Наиболее важными заклепочными сплавами являются Д18 (одна точка
На потайной закладной головке) и В65 (без маркировки), способные расклепываться после старения.
 Удаление поврежденного участка обшивки
Удаление поврежденного участка обшивки
На плоских участках и
участках с
незначительной
кривизной хорошие
результаты дает
простой по
изготовлению и
высокопроизводительн
ый резак, работа с
которым показана на
Рис.
Удаление поврежденного участка
Обшивки циркульным резаком
рис.
 Для выреза
Для выреза
прямолинейного участка в
обшивке может быть
использован
закрепленный на рукоятке резец (рис.).
Края выреза при
пользовании резцом или
циркульным резцом
Рис. Удаление поврежденного
Участка обшивки с помощью ручного
Резака
требуют последующей
обработки напильником
или цилиндрической фрезой.
 Рис.
Рис.
Удаление поврежденного
Рис.
Электроножницы
Участка обшивки пневматической
Ножовкой
Резка ручной ножовкой применяется в тех случаях, когда не
удается использовать другие способы, например при удалении толстых обшивок на участках со значительной кривизной. Для выреза участков обшивки эффективна ножовка, закрепленная
в пневматическом молотке, - пневматическая ножовка (рис.).
Весьма производительными для вырезки участков обшивки (в пределах одной клетки) являются электроножницы.
 Рис. Разнообразные насадки циркулярных режущих
Рис. Разнообразные насадки циркулярных режущих
Инструментов используются для удаление поврежденного участка
Обшивки пневматической или электрической сверлильной
Машиной (дрелью)
 Рис. «Выгрызатель»,
Рис. «Выгрызатель»,
Оборудованный
Приводом
Рис.
Ручной «выгрызатель» (manual nibbler)
(powered nibbler)
Такие «выгрызатели» используются для вырезания
отверстий, не требующих высокой точности в листовом
материале. Для использования инструмента,
предварительно делаются в листовом материале отверстия размера, достаточного для вставки в него рабочей (режущей) части названного инструмента - nibbler.
 Категорически запрещается применять для
Категорически запрещается применять для
удаления участков конструкции сварку во
избежание термического влияния и
значительного изменения прочности рядом расположенных элементов и участков.
Рис. Вырезка участка обшивки
пневматическим резаком:
1 - пневмодрель; 2 - резак; 3 - обшивка
Рис. Схемы удаления толстой обшивки:
а - сверление отверстий диаметром 3,5¼4 мм по контуру выреза; б - удаление перемычек между отверстиями; в - обработка краев контура
выреза
 Рис. Резак kwb циркульный
Рис. Резак kwb циркульный
Рис.
Резак OLFA циркульный
 При удалении заклепок не следует рассверливать
При удалении заклепок не следует рассверливать
заклепочные отверстия, так как при этом
удаляется упрочненный сл о й металла,
способствующий повышению статической
выносливости. Если диаметр отверстия
увеличен или появилась эллипсность,
необходимо ставить заклепки следующего по нормали увеличенного диаметра.
Удалять заклепки необходимо только
высверливанием, по следующей технологии
(рис.):
1. Накернить керном центры на закладных
головках.
2. Засверлить головку заклепки сверлом,
диаметр которого меньше диаметра стержня заклепки на 0,5 мм, на высоту головки. При этом рекомендуется на сверло надеть деревянную пробку-упор так, чтобы оставить выступающую часть сверла 3¼4 мм.
3. Если просверленная головка не снялась
сверлом, отломить ее вставленным в отверстие бородком.
Рис. Удаление заклепок: 4. Поддерживая обшивку поддержкой, выбить
1 - керн; 2 - сверло; 3 -
бородок
бородком заклепку, не задевая обшивку. Высокопрочные заклепки удаляются только ударами со стороны замыкающей головки.
