Лучший инструмент для шлифовки стороны шпиндельная шлифмашина, поскольку она имеет дополнительное движение вверх/вниз. Можно самому сделать такую машинку типа как на рисунке (6) при помощи вертикально-установленной электродрели, шлифовального барабана и доски (5). Области, которые более трудны добраться до, типа вырезов под руку, могут быть обработаны при помощи шлифовальных барабанов маленького диаметра.
Управляемые колесом барабаны шлифовки
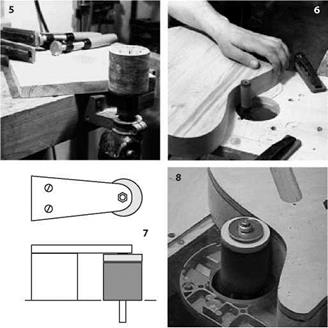 Шлифовальный барабан с установленной направляющей шайбой очень полезен, поскольку Вы можете оставить шаблон на деке и шлифовать по нему. Такие барабаны могут быть как самодельные (7), так и покупные (8). Я использовал небольшую деревянную направляющую шайбу.
Шлифовальный барабан с установленной направляющей шайбой очень полезен, поскольку Вы можете оставить шаблон на деке и шлифовать по нему. Такие барабаны могут быть как самодельные (7), так и покупные (8). Я использовал небольшую деревянную направляющую шайбу.

Шлифовка деки
Шлифовка поверхностей отнимает много времени. Эксцентриковая шлифмашина может значительно сократить это время. Применяйте жесткую шлифовальную тарелку для плоской поверхности (1) и эластичную для куполообразных или кривых поверхностей (2). Для труднодоступных мест, типа вырезов под руку подойдет скребок (3,4). Начинайте с наждачной бумаги № 80 и далее меняйте до 120. Заключительная шлифовка должна быть сделана вручную с бумагой № 180 и только по волокнам.
 Шлифовка может конечно также быть сделана полностью вручную, без электроприборов, но это требует большого терпения. Используйте наждачную бумагу № 80 или 100 для шлифовки деки (5). Какую выбрать зависит от первоначального качества поверхности. Если Вы начинаете с № 80, шлифуйте под углом к волокнам. Потом возьмите № 100 и шлифуйте в противоположном направлении. При этом легко видеть, как исчезают следы предыдущей обработки. Заканчивайте № 120, шлифуя по волокнам (6) и удаляя любые следы более грубой бумаги, используемой прежде. Для ручной шлифовки выпуклых частей наждачную бумагу обертывают вокруг короткого бруска. Т.к. дека еще будет подвергаться дальнейшей обработке применение более мелкой наждачной бумаги чем № 150 или 180 на данном этапе не целесообразно.
Шлифовка может конечно также быть сделана полностью вручную, без электроприборов, но это требует большого терпения. Используйте наждачную бумагу № 80 или 100 для шлифовки деки (5). Какую выбрать зависит от первоначального качества поверхности. Если Вы начинаете с № 80, шлифуйте под углом к волокнам. Потом возьмите № 100 и шлифуйте в противоположном направлении. При этом легко видеть, как исчезают следы предыдущей обработки. Заканчивайте № 120, шлифуя по волокнам (6) и удаляя любые следы более грубой бумаги, используемой прежде. Для ручной шлифовки выпуклых частей наждачную бумагу обертывают вокруг короткого бруска. Т.к. дека еще будет подвергаться дальнейшей обработке применение более мелкой наждачной бумаги чем № 150 или 180 на данном этапе не целесообразно.
Когда идет шлифовка неизбежно образуется много деревянной пыли. По этому используйте для сбора пыли пылевой мешок или вакуумный шланг с электроинструментами и защитную маску когда шлифовка проводится вручную.
Выпуклый топ

 Чтобы сделать куполообразную поверхность, Вы можете использовать специальный рубанок (8) или рашпиль (7). Затем наждачную бумагу с увеличением ее номера по мере шлифовки.
Чтобы сделать куполообразную поверхность, Вы можете использовать специальный рубанок (8) или рашпиль (7). Затем наждачную бумагу с увеличением ее номера по мере шлифовки.

