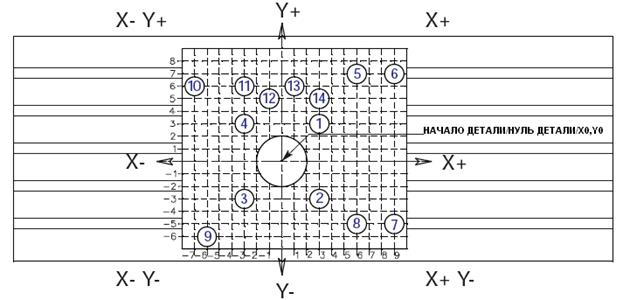
Какие значения для координат X и Y для каждого отверстия при программировании в абсолютном G90 позиционировании когда каждое перемещение производится относительно нулевой точки детали X0 Y0.
ТОЧКА 1 = X____0____ Y___0_____
ТОЧКА 2 = X________ Y________
ТОЧКА 3 = X________ Y________
ТОЧКА 4 = X________ Y________
ТОЧКА 5 = X________ Y________
ТОЧКА 6 = X________ Y________
ТОЧКА 7 = X________ Y________
ТОЧКА 8 = X________ Y________
Какие значения каждого отверстия при ОТНОСИТЕЛЬНОМ G91 позиционировании, когда каждое движение задаётся относительно предыдущей позиции и нулевая точка сдвигается в эту позицию.
ОТ ТОЧКИ 8 ДО ТОЧКИ 9 = X________ Y________
ОТ ТОЧКИ 9 ДО ТОЧКИ 10 = X________ Y________
ОТ ТОЧКИ 10 ДО ТОЧКИ 11 = X________ Y________
ОТ ТОЧКИ 11 ДО ТОЧКИ 12 = X________ Y________
ОТ ТОЧКИ 12 ДО ТОЧКИ 13 = X________ Y________
ОТ ТОЧКИ 13 ДО ТОЧКИ 14 = X________ Y________
ОТ ТОЧКИ 14 ДО ТОЧКИ 15 = X________ Y________
ОТ ТОЧКИ 15 ДО ТОЧКИ 16 = X________ Y________
ПРОГРАММИРОВАНИЕ В КОДАХ
Программа обработки детали для любого станка с ЧПУ состоит из определения перемещения инструмента, изменения скорости обработки и частоты вращения шпинделя. Она также состоит из вспомогательных командных функций, таких как смена инструмента, включение или выключение охлаждения и команд внешних М-функций.
Перемещение инструмента состоит из команд ускоренного позиционирования,G00 команд движения по прямой или окружности с контролем скорости перемещения.
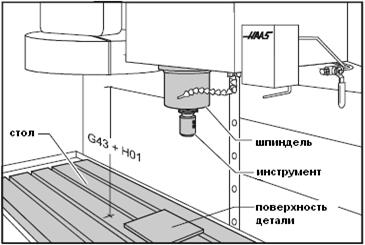
Фрезерный станок HAAS имеет три оси, определяемые как ось X, ось Y и ось Z. Оси X и Y будут задавать перемещение стола вокруг осевой линии шпинделя, в то время, как ось Z задаёт перемещение шпинделя вниз к или вверх от стола станка. Позиция «машинного нуля» будет при положении шпинделя, указывающего вниз на верхний правый угол стола, когда стол полностью переместился влево по оси X, полностью по направлению к Вам по оси Y и ось Z вверху в позиции смены инструмента. Движение по оси X будет перемещать стол направо с отрицательными значениями и налево с положительными значениями. Движение по оси Y будет перемещать стол по направлению к Вам с положительными значениями и от Вас с отрицательными значениями. Движение по оси Z перемещает инструмент по направлению к столу с отрицательными значениями и от стола с положительными значениями.
