Пайку выполняют за слет излучения кварцевых ламп, расфокусированного электронного луча или мощного светового потока от квантового генератора (лазера).
Конструкцию, подлежащую пайке, помещают в специальный контейнер, в котором создают вакуум. После вакуумирования контейнер заполняют аргоном и помещают в приспособление, с двух его сторон устанавливают для обогрева кварцевые лампы. После окончания нагрева кварцевые лампы отводят, а приспособление вместе с деталями охлаждают. При применении лазерного нагрева сосредоточенная в узком пучке тепловая энергия обеспечивает испарение и распыление окисной пленки с поверхности основного металла и припоя, что позволяет получать спаи в атмосфере воздуха без применения искусственных газовых сред. При радиационном способе пайки лучистая энергия превращается в тепловую непосредственно в материале припоя и паяемых деталей. Этот способ пайки непродолжителен.
Экзофлюсовая пайка.
В основном этим способом паяют коррозионно-стойкие стали. На очищенное место соединения наносят тонкий порошкообразный слой флюса. Соединяемые поверхности совмещают, на противоположные стороны заготовок укладывают экзотермическую смесь. Смесь состоит из разных компонентов, которые укладывают в форме пасты или брикетов толщиной в несколько миллиметров. Собранную конструкцию устанавливают в приспособлении и помещают в специальную печь, в которой происходит зажигание экзотермической смеси при 500oC.
В результате экзотермических реакций смеси температура на поверхности металла повышается и происходит расплавление припоя. Этим методом паяют соединения внахлестку и готовые блоки конструкций небольших размеров.
Газопламенная пайка.
Паяемые заготовки нагревают и расплавляют припой газосварочными и плазменными горелками. Газовые горелки обладают наибольшей универсальностью. В качестве горючих газов используют ацетилен, природные газы, водород, пары керосина и т.п.
При использовании газового пламени припой можно заранее помещать у места пайки или вводить в процессе пайки вручную. На место пайки предварительно наносят флюс в виде жидкой пасты, разведенной водой или спиртом; конец прутка или припоя также покрывают флюсом.
Нагревают также паяльными лампами, которые по существу являются газовыми горелками, работающими на жидком топливе. Паяльные лампы используют для работы в полевых условиях или в ремонтных мастерских.
Плазменной горелкой, обеспечивающей более высокую температуру нагрева, паяют тугоплавкие металлы –вольфрам, тантал, молибден, ниобий и т.п.
Пайка паяльниками.
Основной металл нагревают, и припой расплавляют за счет теплоты, аккумулированной в массе металла паяльника, который перед пайкой или в процессе ее подогревают. Для низкотемпературной пайки применяют паяльники с периодическим нагревом, с непрерывным нагревом, ультразвуковые и абразивные. Рабочую часть паяльника выполняют из красной меди. Паяльник с периодическим нагревом в процессе работы периодически подогревают от постороннего источника теплоты. Паяльники с постоянным нагревом делают электрическими. Нагревательный элемент состоит из нихромовой проволоки, намотанной на слой асбеста, слюды или на керамическую втулку, устанавливаемую на медный стержень паяльника. Паяльники с периодическим и непрерывным нагревом чаще используют для флюсовой пайки черных и цветных металлов мягкими припоями с температурой плавления ниже 300-350оС.
Ультразвуковые паяльники применяют для бесфлюсовой низкотемпературной пайки на воздухе и для пайки алюминия легкоплавкими припоями. Окисные пленки разрушаются за счет колебаний ультразвуковой частоты.
Абразивные паяльники. Такими паяльниками можно паять алюминиевые сплавы без флюса. Окисная пленка удаляется в результате трения паяльника об обрабатываемую поверхность. Абразивный паяльник в отличие от электропаяльника имеет рабочий стержень, изготовленный прессованием из порошка припоя и измельченного асбеста.
ТИПЫ ПАЯНЫХ СОЕДИНЕНИЙ
Для обеспечения эксплуатационных характеристик паяного изделия, прежде всего необходимы высокое качество и надежность паяного соединения, которые при неблагоприятных условиях могут стать «слабым звеном» паяной конструкции. При этом важнейшую роль играет правильный выбор типа паяного соединения и совместимость его с технологическим процессом, т. е. со способом пайки, технологическими и вспомогательными материалами и его оснащением.