Закругление краев
Закругление краев лучше всего сделать специальной профильной фрезой с установленным на конце шарикоподшипником. Они бывают различных радиусов. Радиус края деки стандартного размера, которая будет оснащена стандартной декоративной панелью, не должен быть слишком большим и ни в коем случае не должен превысить 6mm (1/4"), т.к. иначе, скругленный край зайдет под декоративную панель, а край декоративной панели не будет лежать на плоскости деки. Если декоративная панель отсутствует, закругление можно делать любым. Для этих целей можно даже использовать профильные эллиптические фрезы.
Регулировку высоты фрезы для получения равномерно-скругленного края провести не просто. Я делаю это, контролируя обработку по опоре фрезера.
 Я всегда закругляю такие края в два прохода: на первом проходе я не опускаю фрезу полностью, а на втором проходе я снимаю то, что осталось после первого прохода. Это дает чистый край и фреза не перегревается и не оставляет ожоги на поверхностях древесины. Рисунок 9 показывает оба прохода в небольшой области. Два прохода также желательны, при использовании фрезера установленного под столом (10).
Я всегда закругляю такие края в два прохода: на первом проходе я не опускаю фрезу полностью, а на втором проходе я снимаю то, что осталось после первого прохода. Это дает чистый край и фреза не перегревается и не оставляет ожоги на поверхностях древесины. Рисунок 9 показывает оба прохода в небольшой области. Два прохода также желательны, при использовании фрезера установленного под столом (10).
Если гриф крепится через металлический подпятник или металлические шайбы, радиус края должен заканчивая перед ними (в конце деки). Область в районе крепления грифа должна остаться плоской, поскольку иначе скругленный край был бы под пластиной или металлическими шайбами (11). Чтобы не ошибиться я отмечаю эти места (12). Оставшиеся места края закругляются вручную, закругление края, сходящее на нет, отмечено на рисунке (11) стрелками.
Изготовление деки повышенной комфортности. Области на деке под руку и живот делают маленьким рубанком (13), скобелем, рашпилем, скребком и наждачной бумагой (14).
Фрезерование полостей.
Деку можно сделать полой также вышеупомянутым фрезером. Для этого к основанию фрезера надо прикрутить большую, дополнительную опорную пластину, чтобы позволить проводить фрезеровку поперек ширины деки. Использование пластины из оргстекла позволит контролировать процесс фрезеровки.
Другой способ состоит в закреплении фрезера на двух длинных досках (как на лыжах). Позаботьтесь о сборе пыли на вашем фрезере.
Изготовление полой деки
Полости в деке
 Дека, сделанная из двух частей – вершины (топа) и основания - позволяет делать выпуклые корпуса. Это добавляет дополнительные акустические свойства звуку электрогитары, но также и увеличивает вероятность обратной связи на более высоких частотах.
Дека, сделанная из двух частей – вершины (топа) и основания - позволяет делать выпуклые корпуса. Это добавляет дополнительные акустические свойства звуку электрогитары, но также и увеличивает вероятность обратной связи на более высоких частотах.
Сделайте шаблон для полостей. Если Вы оставите в середине древесину, датчики и бридж могут быть установлены обычным способом, при этом в области бриджа эта средняя часть должна быть достаточно широкой. Основание такой деки толщиной 40mm (l5/8") показано на рисунке 1, а топ толщиной 6mm (1/4"). Полости глубиной 34mm (l 5/16") и шириной, чтобы они могли быть сделаны фрезером. Удалите максимально возможное количество дерева фрезой «Фоснера» перед чистовой обработкой. Затем обработайте фрезером ведя фрезу с установленным шарикоподшипником по шаблону. При этом снимается меньше дерева и меньше напряжение на фрезе. Толщина основания деки в полостях должна быть не менее 6mm (1/4").
Если дека имеет выгиб поперек ее ширины, середина топа должна быть более толстой, чтобы позволить установить бридж. Я сделал основание деки (2) толщиной 30mm (l 3/16") и топ 15mm (19/32"). В этом случае полости должны быть глубиной 24mm (15/16").