Программа пишется как множество инструкций, заданных в порядке их выполнения. Инструкции, если дать их по-русски, могут выглядеть так:
ЛИНИЯ №1 = ВЫБРАТЬ РЕЖУЩИЙ ИНСТРУМЕНТ
ЛИНИЯ №2 = ВКЛЮЧИТЬ ШПИНДЕЛЬ И ЗАДАТЬ ЕГО ОБОРОТЫ
ЛИНИЯ №3 = УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ К НУЛЮ ДЕТАЛИ
ЛИНИЯ №4 = ВКЛЮЧИТЬ ОХЛАЖДЕНИЕ
ЛИНИЯ №5 = ВЫБРАТЬ СКОРОСТЬ И СДЕЛАТЬ РЕЗ(Ы)
ЛИНИЯ №6 = ВЫКЛЮЧИТЬ ШПИНДЕЛЬ И ОХЛАЖДЕНИЕ
ЛИНИЯ №7 = ОТОЙТИ НА РАССТОЯНИЕ БЕЗОПАСНОСТИ
ЛИНИЯ №8 = ВЫБРАТЬ ДРУГОЙ ИНСТРУМЕНТ
и так далее. Но наша система управления понимает инструкции, если они заданы в машинном коде, также определяемом как программированием в G и M кодах. Перед обсуждением значений и использования этих кодов будет полезно обратить внимание на нижеследующие указания.
ФОРМАТ ПРОГРАММЫ
Не существует никаких требований по отношению позиций адресных кодов. Они могут быть помещены в любом порядке в блоке программы. Каждый может форматировать программу в любом удобном для него порядке. Но формат программы или стиль программирования очень важная часть программирования для станков с ЧПУ. Некоторые команды могут быть размещены в любом месте блока программы, некоторые только в определённой позиции, поэтому существует несколько стандартных правил написания программы, которых следует придерживаться. Главное, чтобы программист придерживался определённого формата, который последователен и эффективен, так, чтобы любой оператор станка с ЧПУ в цехе мог понимать его.
Рассмотрим некоторые стандартные правила программирования:
Программирование адресов X, Y и Z осуществляется в алфавитном порядке в каждом операторе программы. Станок может считывать адреса X, Y и Z в любом порядке, но мы хотим быть последовательными. Если в операторе программы более одного адреса из X, Y или Z, они должны записываться вместе и по порядку. Пишите сначала X, затем Y и в конце Z.
Вы можете помещать коды G и M в любом месте стоки кода. Но на заре развития программирования для ЧПУ коды G помещались в начале строки, а коды M в конце. Это было правилом, многие люди следуют ему и это продолжает оставаться хорошим стандартом.
Некоторые системы с ЧПУ позволяют писать более одного кода M в одной строке кода, а некоторые нет. В системе HAAS можно писать только один код M в одном блоке программы и команда начнёт выполняться после полной отработки кадра, если он выполняемый.
Программа является серией последовательных команд, которые станок может распознать и обработать. Формат программы определяет порядок, в котором машинные коды, состоящие из командных слов, записываются в программе. Командное слово начинается с одиночной буквы и последующим числом или значением для каждого слова. Если значение положительное, то знак «+» не требуется. Если значение отрицательное, то необходим знак «–». Если командное слово является только числом, а не значением, то не требуется ввода знака или десятичной точки для этой команды. Формат программы определяет «язык инструмента станка».
;
N3 (SET DIA. OFFSET D03 AT 12.5);
T3 M06 (12.5 DIA. 2 FLT END MILL);
G90 G54 G00 X–60. Y60. S1400 M03;
G43 H03 Z2.5 M08;
G01 Z–16. F1250.;
G41 Y50. D03 F300.;
X50.;
Y–50.;
X–50.;
Y57.;
G40 X–60. Y60.;
G00 Z25. M09;
G28 G91 Y0. Z0. M05;
ОПРЕДЕЛЕНИЯ ФОРМАТОВ КОДА
1. СИМВОЛ: Одиночный буквенный символ или знак «+» или «–».
