ДО41/19.11.2021 Тема занятия: «Организация и оборудование рабочего места для утюжильных работ. Сущность и значение ВТО. Знакомство с утюжильным оборудованием. Техника безопасности при ВТО»
Тема 4.3. Знакомство с утюжильным оборудованием. Приемы влажно-тепловой обработки швейных изделий. Техника безопасности при ВТО.
Теория.
Организация и оборудование рабочего места для утюжильных работ. Сущность и значение ВТО. Режимы влажно-тепловых работ. Знакомство с терминологией ВТО. Техника выполнения ВТО.
Практика.
Режимы влажно-тепловых работ. Техника выполнения ВТО.
Форма текущего контроля: беседа, опрос, практическая работа.
1.Организация рабочего места для выполнения влажно-тепловых работ
1.Рабочим местом для выполнения влажно-тепловой обработки является утюжильная доска. Это складной узкий стол.
2.Операции влажно-тепловой обработки выполняют стоя. При этом расстояние от обрабатываемого предмета до глаз должно быть 35—45 см.
3.Прежде чем приступить к влажно-тепловой обработке деталей или изделия, необходимо проверить нагрев утюга на лоскутке той ткани, которую нужно утюжить.
4.Влажно-тепловую обработку изделия или детали выполняют с изнаночной стороны.

ВЛАЖНО-ТЕПЛОВЫЕ РАБОТЫ: Правила организации утюжильного рабочего места
Рабочая поверхность (1) утюжильного стола, равно как и поворотные колодки для обработки отдельных участков изделий (2), обтянута чистой тканью. Утюг (3) соединен электрическим и паропроводом с блоком управления (5). Провод проходит через кронштейн (4), не позволяющим контактировать ему с поверхностью стола. Стол оснащен системой пароотсоса, включаемой педалью (6), и парогенератором (7). При работе на утюге работница располагается на резиновом коврике (8).
Фото прилагается:

ОБОРУДОВАНИЕ, ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ ПРИ ВТО
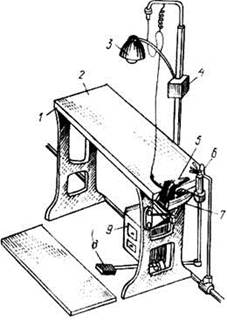
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ПРИ ВЫПОЛНЕНИИ УТЮЖИЛЬНЫХ РАБОТ.
Для выполнения влажно-тепловых работ применяется следующее оборудование: утюжильный стол, утюги, и специальные приспособления (колодки, пульверизаторы, проутюжильники и т. д.).
Утюжильный стол имеет настольную доску 2 с крышкой 1, обтянутой сукном или бортовкой. К столу прикреплен светильник 3 с гибким шлангом, реле 4 к терморегулятору и выключатель электроутюга. С правой стороны сбоку от доски установлена подставка с асбестовой прокладкой 7 для утюга 5, пульверизатор 6 и выдвижной ящик 9 для личного пользования. Педаль 8 служит для выключения пульверизатора, работающего от компрессорной установки.
Ha полу, возле стола, должен быть резиновый коврик.
Исследовательская работа обучающихся.
А задумывались ли вы когда-нибудь откуда появился утюг? Кто его изобрёл? Сразу ли он был такой красивый и удобный?
Изучение нового материала.
Я, не хвастая, скажу:
Всех друзей омоложу!
Идут ко мне унылые,
С морщинками и складками.
Уходят очень милые,
Весёлые и гладкие!
Значит, я надёжный друг –
Электрический утюг! (Е. Павлова)
Утюг – бытовой прибор для разглаживания складок и заминов на одежде. Процесс разглаживания называют утюжкой.
Утюг – это нагревательный прибор. Его рабочая часть – подошва (металлическая, гладкая) – сильно нагревается и разглаживает ткань. При этом утюг держат за ручку, изготовленную из материала, плохо проводящего тепло, - древесины или пластмассы.
Подошва из алюминия.  К одному из основных преимуществ алюминия по отношению к другим металлам, является его свойство быстро нагреваться и быстро остывать. Но имеется у алюминия и большой недостаток – это его мягкость. На подошве из алюминия быстро появляются царапины. Они могут быть невидны глазу или неощутимы при прикосновении, но ткать будет цепляться даже за микро царапин. Подошва из нержавеющей стали.
К одному из основных преимуществ алюминия по отношению к другим металлам, является его свойство быстро нагреваться и быстро остывать. Но имеется у алюминия и большой недостаток – это его мягкость. На подошве из алюминия быстро появляются царапины. Они могут быть невидны глазу или неощутимы при прикосновении, но ткать будет цепляться даже за микро царапин. Подошва из нержавеющей стали.  Подошвы из нержавеющей стали более надежные, долговечные и в меньшей степени подвержены повреждениям. Нержавеющая сталь легко поддается чистке и хорошо скользит по любой ткани. В некоторых моделях по поверхности стали, проделаны специальные углубления, это позволяет пропускать через них ткань, обеспечивая равномерное распределения температуры, и улучшая скорость и легкость скольжения утюга по одежде.
Подошвы из нержавеющей стали более надежные, долговечные и в меньшей степени подвержены повреждениям. Нержавеющая сталь легко поддается чистке и хорошо скользит по любой ткани. В некоторых моделях по поверхности стали, проделаны специальные углубления, это позволяет пропускать через них ткань, обеспечивая равномерное распределения температуры, и улучшая скорость и легкость скольжения утюга по одежде.
Подошва из керамики и металлокерамики.  Обладают повышенной степенью скольжения по сравнению с металлическими подошвами, прекрасно чистятся от нагара, при этом обеспечивают высокое качество глажения. В качестве нагревательного элемента утюга используются тены и спирали. Вес таких моделей утюгов не превышает 1.5 кг. Утюги с керамическими подошвами имеют один большой недостаток, так как эмаль – это очень хрупкий материал. Поэтому керамика требует к себе бережного отношения и осторожности при ее эксплуатации. Керамика очень легко подвержена сколам, царапинам и трещинам.
Обладают повышенной степенью скольжения по сравнению с металлическими подошвами, прекрасно чистятся от нагара, при этом обеспечивают высокое качество глажения. В качестве нагревательного элемента утюга используются тены и спирали. Вес таких моделей утюгов не превышает 1.5 кг. Утюги с керамическими подошвами имеют один большой недостаток, так как эмаль – это очень хрупкий материал. Поэтому керамика требует к себе бережного отношения и осторожности при ее эксплуатации. Керамика очень легко подвержена сколам, царапинам и трещинам.
Подошва из тефлона, титана и стеклокерамики.  Самыми прочными, самыми скользкими и дорогими на сегодняшний день считаются утюги с покрытием из тефлона, титана и стеклокерамики. Это очень качественные материалы, которые одновременно неприхотливы, прочны и прослужат много лет.
Самыми прочными, самыми скользкими и дорогими на сегодняшний день считаются утюги с покрытием из тефлона, титана и стеклокерамики. Это очень качественные материалы, которые одновременно неприхотливы, прочны и прослужат много лет.
Электрические утюги бывают с терморегулятором и пароувлажнителем.

