сечением 8X60 с зазором между шинами 7 мм.
Каждая катушка в восьми местах стянута бандажами из стеклоленты. Комплект из четырех катушек пропитывается в лаке ПЭ - 933 Л ТУ 6 - 10 -714 — 68.
Для уменьшения потоков рассеяния в торцовых частях каждого реактора расположены специально экранирующие пакеты 5, шихтованные из электротехнической стали Э22 ГОСТ 802—58 толщиной 0,5 мм. Оба комплекта катушек устанавливаются на основании 3 из гетинакса толщиной 30 мм и в осевом направлении стянуты восемью шпильками 2
М24 из дюралюминиевого сплава. Для предотвращения попадания между витками посторонних предметов над верхним комплектом катушек укреплены листы
4 из доски асбестоцементной толщиной 12 мм ГОСТ 4248 — 68. Принципиальная электрическая схема реактора показана на рисунке 6.

Рисунок 6 Электрическая схема реактора
При установке реактора на крышке трансформатора расстояние между крышкой и основанием реактора должно быть не менее 100 мм.
Транспортировать реактор можно только при помощи специального приспособления, зацепленного за середину двух боковин верхнего экранирующего пакета (рисунок 7) с охватом их на длине 150 мм. При транспортировке, монтаже, демонтаже реактора обращайте внимание на крайние витки катушек, так как возможны деформации и замыкание витков между собой. Если обнаружен зазор между витками менее 5 мм, то его необходимо увеличить до 6 – 7 мм.
При ремонте переходные реакторы снимают с электроподвижного состава при проведении среднего ремонта, а сглаживающие – только в случае необходимости их ремонта или неудовлетворительного состояния изоляции. После осмотра и проверки выявленные дефекты устраняют. В обмотках замеряю, сопротивление изоляции, и убеждаются в отсутствии межвиткового замыкания. Индуктивность реактора не должна отличаться от номинального значения более чем на +/- 5%. Изоляторы и рейки, имеющие трещины, повреждения электрической дугой и отколы более 10% пути возможного перекрытия напряжением, заменяют. Повреждённый шины с прогарами глубиной до 3 мм зачищают, а при большей глубине – наваривают и восстанавливают до предельно допустимых размеров. При незначительном нарушении покрытия катушек их окрашивают электроизоляционной эмалью согласно данным чертежа.
В случаях же, когда сопротивление изоляции катушек приближается к браковочным параметрам, их пропитывают защитным лаком и подвергают сушке.