Для обработки краев полостей я сделал следующее приспособление: фрезер установлен «вверх ногами» под столом, а над фрезой на направляющей закреплен поводок (металлический штырь) (3) такого же диаметра как и фреза. Направляющая откорректирована таким образом, чтобы поводок был расположен точно над фрезой. Моя фреза диаметром 19mm 3/4", а поводок – шпунт диаметром 19mm (3/4"). Шаблон, который на рисунке 3 все еще лежит на деке, закрепляется на ее обратной стороне. После этого дека помещается между поводком и фрезой и фрезеровка ведется по шаблону (4); опилки проваливаются в отверстия в столе. Постоянно следите за точностью фрезеровки до тех пор пока края полости не станут гладкими (5). Такой метод очень безопасный, поскольку фреза полностью закрыта, а глубина выборки не может быть больше.

Изготовление топа
 Большинство гитарных топов сделаны из одной доски по технике продольного распиливания (т.е. доска пилится на ленточной пиле вдоль длины по всей ширине, а полученные две половины раскладываются в противоположные стороны и склеиваются как показано на рисунке (6)). Результат – получаем почти совершенно симметричные, ровные поверхности. Для того что бы сделать такой распил направляющая должна быть установлена чрезвычайно точно. Поэтому я использовал дополнительную доску, прикрученную к направляющей. Конечно лучше использовать короткую направляющую только в области пилы, поскольку это позволяет делать небольшие исправления, если пила уходит в сторону. Полотно пилы, которое я использую на рисунке 7, узкое; используйте насколько это возможно более широкое полотно.
Большинство гитарных топов сделаны из одной доски по технике продольного распиливания (т.е. доска пилится на ленточной пиле вдоль длины по всей ширине, а полученные две половины раскладываются в противоположные стороны и склеиваются как показано на рисунке (6)). Результат – получаем почти совершенно симметричные, ровные поверхности. Для того что бы сделать такой распил направляющая должна быть установлена чрезвычайно точно. Поэтому я использовал дополнительную доску, прикрученную к направляющей. Конечно лучше использовать короткую направляющую только в области пилы, поскольку это позволяет делать небольшие исправления, если пила уходит в сторону. Полотно пилы, которое я использую на рисунке 7, узкое; используйте насколько это возможно более широкое полотно.
Будьте осторожны, распиливая древесину. Если что то пошло не так, как надо (напряженность полотна ленточной пилы очень большое), например доска двинута слишком резко, полотно пилы может согнуться или сломаться, немедленно остановите пилу. Так что держите ваши пальцы подальше от распила. Для безопасности всегда используйте толкатель чтобы двигать доску. Если ленточная пила была правильно отрегулирована, сделать такой распил не составит большой проблемы.
После того, как обе половины были обработаны, они склеиваются как показано на рисунке 8. Вес струбцины или молотка достаточен, чтобы удержать середину, а для склеивания достаточно только небольшого давления (реализуемого клиньями).
 Красивые гитарные топы
Красивые гитарные топы
Если Вы можете позволить себе приобрести любую древесину, можно наклеить симпатично-выглядящие топы из волнистого клена, огненного клена или птичьего глаза на цельную или полуполую деку.
 Наклеивание топа
Наклеивание топа
После того, как заготовка для топа была склеена и отшлифована, из нее по линии обвода деки вырезают собственно сам топ (1). Для склеивания деки и топа используйте все имеющиеся в наличии струбцины (2). Давление струбцин может быть распространено более равномерно, если использовать деревянные прокладки.
После того, как топ был наклеен, по шаблону деки ее обрабатывают как описано выше в случае с цельной декой (3). Крепеж шаблона также шурупами в районе кармана грифа и места под датчик. Мне повезло, так как в моем распоряжении оказались достаточно широкие заготовки ясеня и махагони для изготовления без склеек основания и топа деки соответственно. Обработку топа, наклеенного на обработанное основание, можно сделать используя основание деки в качестве шаблона и фрезу с подшипником на конце (4).