Тип паяного соединения определяется расположением соединяемых деталей. При расположении деталей внахлестку поверхность спая параллельна их осевой линии. 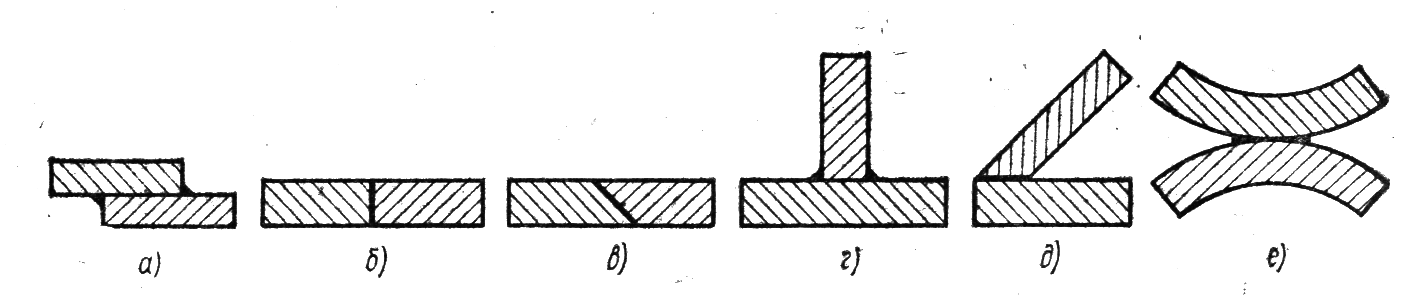
Схемы паяных соединений различных типов
Пересекающиеся детали могут быть запаяны втавр или в угол. При этом поверхность спая располагается под углом к осевой линии деталей или параллельно одной из них и перпендикулярно к другой.
Соприкасающиеся детали паяют вдоль линии касания или в точке соприкосновения. Поверхность спая во всех рассматриваемых типах соединений может быть плоской или криволинейной.
Соединения внахлестку, встык и вскос деталей, продолжающих одна другую. Соединение пайкой деталей, продолжающих одна другую, получило особенно широкое применение.
Косостыковое соединение (переходное между соединением встык и соединением внахлестку) применяют главным образом в тех случаях, когда требуется увеличить прочность шва при стыке; оно более прочно, чем стыковое, из-за большой поверхности шва, но технологически сложнее и используется редко.
В изделиях, подвергающихся в процессе изготовления после пайки изгибу и штамповке или работающих при больших статических нагрузках, а также в условиях ударных нагрузок или сильной вибрации, стыковые паяные швы, как правило, не рекомендуются; лучше работает нахлесточное соединение.
При конструировании паяных соединений нельзя копировать элементы сварных соединений. Паяные швы могут быть замкнутыми и незамкнутыми. Из трубчатых соединений с замкнутым швом чаще других применяют телескопические, представляющие собой нахлесточные соединения труб разного диаметра: по внутренней поверхности трубы большего диаметра и по внешней поверхности трубы меньшего диаметра.

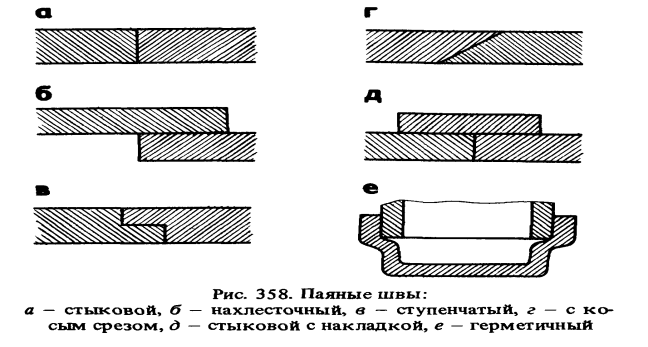
Соединение вскос обычно применяют при пайке труб и листов толщиной более 1 мм, а также при пайке боковых стенок сосудов с вставленными днищами.
Соединения с незамкнутыми паяными швами, у которых основная часть поверхности спая плоская, называют. В практике телескопические паяные соединения получили наиболее широкое применение (соединения из фланцев или втулок с трубами, втулок со стержнем, труб с заглушками, компенсаторов и т. д.)
В трубчатых соединениях следует избегать пайки встык. Рекомендуется пайка внахлестку, позволяющая увеличить прочность соединения, и применять выточки для уменьшения концентрации напряжений в нем, особенно при эксплуатации в условиях воздействия ударных нагрузок.
Для предотвращения кольцевого коробления и утяжек при пайке труб с фланцами шайба фланца должна быть большей толщины, чем стенка трубки; при пайке тонкостенных сосудов толщина обечайки должна быть больше толщины донышек.
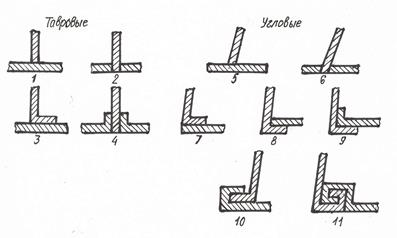
Соединения в угол и втавр пересекающихся деталей. Соединения в угол и втавр применяют сравнительно редко. Прочность таких соединений в значительной степени зависит от пластичности паяного шва, модуля упругости паяемого металла и формы поверхности шва. При хорошей пластичности паяного шва и относительно малом модуле упругости паяемого металла, достаточно плавный галтельный участок паяного шва, в таких соединениях обеспечивает благоприятное перераспределение напряжений при изгибе.
Как в пластинчатых и трубчатых соединениях, при пайке втавр и в угол прочность возрастает с увеличением площади спая.
Типы тавровых и угловых паяных соединений