2. АДРЕСНОЕ СЛОВО: Набор символов, определяемые одиночную команду, такую как перемещение по «X» или скорость подачи «F», или G или М коды. Буква является первым символом слова для каждой из различных программ. Это может быть расстоянием или направлением для определяемого слова в программе. Расстояние и направление определяют значение адресного слова со знаком «+» (плюс) или «–» (минус). Если знак не задан, то подразумевается положительное значение.
3. БЛОК: Последовательность адресных кодов, определяющих одиночную инструкцию. Инструкция может составлять одиночное прямолинейное перемещение, перемещение по дуге или стандартный цикл плюс дополнительную информацию, такую как скорость подачи или разнообразные команды (M функции).
4. ЗНАК ЧИСЛА: Если значение, следующее за буквой адреса, такой как A, B, C, I, J, K, R, U, V, W, X, Y, Z положительно, знак «+» не требуется. Отрицательное значение всегда требует ввода знака «–».
5. ЛИДИРУЮЩИЕ НУЛИ: Если начальные цифры значения являются нулями, они могут быть опущены, например G0 для G00 или M1 для M01. Завершающие нули должны быть записаны: M30, а не M3, G70, а не G7.
6. МОДАЛЬНЫЕ КОМАНДЫ: Коды, которые активны более, чем в одном блоке кода, в котором они определены, называются МОДАЛЬНЫМИ командами. Ускоренное перемещение, перемещения на подаче и стандартные циклы являются примерами модальных команд. НЕМОДАЛЬНЫЕ команды активны только в пределах блока, где они определены, и немедленно забываются управлением после их выполнения.
7. ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ: «М» функции активизируются в конце выполнения блока, где они определены. В одном блоке может быть определена только одна вспомогательная функция «М».
8. НОМЕР БЛОКА: Для идентификации и относительного положения блока или строки в программе ЧПУ используется нумерация блоков программы с N1 до N99999. Программа может быть написана с использованием нумерации блоков или без неё. Только номера блоков точно определяют местоположение блока в программе.
ПРИМЕР НАЧАЛЬНЫХ СТРОК ПРОГРАММЫ
В ПЕРВОЙ строке кода программы желательно указать номер инструмента (T01) и команду замены инструмента (M06).
ВТОРАЯ строка программы может состоять из задания абсолютного позиционирования (G90), задания рабочей нулевой точки (по умолчанию G54), определяющей нуль детали, позиционирование на ускоренной подаче (G00) для подвода к детали по координатам X и Y, задание скорости вращения шпинделя (Snnnn) и включение вращения шпинделя по часовой стрелке (M03) или, если вы хотите, задайте обороты шпинделя и его включение в отдельном кадре.
СЛЕДУЮЩЕЙ строка программы содержит инструкцию «прочитать компенсацию на длину инструмента» (G43), задать номер компенсации длины (H01) и перемещение подвода детали по оси Z (Z5) и, опционально, включение охлаждения (M08).
Строки начала обработки инструментом отображены ниже. Это хороший пример кода для каждого вызываемого инструмента в программе.
T1 M06 (В КРУГЛЫХ СКОБКАХ ТЕКСТОВАЯ ИНФОРМАЦИЯ);
G90 G54 G00 X12.5 Y–37.5 S2500 M03;
G43 H01 Z5 M08;
 Можно написать эти строки следующим образом:
Можно написать эти строки следующим образом:
T1 M06 (ПРИМЕЧАНИЯ);
G90 G54 G00 X12.5 Y–37.5;
S2500 M04;
G43 H01 Z5 M08;
Примечание: номер корректора инструмента на длину обычно всегда соответствует номеру инструмента. Параметр 15 (согласование H и T кода) будет гарантировать соответствие номер инструмента номеру корректора на длину. (Например Т01 в строке #1 должен иметь корректор H01 в строке #3 или будет выдана ошибка, если параметр 15 установлен в ON).