Окантовка
Деки смотрятся круче с окантовкой по краю, которую можно легко сделать (если топ гитары плоский) фрезой (6). Так как легче сошлифовать окантовку под деку чем наоборот, паз под нее должен быть шириной на 1/10 мм (0.004") меньше чем ширина окантовки. Аналогично и для глубины паза и толщины окантовки.
Наклейка окантовки
Клей для окантовки готовится в стеклянной или керамической посуде из маленьких кусочков целлулоида, растворенных в ацетоне. По этому будьте осторожны при восстановлении старых гитар – ацетон растворяет нитроцеллюлозный лак!
Рисунок (7) показывает проверку правильности установки фрезы. Окантовка должна немного выступать над декой. Перед фрезеровкой деки потренируйтесь на ненужных деревяшках. В итоге вы должны получит вот такой паз на краю деки (8).
Окантовка от поставщиков гитарных мастерских обычно сделана из целлулоида т.е ацетата. Следовательно, лучший растворитель, для склеивания - ацетон. Нанесите на окантовку по длине приблизительно ширины Вашей ладони клей, прижмите ее рукой в паз (9) и закрепите небольшими отрезками малярного скотча. Затем проделайте то же для следующей части окантовки и т.д. Приблизительно по прошествии шести часов скотч можно снять и с помощью скребка подогнать окантовку под с деку.
Акустические отверстия и эфы лучше всего размечать и фрезеровать по шаблону. Я обычно использую 5mm фрезу и 10mm шаблон (10). В моем случае шаблон должен быть 10/2 минус 5/2 = 2.5mm больше реального размера. Закрепите его с двухсторонней лентой. Если опилки попали в деку, их можно легко удалить пылесосом. Акустические отверстия также можно отделать окантовкой (11).



Изготовление грифа
Лучшая древесина для грифа - тангентального или радиального распилов без сучков и свилей, кроме того такая древесина наименее подвержена деформации. Клен и красное дерево - наиболее часто используемые породы древесины для грифа, однако в принципе можно использовать другие виды древесных пород типа березы, ольхи, ясеня, дуба, и др. Гриф может быть двух типов – с накладкой или без. В изготовлении этих двух типов имеются значительные различия, которые я опишу ниже. Я рекомендую для вашей первой гитары сделать гриф с накладкой. Хотя это и более трудоемко, но более легкий и более безопасный подход.
Подготовка заготовки грифа
Чтобы сделать цельный гриф потребуется заготовка толщиной 25mm (l"), для грифа с накладкой толщиной 19mm (3/4"). Ширина заготовки грифа зависит от ширины головки грифа и его длины - длина накладки плюс длина головки грифа. Если доска не достаточно широкая, можно позже приклеить дополнительную часть, чтобы сделать головку грифа. В этом случае заготовка грифа может быть такой же ширины как и конец грифа.
Обработайте заготовку по размерам, оставляя припуск на дальнейшую обработку. В сечении доска должна быть прямоугольной (1). На рисунке 2 показана березовая доска радиального распила, которая будет использоваться для изготовления цельного грифа, если в течение обработки не появятся скрытые дефекты.


 Если цельная доска имеет дефекты, я рекомендовал бы склеить вместе две или больше заготовки без дефектов, удостоверяясь, что годичные кольца заготовок располагались в противоположных направлениях. На рисунке 3 показаны две заготовки махагони сделанные из оконного блока более чем 30-летней выдержки, который лежал на чердаке в течение многих лет.
Если цельная доска имеет дефекты, я рекомендовал бы склеить вместе две или больше заготовки без дефектов, удостоверяясь, что годичные кольца заготовок располагались в противоположных направлениях. На рисунке 3 показаны две заготовки махагони сделанные из оконного блока более чем 30-летней выдержки, который лежал на чердаке в течение многих лет.

Этот пример показывает где можно взять хорошее дерево. Другой вариант состоит в том, чтобы скомбинировать два различных типа древесины, чтобы сделать так называемый гриф-сандвич, вклеивая две полосы одного типа древесины между тремя полосами другого, например клена. Такой гриф очень устойчив к напряжениям и деформации. Если Вы делаете гитару с головкой без наклона – приготовления на этом закончены. Если, однако, ваша гитара должна иметь головку с наклоном, потребуется еще кое какая работа.
