Тема 15 Производство гнутых профилей
Наряду с горячекатаными сортовыми профилями, гнутые профили имеют широкое применение в машиностроении и строительстве. Они изготавливаются методом холодного профилирования исходной полосовой или листовой заготовки в непрерывных профилегибочных станах, реже - в прессах.
Гнутые профили производят из углеродистых, легированных и высоколегированных марок сталей, цветных металлов и сплавов (алюминия, меди, титана, цинка и др.), а также плакированных и биметаллических. Для профилирования применяют горячекатаную и холоднокатаную полосу толщиной 0,25 - 12 мм, шириной 70 - 2000 мм. Сортамент гнутых профилей весьма обширен по форме сечения и числу типоразмерам, характеризуется сложными конфигурациями сечений и такими соотношениями отдельных размеров простых профилей (относительной тонкостенностью, относительной шириной полок швеллеров и др.), которые не могут быть получены при прокатке (рис.15.1, 15.2).
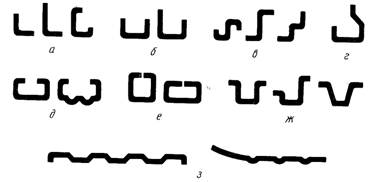
Рис.15.1 – Поперечное сечение некоторых крупногабаритных гнутых профилей
а - уголки равнобокие и неравнобокие, с подогнутыми краями; б-швеллеры равнополочные и не равнополочные; профили: в - зетовые; г - коробчатые; д - С-образные (полузамкнутые) обычные и с гофрами на основании; е – квадратные и прямоугольные замкнутые (обычные и сварные со сваренными кромками); ж – корытные равнополочные и не равнополочные, конусные; з – листы гофрированные с трапециевидными и круглыми гофрами.
Гнутые профили по сравнению с горячекатаными, имеют следующие преимущества: повышенную прочность и жесткость, обусловленную возможностью оптимального распределения металла по периметру профиля, повышенные характеристики поперечного сечения - моменты инерции, моменты сопротивления; повышенные прочностные характеристики металла, обусловленные наклепом в процессе профилирования в холодном состоянии; высокую технологичность при монтаже конструкций, связанную с равнотолщинностью профиля, которая позволяет умень-шить объём механической обработки, сварки и клёпки соединений, снизить массу конструкций и обеспечить до 30 % экономии металла.
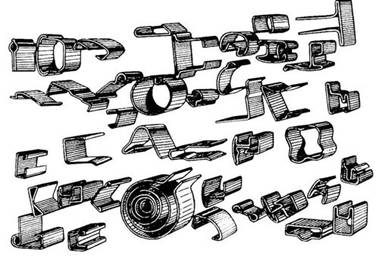
Рис.15.2 – Поперечное сечение некоторых мелкогабаритных гнутых профилей
Формующие валки
Формующие валки и ролики подразделяют на основные и вспомогательные. Основные формующие валки обеспечивают подгиб и образуют транспортную силу, вспомогательные – не приводные используются для дополнительной подгибки, помогают удерживать профиль на оси профилирования. Основные валки выполняются в виде шайб, которые по скользящей посадке, на шпонках насаживаются на рабочие шпиндели. Обработка боковой поверхности валков соответствует седьмому, а рабочей - девятому классу точности. Размеры профиля рабочей поверхности обрабатываются с допуском 0,05 мм. Основные валки делят на три типа. Первый тип - валки с разъёмами по участкам изгибов с углами освобождения (рис. 15.6). Разъёмы помогают настраивать размеры профиля в процессе его доводки, изменяя размеры шайб или отдельных элементов валка.

Рис. 15.6 - Основной валок первого типа с разъёмами в местах изгиба с углами освобождения
Углы освобождения предотвращают защемление заготовки по всей рабочей поверхности калибра благодаря тому, что на отдельных элементах калибра одна сторона обрабатывается с небольшим углом относительно другой. При этом на обработанной поверхности уменьшается количество дефектов от скольжения валков по профилю.
Второй тип - основные валки без разъёмов и углов освобождения (рис.15.7,а) и с принудительными разъёмами (рис.15.7, б). К недостаткам этих валков можно
а) б)
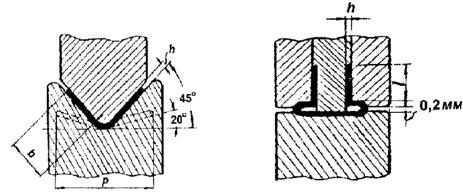
Рис.15.7 - Основные валки второго типа:
а) без разъёмов и углов освобождения; б) с принудительными разъёмами;
h – толщина профиля; b – ширина полки; p – ширина нижнего валка в
предыдущей паре валков
отнести трудность фиксации профиля в калибре, отсутствие ограничений по ширине а так же отсутствие фиксации верхнего валка относительно нижнего. Эти недостатки затрудняют монтаж и наладку валковой пары и могут приводить к невыполнению формы и размеров профиля.
