|
| Общее развитие станов определялось стремлением к повышению их производительности, улучшению качества поверхности и высокой точности толщины толстолистовой стали, изменению сортамента листовой стали с освоением профилей минимальной толщины (нижний предел размеров толстолистовой стали) и др. В процессе эксплуатации толстолистовых станов решались задачи совершенствования технологии, конструктивного оформления прокатных клетей и вспомогательного оборудования.
В настоящее время можно считать определившимися двуклетевые станы, предназначенные для прокатки толстых листовследующих двух типов:
1) обе клети — четырехвалковые реверсивные;
2) черновая — четырехвалковая реверсивная, чистовая— четырехвалковая универсальная реверсивная.
Разновидностями этих типов двуклетевых станов с достаточно высокими технико-экономическими показателями следует считать толстолистовые станы, у которых в качестве черновых клетей установлены двухвалковые реверсивные клети. Такой вариант станов приемлем для сортамента листовой стали сравнительно малой ширины и повышенной толщины в расчете, что при прокатке слитков или слябов сохраняются высокие температура раската и пластичность металла, упругий прогиб валков незначителен, точность раскатов по толщине вполне удовлетворительна и возможные отклонения размеров раската, выдаваемого двухвалковой черновой клетью, будут компенсированы дальнейшей прокаткой в четырехвалковой чистовой клети. Наиболее постоянно расположение оборудования трехклетевых толстолистовых станов. Как правило, первая клеть стана — с вертикальными валками (окалиноломатель), вторая — двухвалковая черновая реверсивная, третья — четырехвалковая чистовая универсальная реверсивная. С технологической точки зрения трехклетевые станы вполне соответствуют условиям прокатки качественных толстых листов высокой точности. Сочетание работы двух клетей: первой — с вертикальными валками и чистовой — универсальной обеспечивает получение листа с заданными размерами по ширине и катаной кромкой.
Общая классификация станов для прокатки толстолистовой стали
Толстые листы прокатывают на специализированных толстолистовых станах, а также на полунепрерывных и непрерывных листовых (полосовых) станах, основной продукцией которых является тонколистовая сталь. Универсальную широкополосную сталь с катаной кромкой прокатывают на универсальных станах. Основным параметром для характеристики листовых и универсальных широкополосных станов принята длина бочки валков чистовой клети, по которой и называют станы (например, толстолистовой стан 3600, полунепрерывный листовой стан 2800/1700, непрерывный листовой стан 2400, универсальный стан 1200).
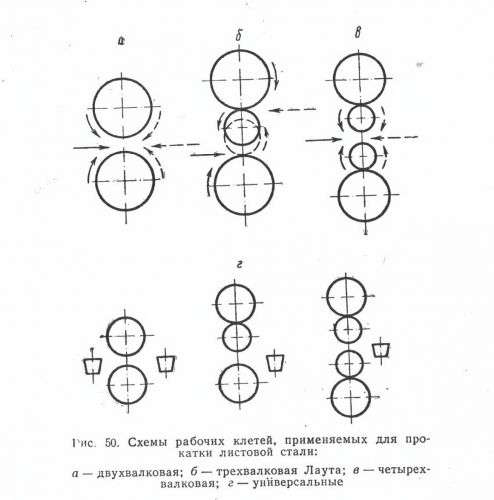
Для прокатки толстолистовой стали применяют рабочие двух- и четырехвалковые клети, трехвалковые клети Лаута, а также универсальные клети тех же типов, т. е. клети, имеющие дополнительно вертикальные валки (рис. 50). Полное наименование рабочей клети включает в себя диаметры валков и длину бочки. Например, двухвалковая клеть реверсивная 950X2500, трехвалковая клеть Лаута 850/560/850X2100, четырехвалковая клеть реверсивная универсальная 800/1400X2800.
Рис.50
 По количеству рабочих клетей станы для прокатки толстых листов бывают одноклетевыми
, двух (трех)-клетевыми и многоклетевыми (полунепрерывными и непрерывными
По количеству рабочих клетей станы для прокатки толстых листов бывают одноклетевыми
, двух (трех)-клетевыми и многоклетевыми (полунепрерывными и непрерывными | ).