Варианты изготовления отклоненной головки
Я отдаю предпочтение гитарам с отклоненной головкой грифа, т.к. такая конструкция увеличивает давление струн на верхний порожек и делает ненужным применение ретейнеров (фиксаторы) на головке грифа, которые в свою очередь создают дополнительное трения при настройке. Угол наклона может быть между 4 и 15 градусами.
Изготовление головки грифа из заготовки для грифа - хороший пример того, как эффективно использовать материал (4, 5). Если Вы выбрали этот подход, я рекомендую наклон головки грифа 15 градусов. Поскольку направление волокон в заготовке грифа и в головке грифа одинаковое - продольное, таким образом достигается большая стабильность. Волокна идут по длине головки грифа, в отличии от показанной на рисунке 6. Также можно сделать головку грифа из отдельного куска дерева.
В промышленном гитарном производстве такие грифы часто изготавливаются из одной толстой доски, при этом много древесины идет в отходы (6). Другой недостаток такого метода - уменьшение стабильности и большая вероятность того, что головка грифа отломится. По этому я рекомендую при таком методе делать угол головки грифа менее 10 градусов.
Меньше отходов получается при изготовлении грифа и головки из нескольких заготовок, склеивая их вместе, как показано на рисунке 7.
У большинства электрогитар головка не имеет наклона вообще. Такие грифы изготовлены из одного куска дерева, а головка грифа сделана ниже поверхности грифа (8). На таких Фендеровского типах головках устанавливаются ретейнеры, которые прижимают струны (если Вы не используете топ-лок), чтобы достигнуть достаточного давления струн на верхний порожек. Изготовление в промышленных условиях головки грифа с наклоном дополнительно увеличивает производственные затраты, но, тем не менее, это лучшее решение.


Изготовление головки грифа
Прежде чем вырезать головку из заготовки она (заготовка) должна быть очень тщательно обработана, все поверхности должны быть параллельны и перпендикулярны друг к другу. После обработки заготовки отметьте желательную длину головки на одной из боковых сторон заготовки линией поперек ее ширины. Далее проведите диагональную линию под углом 15 градусов к краю заготовки, как на рисунке 1 (сверху). Сделайте то же с другой стороны доски (2), а затем соедините концы этих двух линий друг с другом линией поперек ширины. После обработки и склеивания получим правильную длину (плюс немного припуска). Если Вы выбираете другие углы наклона головки грифа, сделайте рисунок, чтобы определить расстояние от конца головки до места распила.
 Закрепите доску двумя струбцинами в вертикальном положении на краю рабочего места так, чтобы заготовка выступала за край стола. Распиловку надо производить на высоте локтя (3). Для распиловки подойдет поперечная пила или достаточно широкая ножовка, но я использовал бы японскую пилу (теперь она у меня есть!). Перемещайте пилу по диагонали, делая первые запилы направляйте пилу точно по линии, не прилагая чрезмерного давления. Двигайте пилу вперед-назад равномерно, держите ее вертикально. Если пила начала отклоняться от линии, попробуйте это исправить.
Закрепите доску двумя струбцинами в вертикальном положении на краю рабочего места так, чтобы заготовка выступала за край стола. Распиловку надо производить на высоте локтя (3). Для распиловки подойдет поперечная пила или достаточно широкая ножовка, но я использовал бы японскую пилу (теперь она у меня есть!). Перемещайте пилу по диагонали, делая первые запилы направляйте пилу точно по линии, не прилагая чрезмерного давления. Двигайте пилу вперед-назад равномерно, держите ее вертикально. Если пила начала отклоняться от линии, попробуйте это исправить.
 Поверхность склеивания должна быть хорошо обработана, положите головку на гриф так, чтобы скосы сформировали наклонную поверхность (4). После распиловки грифа и головки редко получится правильная наклонная поверхность, по этому надо тщательно подогнать склеиваемые поверхности друг к другу. Обработку поверхностей можно облегчить, подложив под них толстую доску, как показано на рисунке 6. Для проверки поверхностей перемещайте, например, угольник, поверх поверхности по диагонали. Не торопитесь поверхности должны быть идеально обработаны и подогнаны.