После ремонта между выводными шинами и корпусами реакторов замеряют сопротивление (оно должно быть не менее 800 Мом), изоляцию испытывают на электрическую прочность переменным током частотой
50 Гц и напряжение 10 кВ в течении 1 мин.
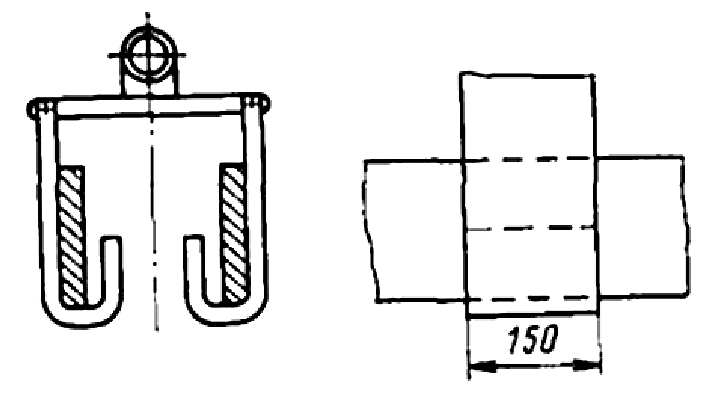
Рисунок 7 Схема приспособления для транспортировки реактора
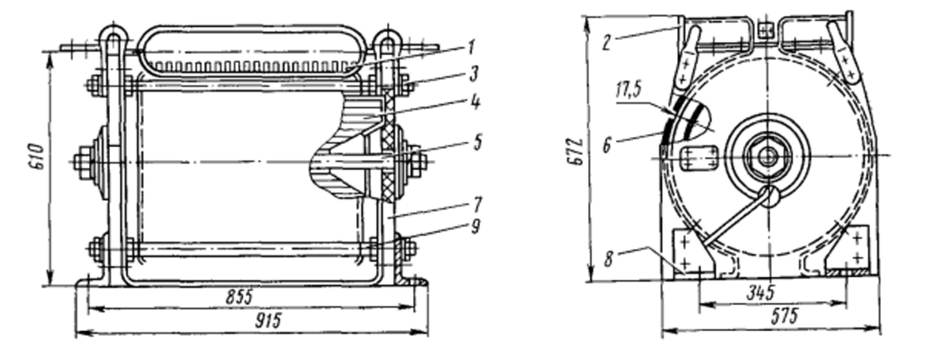
Рисунок 8 Реактор сглаживающий РС – 53
1 – катушка; 2, 6 – стеклопластовый кожух; 3, 5, 9 – стяжные шпильки; 4 – магнитопровод; 7 – гетинансовая боковина; 8 – установочный уголок;
Реактор состоит из катушки 1 с магнитопроводом 4, двух гетинаксовых боковин 7, улучшающих охлаждение реактора, стяжных шпилек 3, 5, 9 и установочных уголков 8. Обмотка выполняется из шины медной ШММ 4X65 ГОСТ 434 — 71, намотанной на ребро с зазором между витками 4 мм. Витковая изоляция выполнена из электронита ТУ38 -5 – 522 — 69, устанавливается на 1/3 высоты обмотки для улучшения охлаждения последней. Обмотка вместе с магнитопроводом опрессовывается в осевом направлении и подвергается вакуумно -
нагнетательной пропитке в лаке ПЭ - 933 Л ТУ 6 – 10 – 714 — 68 с последующей выпечкой. Магнитопровод радиально шихтованный из лакированных листов электротехнической стали Э22 толщиной 0,5 мм ГОСТ 802 — 58. Цилиндрическая поверхность и торцы магнитопровода покрыты стеклопластом. Толщина основного слоя стеклопласта 7 мм. Для интенсивного обдува обмотки применены стеклопластовые кожуха 2 и 6. Обмотка и магнитопровод с торцов зажимаются гетинаксовыми боковинами и в осевом направлении стягиваются пятью шпильками из дюралюминиевого сплава Д17 ГОСТ 4783 — 68.
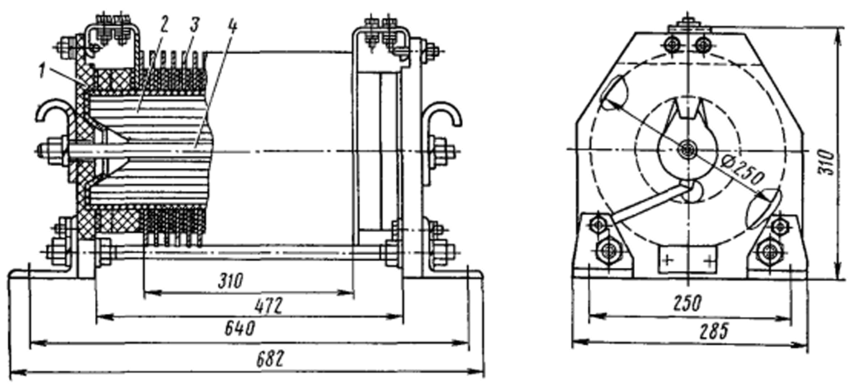
Рисунок 9 Индуктивный шунт ИШ – 95
1 – боковина; 2 – магнитопровод; 3 – обмотка; 4 – шпилька;
Индуктивный шунт состоит из обмотки 3 (рисунок 9), двух боковин 1 из гетинакса толщиной 30 мм ГОСТ 2718 — 74, стянутых в осевом направлении тремя шпильками Ml6 4. Катушка шунта собирается на магнитопроводе 2, состоящем из пластин электротехнической стали Э22 толщиной 0,5 мм ГОСТ 802 — 58, изолированных лаком № 302 ТУ МХП 1355 — 46 и шихтованных радиально. Магнитопровод изолирован стеклопластом. Обмотка катушки выполнена из ленты медной МГМ 3X45 ГОСТ 434 — 71, намотанной на ребро с зазорами между витками 2 мм.
