1. Зенкование отверстий

- Зенкерование отверстий
 3. Развертывание отверстий
3. Развертывание отверстий
 2. Развертывать отверстие на сверлильном станке.
2. Развертывать отверстие на сверлильном станке.
 3. Проверить качество отверстия.
3. Проверить качество отверстия.

| 1. Зенковать место под головку винта (заклепки) конической зенковкой.
Просверлить отверстие заданного диаметра. Остановить станок, и, не снимая заготовку со стола, заменить сверло конусной зенковкой с соответствующим углом при вершине.
Зенковать отверстие до размера, указанного на чертеже, при ручной подаче и малой частоте вращения шпинделя (не более 100 об/мин) (рис. 116).
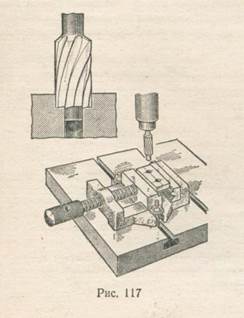
2. Зенковать гнездо под цилиндрическую головку винта цилиндрической зенковкой с направляющей цапфой (рис. 117) Просверлить отверстие сверлом, соответствующим диаметру направляющей (цапфы) зенковки.
Остановить станок, заменить сверло цилиндрической зенковкой и проверить совпадение направляющей (цапфы) зенковки с отверстием.
Настроить станок на частоту вращения 60—100 об/мин, включить станок и выполнить зенкование, периодически измеряя глубину гнезда. Зенкование выполнять при ручной подаче с обязательным применением эмульсии.
При необходимости рассверлить отверстие до размера, указанного на чертеже.
Зенкеровать отверстия на размер, указанный на чертеже.
Просверлить отверстие сверлом с учетом припуска на зенкерование, выбираемого по табл. 1.
Таблица 1
| Диаметр зенкера, мм
| 5-24
| 25-35
| 36-45
| 46-55
| 56-65
| 66-75
| | Припуск на зенкерование,
мм
| 1,0
| 1,5
| 2,0
| 2,5
| 3,0
| 3,5
|
Остановить станок и, не снимая заготовку со стола станка, заменить сверло соответствующим цилиндрическим зенкером.
Настроить станок для зенкерования по режимам сверления, включить станок и зенкеровать отверстие насквозь при механической подаче (рис. 118)
1.Развертывать отверстие ручными развертками.
Просверлить отверстие под развертывание. Припуск на развертывание определить по табл. 2.
Таблица 2
| Диаметр отверстия, мм
| 3-6
| 6-18
| 18-30
| 30-50
| | Припуск на развертывание, мм
| 0,
| 0,3
| 0,4
| 0,5
| Снять заготовку со станка и закрепить ее в тисках (рис. 119).
Взять черновую развертку соответствующего диаметра, смазать заборную часть минеральным маслом и вставить ее в отверстие без перекоса. Надеть на хвостовик развертки вороток.
Слегка нажимая на развертку правой рукой вниз, левой рукой медленно вращать вороток по часовой стрелке, периодически извлекая развертку из отверстия для очистки ее от стружки и смазывания.
При развертывании соблюдать следующие правила:
развертывание цилиндрических отверстий заканчивать тогда, когда 3/4 рабочей части развертки выйдет из отверстия;
окончание развертывания конических отверстий определять по положению предельных рисок конического калибра.
Развернуть отверстие чистовой разверткой вышеуказанным методом.
Просверлить отверстия под развертывание с припуском, указанным выше.
Остановить станок и, не снимая заготовку со стола станка, заменить сверло соответствующей машинной разверткой, применяя качающуюся оправку.
Настроить станок на развертывание в соответствии с таблицей режимов, пустить станок и развернуть отверстие, применяя механическую подачу.
При развертывании применять минеральное масло (рис. 120).
Качество поверхности развернутого отверстия проверить после тщательной протирки внешним осмотром «на свет».
Точность отверстия определить калибрами:
а) цилиндрического — по проходному и непроходному концу калибра-пробки (рис. 121).
б) конического — по предельным рискам конического калибра и «на карандаш».
| Детали рамки ножовочного станка, губки параллельных тисков, чугунные плитки, основание рейсмаса и др.
Инструменты и оборудование: сверлильный станок с диаметром сверления до 20 мм, конусные зенковки с углом заточки 60, 90 и 120°, зенковки цилиндрические разные, зенкеры цилиндрические разные, сверла спиральные разные, развертки цилиндрические и конические (ручные и машинные) разные, оправки (качающиеся) для крепления машинных разверток, калибры-пробки разные, калибры конические разные.
Приспособления и материалы:тиски параллельные, тиски машинные, воротки для разверток разные, масло минеральное, эмульсия.
|