Поверхность склеивания должна быть хорошо обработана, положите головку на гриф так, чтобы скосы сформировали наклонную поверхность (4). После распиловки грифа и головки редко получится правильная наклонная поверхность, по этому надо тщательно подогнать склеиваемые поверхности друг к другу. Обработку поверхностей можно облегчить, подложив под них толстую доску, как показано на рисунке 6. Для проверки поверхностей перемещайте, например, угольник, поверх поверхности по диагонали. Не торопитесь поверхности должны быть идеально обработаны и подогнаны.
Затем надо обработать головку по толщине - 13mm (1/2"), чтобы она была не слишком толстая при установке колков. Сострогайте лишнее рубанком (7) или отпилите ленточной пилой (8) и обработайте распил шлифовальной бумагой. Вместе с 2mm-3mm (3/32" –1/8") – фанерной отделкой головки грифа, которая будет наклеена позже, толщина головки будет 15mm-16mm (19/32" - 5/8"), но не толще 17mm (21/32"), в противном случае будет невозможно установить колки.
 Отметьте требуемую толщину вокруг всей головки грифа перед обработкой. Снимайте лишнюю древесину рубанком немного по диагонали (7). На последнем этапе, когда линия исчезнет, обработайте поверхность наждачной бумагой.
Отметьте требуемую толщину вокруг всей головки грифа перед обработкой. Снимайте лишнюю древесину рубанком немного по диагонали (7). На последнем этапе, когда линия исчезнет, обработайте поверхность наждачной бумагой.
 Головку грифа также можно сделать тоньше ленточной пилой (8). Если Вы выберите этот подход, используете толкатель. Качество поверхности распиленной ленточной пилой сравнимо с качеством, которое дает ленточно-шлифовальный станок или шлифовальная бумага.
Головку грифа также можно сделать тоньше ленточной пилой (8). Если Вы выберите этот подход, используете толкатель. Качество поверхности распиленной ленточной пилой сравнимо с качеством, которое дает ленточно-шлифовальный станок или шлифовальная бумага.

 Для успешной склейки головки необходимы некоторые приготовления. Для прижатия поверхностей надо как минимум пять струбцин. Прежде чем наносить клей, проверьте что склеиваемые поверхности хорошо прилегают друг к другу. Закрепите заготовку грифа на доске, используя две струбцины. Проверьте, что доска и заготовка грифа перпендикулярны друг к другу (1). Поместите под область склеивания чистую бумагу. Используйте третью струбцину, чтобы прижать стопор в конце грифа. Этот стопор будет препятствовать заготовке грифа сползать.
Для успешной склейки головки необходимы некоторые приготовления. Для прижатия поверхностей надо как минимум пять струбцин. Прежде чем наносить клей, проверьте что склеиваемые поверхности хорошо прилегают друг к другу. Закрепите заготовку грифа на доске, используя две струбцины. Проверьте, что доска и заготовка грифа перпендикулярны друг к другу (1). Поместите под область склеивания чистую бумагу. Используйте третью струбцину, чтобы прижать стопор в конце грифа. Этот стопор будет препятствовать заготовке грифа сползать.
Наложите головку на заготовку грифа так, чтобы скошенная область заготовки грифа и головка грифа формировали один длинный уклон (2). Другой струбциной, закрепите второй стопор в конце головки грифа.
Струбцинами прижмите место склейки.
Когда Вы убедитесь, что все в порядке и нет никаких зазоров в месте склейки, можете начать клеить. Удалите две струбцины с места склейки и струбцину, удерживающую головку, нанесите клей тонким слоем на склеиваемую поверхность головки. Приложите головку к грифу и подвигайте ее вверх вниз, чтобы клей равномерно распространился и выдавил воздух. После этого сожмите место склейки струбцинами. Снять их можно после часа сушки. Выдавленный клей необходимо удалить.