Витковая изоляция — электронит толщиной 1 мм ТУ 38 – 5 - 522 — 69. Катушка с магнитопроводом пропитывается в лаке ПЭ - 933 JI ТУ6 -10 - 714 — 68 вакуумно-нагревательным способом с последующей выпечкой.
Технология ремонта индуктивных шунтов по многим позициям аналогична ремонту переходных реакторов. Их состояние при деповских видах ремонта проверяют без снятия с локомотива. Поэтому только в
случае межвиткового замыкания, неудовлетворительного состояния изоляции катушек и индуктивности, значение которой отличается от номинального более чем на +/- 5% индуктивные шунты снимают и ремонтируют. При необходимости подтягивают стяжные шпильки.
2.1.6 Требования по обеспечению безопасности движения поездов
Требования ПТЭ, предъявляемые к содержанию, ремонту и ТО подвижного состава
Предприятия ОАО «РЖД» обязаны обеспечивать безопасность для жизни и здоровья пассажиров при проездах, перевозки грузов, грузобагажа и багажа, безопасность движения поездов и других железнодорожных транспортных средств, в том числе при маневровой работе, эксплуатации транспортных и иных технических средств, связанных с перевозочным процессом, охрану труда работников железных дорог и охрану окружающей среды.
Основным документом по безопасности движения поездов является приказ № 1Ц МПС РФ от 08.01.1994г. (О мерах по обеспечению безопасности движения на железнодорожном транспорте).
На Октябрьской ж. д. с 2005г. действует приказ № 1Н (О дополнительных мерах по обеспечению безопасности движения поездов на Октябрьской железной дороге).
Подвижной состав должен своевременно проходить планово – предупредительные ремонты, техническое обслуживание и содержаться в эксплуатации в исправном состоянии, обеспечивающий их бесперебойную работу, безопасность движения и выполнение требований охраны труда.
Подвижной состав должен удовлетворять требованиям габарита подвижного состава, установленного государственным стандартом.
Типы и основные характеристики вновь строящегося подвижного состава утверждаются в порядке, установленном МПС России.
Техническое задание на вновь строящийся подвижной состав утверждается по согласованию с ОАО «РЖД».
Подвижной состав и специальный подвижной состав подлежит в соответствии с законодательством Российской Федерации обязательной сертификации в рамках Системы сертификации на федеральном железнодорожном транспорте (ССФЖТ).
Техническое состояние локомотивов, мотор - вагонного и специального самоходного подвижного состава должно систематически проверяться при техническом обслуживании локомотивными бригадами или бригадами специального самоходного подвижного состава, комплексными и специализированными бригадами на пунктах технического обслуживания, в основных депо и депо для самоходного подвижного состава, оснащённых современным диагностическим оборудованием, а также периодически контролироваться руководством депо, отделений железной
дороги, службы локомотивного хозяйства или службой которой принадлежит самоходный подвижной состав, а также ревизорским аппаратом.
Требования к техническому состоянию подвижного состава, а также порядок его технического обслуживания и ремонта устанавливаются ОАО «РЖД».
В целях более эффективного использования тягового подвижного состава и снижения эксплуатационных расходов, исходя из сложившегося технического состояния локомотивного парка, разработано и утверждено «Положение о системе технического обслуживания и ремонта локомотивов ОАО «РЖД»»за номером приказа 3Р от 17.01.2005 г.
Настоящее Положение устанавливает систему технического обслуживания и ремонта локомотивов ОАО «РЖД» и распространяется на работников ОАО «РЖД», причастных к эксплуатации, техническому обслуживанию и ремонту локомотивов.
Локомотивы и мотор - вагонный подвижной состав, а также специальный самоходный подвижной состав два раза в год (весной и осенью) должны комиссионно осматриваться в соответствии с порядком, установленным ОАО «РЖД».
2.1.7 Автоматизация и механизация процессов ремонтов