Вопросы по курсу: «Оборудование цехов ОМД»
3. Назначение и общая характеристика рабочей клети, ее основные элементы, узлы и механизмы. Обозначение рабочих клетей и прокатных станов. Проанализировать устройство рабочей клети 800 (атл., л.70).
Назначение рабочей клети — осуществлять процесс деформации металла в соответствии с заданным режимом.
Общая характеристика рабочей клети, рассказать про:
-количество и расположение валков(горизонтальное вертикальное).
-тип (реверсивная или нет)
-привод валков(индивидуальный или нет)
-как осуществляется передача крутящего момента на валки от двигателя.
-указать диаметры валков и материал из которого они изготовлены.
-рассказать про другие узлы и механизмы (устройство осевой регулировки, нажимные устройства, подшипники.
Основные элементы рабочей клети:
- Плитовины
- Станины
- Нажимные и уравновешивающие устройства
- Подушки и валки
- Подшипики
- Шестеренные клети
- Шпиндельные устройства
- Механизмы для перевалки валков
4. Классификация рабочих клетей по конструкции, числу и расположению валков. Классифицировать рабочую клеть 1000х600 рельсобалочного стана (атл., л.71).
По расположению и количеству валков в рабочих клетях и их конструкции прокатные станы делятся на несколько групп: двух-, трех-, четырех- и многовалковые, универсальные специальной конструкции.
Двухвалковые клети наиболее распространены, и бывают реверсивные и нереверсивные.  В реверсивных клетях валки имеют переменное направление вращения. Прокатываемый металл проходит между валками вперед и назад нужное количество раз, а валки соответственно изменяют направление вращения, реверсируются. Реверсивные двухвалковые клети применяют в обжимных, толстолистовых, сортовых и листовых станах.
В реверсивных клетях валки имеют переменное направление вращения. Прокатываемый металл проходит между валками вперед и назад нужное количество раз, а валки соответственно изменяют направление вращения, реверсируются. Реверсивные двухвалковые клети применяют в обжимных, толстолистовых, сортовых и листовых станах.
В нереверсивных двухвалковых клетях валки имеют постоянное вращение в одну сторону. Прокатываемый металл проходит между валками такой клети только один раз и в одном направлении. Нереверсивные клети применяют в линейных многоклетевых, последовательных, полунепрерывных и непрерывных прокатных станах при производстве заготовок, сортового проката, катанки, листа.
В трехвалковых клетях оси валков расположены в одной вертикальной плоскости и имеют постоянное направление вращения. 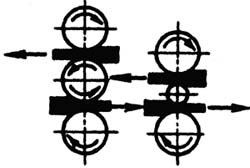 Трехвалковые клети нашли широкое применение при производстве сортового проката. Прокатываемый металл движется в одну сторону между нижним и средним валками и в обратную сторону - между средним и верхним. Для подъема металла на верхний уровень и его задачи между верхним и средним валками перед клетью или позади ее устанавливают подъемно-качающиеся столы.
Трехвалковые клети нашли широкое применение при производстве сортового проката. Прокатываемый металл движется в одну сторону между нижним и средним валками и в обратную сторону - между средним и верхним. Для подъема металла на верхний уровень и его задачи между верхним и средним валками перед клетью или позади ее устанавливают подъемно-качающиеся столы.
При производстве листа также применяют трехвалковые клети, но со средним валком меньшего диаметра, чем нижний и верхний. Средний валок является неприводным и в процессе прокатки прижимается то к верхнему, то к нижнему валку.
Так же как и при производстве сортового проката, перед клетью и позади нее устанавливают подъемно-качающиеся столы. Поскольку трехвалковые клети обладают небольшой производительностью и малой жесткостью валковой системы, в последнее время их применяют все реже.
В четырехвалковых клетях, как и в трехвалковых, валки также расположены в одной вертикальной плоскости один над другим. В этих клетях два валка 1 являются рабочими, а два других 2 - опорными. Рабочие валки имеют меньший диаметр и размещены в середине клети, опорные валки имеют больший диаметр и расположены сверху и снизу. Опорные валки предназначены для уменьшения прогиба рабочих валков и для увеличения жесткости валковой системы. Приводными валками в клетях кварто являются рабочие валки. Станы с четырехвалковыми клетями получили широкое распространение для горячей и холодной прокатки толстых и тонких листов, широких полос и лент.