Третий тип - валки с калибрами закрытого типа (рис.15.8). Для обеспечения
а) б)
Рис. 15.8 - Основные валки третьего типа с закрытыми калибрами:
а) без разъёмов; б) с принудительными разъёмами
нормального давления на заготовку высоту бурта выбирают по формуле:
h0 = h - (d + D), (15.1)
где h0 - номинальная высота бурта; h - номинальная толщина заготовки;
d - абсолютно величина отрицательного допуска; D - гарантированный
зазор между валками, D = 0,12 - 0,15.
Валки третьего типа легко устанавливаются и быстро настраиваются, гарантируют более высокую точность профиля. Для изготовления валков легких и
средних состояний используют сталь 9х, Х12М и другие похожих характеристик твердостью НRC = 56-60 ед. Валки больших диаметров (свыше 300 мм) изготавливают из легированного чугуна CЧ 32 - 52, СЧ 35 - 56. Валки третьего типа легко устанавливаются и быстро настраиваются, гарантируют более высокую точность профиля. Для изготовления валков легких и средних состояний используют сталь 9Х, Х12М и другие похожих характеристик твердостью поверхности НRC = 56 - 60 ед. Валки больших диаметров (более 300 мм) изготавливают из чугуна CЧ 32 - 52, СЧ 35 - 56.
4 Вспомогательные ролики, проводки, планки, оправки
При профилировании на станах легких и средних типов используется большое количество вспомогательного инструмента. Вспомогательные ролики делят на боковые (рис.15.9, а) и верхние. По конструкции они одинаковы и предназначены
для направления, удержания профиля и выполнения дополнительных изгибов. Вспомогательные ролики выполняются не приводными, устанавливаются на под-
шипниках скольжения и свободно вращаются. Устанавливают их на промежуточных столах или кронштейнах. Для широких профилей ролики применяются вместе с направляющими планками (рис. 15.9,б).
а) б)
Рис.15.9 - Схема установки роликов:
а) боковых; б) направляющих
Направляющие планки разделяют на вводные, промежуточные и выводные. Вводные планки представлены на рисунке.15.10.

а) б)
Рис. 15.10. Вводные планки: с деревянным вкладышем (а) и
металлическим (б) ограничением ширины заготовки
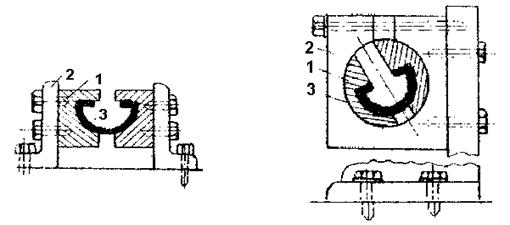
Выводные проводки устанавливают на выходе из последней пары валков на столах (рис.15.11, а) или в специальных кронштейнах, в которых их можно сориентировать, чтобы предотвратить скручивание профиля, если его "ведет" на выходе из калибра (рис.15.11, б ).
а) б)
Рис.15.11 – Вводные проводки, установленные на столе - а;
на специальном кронштейне - б;
1 – оправка; 2 кронштейн; 3 – вспомогательный ролик
Тема 15 Производство гнутых профилей
Наряду с горячекатаными сортовыми профилями, гнутые профили имеют широкое применение в машиностроении и строительстве. Они изготавливаются методом холодного профилирования исходной полосовой или листовой заготовки в непрерывных профилегибочных станах, реже - в прессах.
Гнутые профили производят из углеродистых, легированных и высоколегированных марок сталей, цветных металлов и сплавов (алюминия, меди, титана, цинка и др.), а также плакированных и биметаллических. Для профилирования применяют горячекатаную и холоднокатаную полосу толщиной 0,25 - 12 мм, шириной 70 - 2000 мм. Сортамент гнутых профилей весьма обширен по форме сечения и числу типоразмерам, характеризуется сложными конфигурациями сечений и такими соотношениями отдельных размеров простых профилей (относительной тонкостенностью, относительной шириной полок швеллеров и др.), которые не могут быть получены при прокатке (рис.15.1, 15.2).
Рис.15.1 – Поперечное сечение некоторых крупногабаритных гнутых профилей
а - уголки равнобокие и неравнобокие, с подогнутыми краями; б-швеллеры равнополочные и не равнополочные; профили: в - зетовые; г - коробчатые; д - С-образные (полузамкнутые) обычные и с гофрами на основании; е – квадратные и прямоугольные замкнутые (обычные и сварные со сваренными кромками); ж – корытные равнополочные и не равнополочные, конусные; з – листы гофрированные с трапециевидными и круглыми гофрами.
Гнутые профили по сравнению с горячекатаными, имеют следующие преимущества: повышенную прочность и жесткость, обусловленную возможностью оптимального распределения металла по периметру профиля, повышенные характеристики поперечного сечения - моменты инерции, моменты сопротивления; повышенные прочностные характеристики металла, обусловленные наклепом в процессе профилирования в холодном состоянии; высокую технологичность при монтаже конструкций, связанную с равнотолщинностью профиля, которая позволяет умень-шить объём механической обработки, сварки и клёпки соединений, снизить массу конструкций и обеспечить до 30 % экономии металла.
Рис.15.2 – Поперечное сечение некоторых мелкогабаритных гнутых профилей