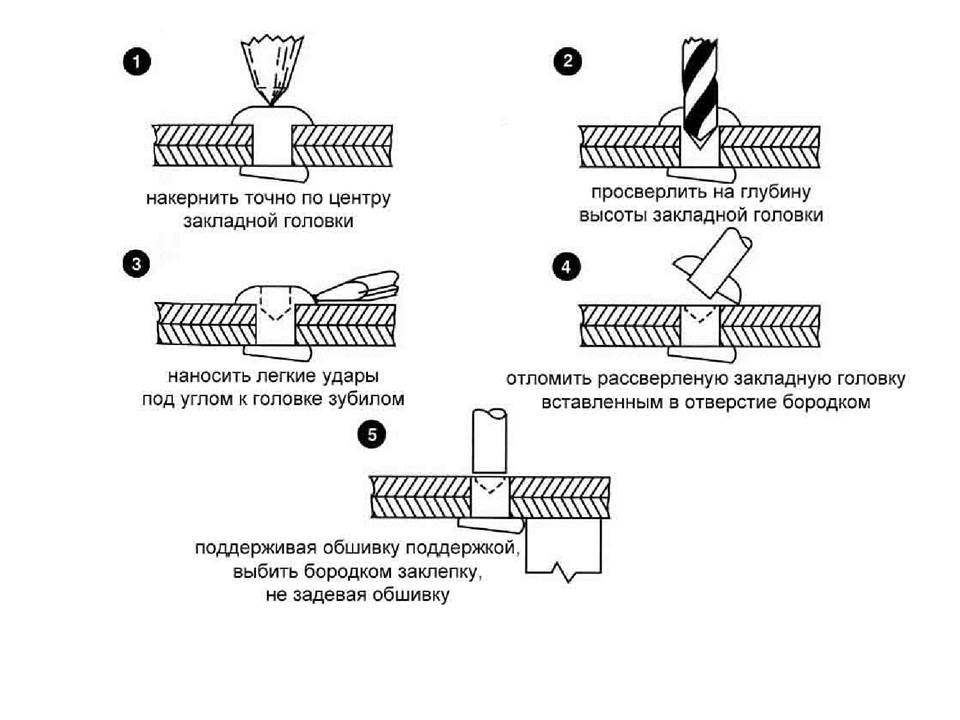 Рис. Удаление заклепок
Рис. Удаление заклепок
 Рис.. Способ удаления старых заклепок с потайной
Рис.. Способ удаления старых заклепок с потайной
И круглой головкой
 Разметка центров
Разметка центров
отверстий производится
нехимическим карандашом.
При этом прочерчиваются
ряды швов и
перпендикулярно к ним
линии, соединяющие
центры отверстий крайних рядов.
При клепке вдоль кромок деталей перенос центров
отверстий с закрытой
детали на открытую
производится с помощью
ленточной скобы с керном и штифтом (рис, а).
Рис. Разметка отверстий:
а -с помощью специального кернера; б -
с помощью копировального кондуктора
 Рис. Перенос центров отверстий под заклепки с
Рис. Перенос центров отверстий под заклепки с
помощью специального керна:
1 - ленточная скоба; 2 - керн; 3 - новый лист; 4 - лист со
старыми отверстиями
 Рис. Операции процесса клепки:
Рис. Операции процесса клепки:
1 - склепываемый пакет; 2 - сверло; 3 - зенковка; 4 - заклепка ЗУК; 5 -
верхний пуансон; 6 - прижим; 7 - нижний пуансон; 8 - система
микровыключателей; 9 - торцевая фреза; 10 - индикатор с подставкой; 11
- шаблон
 Большинство сборочных элементов
Большинство сборочных элементов
цельнометаллических воздушных судов
соединяются вместе при помощи заклепочных или резьбовых соединений.
При производстве заклепочных швов
принимают во внимание как усилия среза заклепок (значение силы, которую требуется приложить, чтобы срезать стержень на две части), так и усилия отрыва склепываемых листов (значение силы, которое вызовет разрыв заклепки, скрепляющей соединяемые
листы). В правильно рассчитанном
соединении усилия отрыва и усилия среза должны быть насколько возможно близкими по значению, при том, что усилия среза
несколько меньшими. В этом случае
Ориентировочно диаметр стержня
заклепки выбирают из условия
d = 2· dmin,
где dmin - наименьшая толщина
склепываемых деталей (листов).
заклепочный шов будет наиболее прочным; и в случае его разрушения разрушится от усилий среза раньше заклепка. Это очевидно выгоднее, так как трудоемкость замены разрушенных заклепок существенно меньше, чем устранение повреждений, связанных с
разрывов отверстий в склепываемых листах
 При ремонте клепаных отсеков диаметр заклепок выбирают таким же, как и на ремонтируемом участке конструкции. Если на ремонтируемом участке применены заклепочные швы с заклепками различных диаметров, то выбор диаметра заклепок следует производить из толщины склепываемого пакета. Для заклепок с потайными головками диаметр заклепок вычисляют по
При ремонте клепаных отсеков диаметр заклепок выбирают таким же, как и на ремонтируемом участке конструкции. Если на ремонтируемом участке применены заклепочные швы с заклепками различных диаметров, то выбор диаметра заклепок следует производить из толщины склепываемого пакета. Для заклепок с потайными головками диаметр заклепок вычисляют по
формуле
d = 1,3 d1,
где d1 - толщина зенкуемого листа.