С использованием четырехвалковых клетей прокатка осуществляется на непрерывных многоклетевых и одноклетевых станах. Четырехвалковые нереверсивные клети используют на непрерывных станах. Реверсивные четырехвалковые клетииспользуют в одноклетевых станах горячей и холодной прокатки. 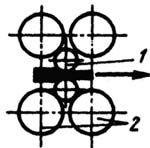
К многовалковым клетям относятся шести-, двенадцати- и двадцативалковые клети.
Шестивалковые клети имеют два рабочих приводных валка 1 и четыре опорных 2. Эти клети отличаются повышенной жесткостью самой клети и меньшим прогибом опорных валков. Благодаря этому клети используют для холодной прокатки тонких полос и узких лент в рулонах с точными допусками по толщине. Однако поскольку преимущества этих клетей по сравнению с четырехвалковыми клетями невелики, а конструкция их сложнее, то значительного распространения они не получили.
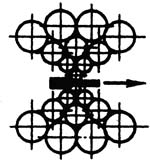 Широко применяются в прокатном производстве двенадцативалковые и двадцативалковые клети.
Широко применяются в прокатном производстве двенадцативалковые и двадцативалковые клети.
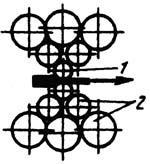
Такое усложнение конструкций рабочих клетей оправдывается рядом преимуществ, которые выражаются в жесткой конструкции валковой системы и всей рабочей клети. Это позволяет применять их для производства тонкой и тончайшей ленты. Диаметры рабочих валков 1 в таких многовалковых клетяхнезначительны и лежат в пределах от 3 до 50 мм. Они являются неприводными и опираются на ряд приводных валков 2 с большим диаметром, а последние, в свою очередь, на ряд опорных валков.
Универсальные клети имеют горизонтальные 3 и вертикальные 4 валки, расположенные в одной вертикальной плоскости. 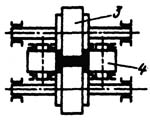 Обжатие металла осуществляется горизонтальными и вертикальными валками одновременно.
Обжатие металла осуществляется горизонтальными и вертикальными валками одновременно.
Такие клети применяются в универсальных балочных клетях (рисунок справа), где вертикальные валки неприводные. 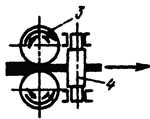 Эти клети применяют только для прокатки широполочных двутавровых балок (высота балок до 1000 мм, ширина полок до 400 мм). Но последнее время их начинают использовать и для прокатки других профилей (рельсов, универсальных листов и др.). Кроме того, универсальные (обычные) клети применяют как реверсивные двухвалковые (в слябингах) или четырехвалковые (в черновых широкополосных станах) клети. В этих клетях вертикальные плоскости, в которых размещены или горизонтальные, или вертикальные валки, находятся на некотором близком расстоянии друг от друга.
Эти клети применяют только для прокатки широполочных двутавровых балок (высота балок до 1000 мм, ширина полок до 400 мм). Но последнее время их начинают использовать и для прокатки других профилей (рельсов, универсальных листов и др.). Кроме того, универсальные (обычные) клети применяют как реверсивные двухвалковые (в слябингах) или четырехвалковые (в черновых широкополосных станах) клети. В этих клетях вертикальные плоскости, в которых размещены или горизонтальные, или вертикальные валки, находятся на некотором близком расстоянии друг от друга.
В этих клетях обжатие прокатываемого металла осуществляется и горизонтальными и вертикальными валками. При этом вертикальные валки располагают с передней или задней стороны рабочей клети, и задачу которых входит получение ровных и гладких боковых граней прокатываемого металла.
Клети специальной конструкции имеют самое различное расположение валков. К этой группе относятся колесопрокатные, бандажепрокатные, кольцепрокатные, шаропрокатные станы, а также станы для прокатки профилей переменного и периодического сечения, шестерен и других изделий








