Нормативный метод расчёта припусков на обработку (метод минимальной стружки).
Этот метод основан на определении минимального срезаемого слоя (стружки), который необходимо удалить, чтобы обеспечить заданную точность, т.е. нужно иметь таблицы мин. стружки и экономического допуска для данной точности.
 получены в результате анализа производства.
получены в результате анализа производства.
Таблица минимального припуска в зависимости от вида обработки (Cmin)
| Вид обработки
| Cmin – min стружка, мм
|
| обдирка
| 1,5…4,0
|
| черновая обработка
| 1,0
|
| черновая после обдирки
| 0,5…0,7
|
| получистовая
| 0,25…0,5
|
| чистовая
| 0,1…0,2
|
| отделочная (абразивная)
| 0,05…0,03
|
Расчётная схема для определения промежуточных размеров и размеров заготовки.
Величина допуска Δ /экономического, оптимального/ при различных методах обработки (вместо этого допуска можно воспользоваться величинами IT по переходам)
| метод обработки
| обдирка или черновая обработка
| получистовая
| чистовая или отделочная
| тонкая обработка
|
| строгание, фрезерование, точение
| 1,0…0,5
| 0,15…0,2
| 0,1…0,05
| 0,02…0,03
|
| сверление зенкерование (черн)
| 0,4..0,16
| 0,15
| 0,12…0,1
| -
|
| растачивание
| 0,4…0,2
| 0,2…0,1
| 0,05…0,03
| -
|
| развёртывание
| 0,3…0,16
| 0,15…0,05
| 0,04…0,025
| -
|
| протягивание
| -
| 0,03…0,05
| 0,01
| -
|
| шлифование
| 0,1…0,15
| 0,05…0,02
| 0,01…0,015
| -
|
| притирка, супершлифовка
| -
| -
| 0,005…0,015
| -
|
 – формула для расчёта максимального припуска.
– формула для расчёта максимального припуска.
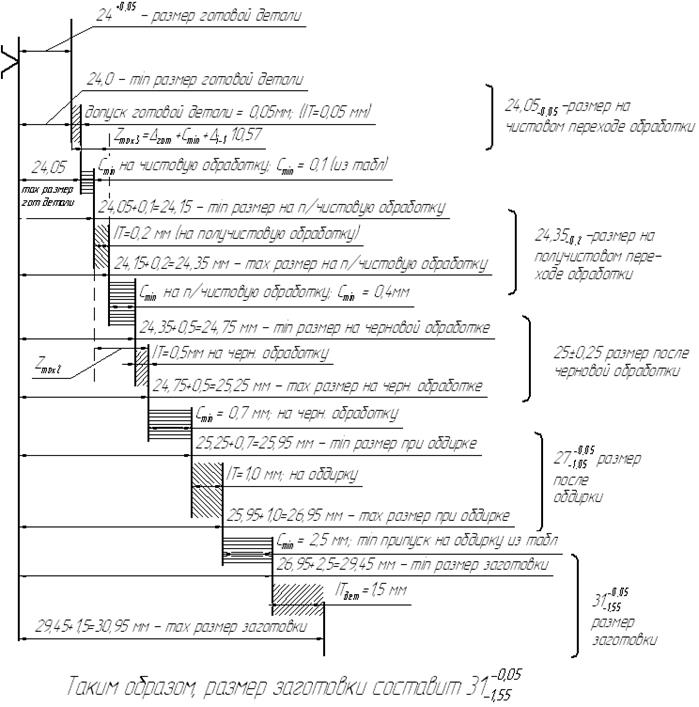
Расчёт промежуточных размеров начинается всегда с размеров готовой поверхности.
Пример: необходимо обработать поверхность в размер 24±0,05 в 4 перехода обработки:
·  обдирочная
обдирочная
· черновая
· получистовая
· чистовая
Из маршрута обработки данной поверхности
Краткие пояснения к схеме расчёта:
- расчёт (построение схемы) начинают с минимального размера готовой детали, к нему добавляют допуск и получают максимальный размер готовой детали;
- затем к максимальному размеру готовой детали прибавляют Cmin на чистовую обработку и получают следующий минимальный размер на получистовую обработку;
- прибавив к этому размеру допуск Δп/чист на получистовую обработку → получаем максимальный размер на получистовой обработке;
- и так далее, согласно схеме расчёта.
Пример определения припусков по переходам обработки, промежуточных размеров и размеров заготовки.
Определение общих припусков.
Величина общего минимального припуска на поверхность определяется по формуле:


Величина общего максимального припуска на поверхность определяется по формуле:


Округляя значение общего максимального припуска до знака после запятой, с которым дан допуск на размер заготовки, получим:

Определение предельных размеров заготовки.
Минимальный размер заготовки:

Максимальный размер заготовки:

Имея в виду предельные размеры заготовки и предельные отклонения этих размеров, номинальный размер заготовки и допуск на него запишется так:
Определение промежуточных и исходных размеров заготовки.
После назначения маршрута обработки на данную точную поверхность мы имеем только квалитет, шероховатость и последний (окончательный) размер готовой детали.
Пример:
Заготовка: Ø….IT15 
Черновая обработка: Ø….IT12
Получистовая обработка: Ø….IT9 
Чистовая обработка: Ø….IT7 
Отделочная обработка: Ø50b6  – по чертежу.
– по чертежу.
Поэтому нужно знать схему расположения промежуточных припусков и допусков (IT) на каждый переход обработки. В основу построения этой схемы положена теория копирования размеров. Она заключается в том, что при обработке заготовки с наименьшим предельным размером amin, выдерживаемый размер bmin также получается наименьшим, а при обработке заготовки с наибольшим размером amax выдерживаемый размер bmax получается наибольшим. В этих условиях минимальный промежуточный припуск:

наибольший припуск:

Учитывая, что  и
и  получим:
получим:
 отсюда:
отсюда: 
В этих формулах Δа – допуск на размер заготовки; Δb – допуск на выполняемый размер.
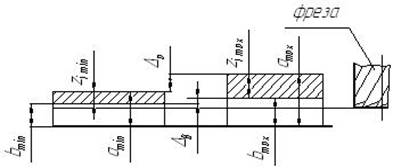
Схема для расчёта промежуточных размеров заготовок
Рассмотрим пример построения схемы расположения промежуточных припусков, допусков и размеров: (на примере маршрута из трёх переходов обработки – черновой, чистовой и тонкой обработки):
Заготовка: Ø d0; Δ0 (IT0)
Черновая обработка: Ø d1; Δ1 (IT1)
Чистовая обработка: Ø d2; Δ2 (IT2)
Тонкая обработка: Ø d3; Δ3 (IT3)
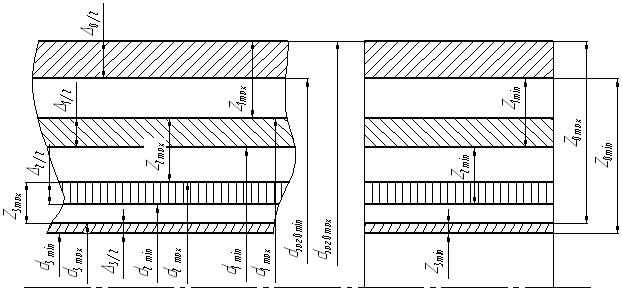
Схема расположения промежуточных припусков, допусков и размеров
При построении схемы исходными являются заданные чертежом предельные размеры d3 min и d3 max готовой детали, которые получают на последней операции обработки поверхности (тонкое точение).
К наименьшему предельному размеру готовой детали прибавляем минимальный припуск на операцию тонкого точения z3 min (цифровой индекс означает порядковый номер операции в технологическом маршруте механической обработки данной поверхности) и получаем наименьший предельный размер заготовки после чистового точения d2 min. Для получения наименьшего предельного размера d1 min заготовки после чернового точения к размеру d2 min прибавляем минимальный припуск z2 min на чистовое точение. Наименьший предельный размер dзаг min исходной заготовки получается прибавлением к размеру d1 min минимального припуска zi min на черновое точение.
Наибольшие предельные размеры d1 max и d2 max по технологическим переходам и исходной заготовки d0 max получаются прибавлением к соответствующим наименьшим предельным размерам технологических допусков Δ2, Δ1 и Δ0.
Из приведённой схемы легко определить минимальный общий припуск z0 min на обработку, который получается суммированием промежуточных минимальных припусков по всему технологическому маршруту, и максимальный общий припуск z0 max, который также получается суммированием всех промежуточных максимальных припусков. Промежуточный максимальный припуск для выполнения какого-нибудь перехода равен разности наибольших предельных размеров заготовки на предшествующем и выполняемом переходах:
. 
Рассмотренная схема расположения полей припусков и допусков характерна для тех случаев, когда обработку производят на предварительно настроенных станках, а промежуточный припуск снимают за один рабочий ход.
Таким образом, имеем формулы для определения размеров
наружной поверхности:


внутренних поверхностей:


где zi min – min припуск на сторону на выполняемом переходе (i); 2zi min – min припуск на диаметр.
Общие припуски z0 max и z0 min определяют как сумму промежуточных припуков на обработку.
Правильность проведённых расчётов проверяют по формулам:




При обработке за несколько рабочих ходов, выполняемой по методу последовательного приближения к заданному размеру (шлифование, хонингование, притирка и другие методы), схема расположения полей припусков и допусков несколько изиенится.
В этом случае (если тонкое точение заменяем на шлифование) исходным является dmax последнего перехода обработки (а не dmin – как выше было рассмотрено):
Припуски, а также предельные промежуточные и исходные, размеры заготовки удобно рассчитывать, заполняя специальную карту.
Пример. Определить припуски, предельные промежуточные и исходные размеры заготовки при обработке шейки ступенчатого вала диаметром 50-0,05 мм с шероховатостью поверхности Ra = 0,5 мкм. Заготовка вала — штампованная; материал вала — сталь 40.
Карта расчета припусков на обработку и предельных размеров по технологическим переходам
| Маршрут обработки
| Элементы припуска, мкм
| Расчетный
| Допуск Δ на промежуточные размеры, мкм
| Принятые (округленные) размеры заготовки по переходам, мм
| Предельный припуск, мкм
|

| 
| 
| 
| Припуск zi, мкм
| Минимальный размер, мм
| Наибольший
| Наименьший
| zmax
| zmin
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
| 12
|
| Штамповка
| -
| -
| -
| -
| -
| 53,39
| 2000
| 55,50
| 53,50
| -
| -
|
| Точение:
|
|
|
|
|
|
|
|
|
|
|
|
| предвари- тельное....
| 200
| 300
| 700
| 200
| 2800
| 50,59
| 500
| 51,10
| 50,60
| 4400
| 2900
|
| чистовое...
| 50
| 55
| 75
| 15
| 390
| 50,20
| 150
| 50,35
| 50,20
| 750
| 400
|
| Шлифование:
|
|
|
|
|
|
|
|
|
|
|
|
| предвари- тельное....
| 25
| 35
| 15
| 5
| 160
| 50,04
| 100
| 50,14
| 50,04
| 210
| 160
|
| чистовое…
| 15
| 25
| 5
| -
| 90
| 49,95
| 50
| 50,00
| 49,95
| 140
| 90
|
Рассмотренный расчётно-аналитический метод определения припусков и промежуточных размеров заготовки по технологическим переходам применяют в условиях массового, средне- и крупносерийного производства. Его целесообразно применять и в тяжелом машиностроении, даже при единичном изготовлении крупных деталей. Этот метод обеспечивает значительную экономию металла, снижает трудоемкость и себестоимость обработки.