Для заклепок с выступающими головками диаметр заклепок определяют по
формулам:
d = 2 Ö d1 + d2 = 2 Ö S, при S > 1 мм;
d = 3· S, при S £ 1 мм,
где d1 и d2 - толщина соединяемых листов;
S - толщина пакета.
Ориентировочно d = 2· dmin, где dmin - наименьшая толщина склепываемых
деталей (листов).
Расчетное значение диаметра при необходимости увеличивают до ближайшего стандартного значения.
В восстанавливаемые расшитые заклепочные швы устанавливают заклепки увеличенного диаметра, выбираемые ближайшими из ряда диаметров заклепок данного типа. Аналогично поступают при замене дефектных заклепок.
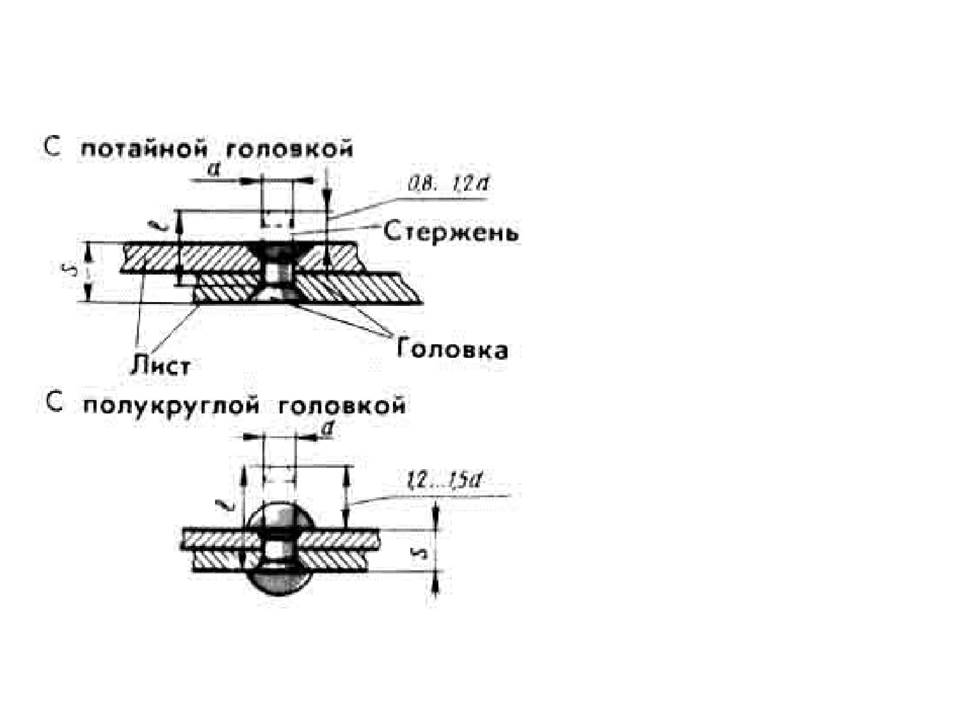 Определение длины стержня заклепки
Определение длины стержня заклепки
Диаметр отверстия под заклепку dо
определяется по формуле
dо = d + 0,1 мм.
Длина стержня при образовании замыкающей головки заклепки с потайной головкой определяется
по формуле:
l = s + (0,8¼1,2) d,
длина стержня при образовании замыкающей головки заклепки с
полукруглой головкой
определяется по формуле:
l = s + (1,2¼1,5) d,
где
l - длина стержня заклепки, мм;
s - толщина склепываемых листов,
мм;
d - диаметр стержня заклепки, мм
 Заклепочные швы при использовании
Заклепочные швы при использовании
заклепок с потайными закладными головками
обладают в общем случае меньшей
прочностью, чем швы, образованные при
помощи заклепок с выступающими
закладными головками. Одна из причин
состоит в том, что часть материала одного из
склепываемых листов удаляется под потайную
головку заклепки. Другая причина состоит в
том, что в случае, если срез потайной
закладной головки заклепки опускается ниже
уровня поверхности листа, со стороны которой
она закладывается. Или излишне высоко
выступает над названной поверхностью, по при обжатии стержня не происходит полное
заполнение полости в склепываемых листах,
предназначенных для установки стержня и потайной закладной головки.
Необходимо зенковку производить таким
образом, чтобы срез потайной закладной