 - Корпус- Шнур- Подошва- Терморегулятор -Пароувлажнитель
- Корпус- Шнур- Подошва- Терморегулятор -Пароувлажнитель
Рабочим местом для выполнения влажно-тепловой обработки является утюжильная доска – это складной узкий стол.  При влажно-тепловой обработке утюгом применяют различные колодки, которые изготавливают из древесины твёрдых пород (дуб, клён, берёза). Формы и размеры их зависят от характера выполняемых операций и вида изделий.
При влажно-тепловой обработке утюгом применяют различные колодки, которые изготавливают из древесины твёрдых пород (дуб, клён, берёза). Формы и размеры их зависят от характера выполняемых операций и вида изделий.
 Операции ВТО выполняют стоя, при этом расстояние от обрабатываемого предмета до глаз должно быть 35–45 см. Прежде чем приступить к утюжильным работам, необходимо проверить нагрев утюга на лоскутке той ткани, которую нужно утюжить.
Операции ВТО выполняют стоя, при этом расстояние от обрабатываемого предмета до глаз должно быть 35–45 см. Прежде чем приступить к утюжильным работам, необходимо проверить нагрев утюга на лоскутке той ткани, которую нужно утюжить.
Платья, юбки, блузки следует утюжить сначала с изнанки, а затем с лицевой стороны.
Складки лучше утюжить с лицевой стороны, чтобы они не разошлись. Утюжить следует по прямой нитке: долевой или поперечной.
При утюжке по косой нитке можно деформировать изделие, испортить его вид.
С помощью пара можно обновить поношенное или сильно мятое изделие, развесив его над тазом с кипятком для равномерного увлажнения, а затем, ещё влажное, отутюжить его.
При ВТО отдельные участки изделия могут приобрести нежелательный блеск или глянец (ласы). Это результат образования плотно сжатых площадок из волокон, которые в процессе утюжки фиксируются (закрепляются) в определённом положении. Появление лас зависит от температуры утюга и структуры обрабатываемых деталей.
После окончания ВТО готовые изделия должны быть просушены и охлаждены в подвешенном состоянии до полного закрепления приданной им формы.
При работе ВТО необходимо следовать правилам техники безопасности.
1.Опасности в работе:
- Возгорание шнура;
- Ожоги: паром, о подошву утюга и от возгорания шнура;
- Поражение электрическим током.
2.Что нужно сделать до начала работы:
- Проверить целостность шнура и чистоту подошвы утюга;
- Проверить наличие резинового коврика.
3.Что нужно делать во время работы:
- Выполнять влажно-тепловую обработку, стоя на резиновом коврике;
- Включать и выключать утюг сухими руками, берясь за корпус вилки, а не за шнур;
- Ставить утюг на специальную подставку;
- Следить за тем, чтобы шнур не касался подошвы утюга, и утюг не нагревался;
- Использовать для увлажнения ткани пульверизатор.
4.Что нужно сделать по окончании работы:
- Выключить утюг;
- Поставить его на специальную подставку.
Требования, предъявляемые к выполнению ВТО.
1.Положение терморегулятора установить в соответствии с видом обрабатываемой ткани.
2.Начиная утюжить, следует проверить, чистый ли утюг, не перегрелся ли он.
3.При выполнении ВТО обрабатываемый участок детали или изделия располагают ближе к работающему.
4.При выполнении каждой машинной операции обработанный участок детали или изделия увлажняют и утюжат до полного высыхания ткани.
5.Изделие утюжат справа налево, по направлению долевой нити.
6.Отутюженное изделие надо оставить на некоторое время в расправленном или подвешенном виде.
Назначение и сущность ВТО
ВТО применяют для придания пространственной формы деталям одежды; устранения заминов; окончательной отделки и т.д. Пространственная форма деталей одежды может быть достигнута конструктивным путем, способом формования за счет деформации материалов на отдельных участках деталей или комбинированием этих двух способов.
Формование деталей одежды из синтетических волокон нецелесообразно в связи с их свойствами или невозможно, а при изготовлении изделий из шерстяных материалов применяется достаточно широко. Доля ВТО в трудоемкости обработки одежды пальтово-костюмного ассортимента составляет 20–25 %.
В обычном состоянии деформация материала невелика, не является устойчивой и почти мгновенно релаксирует. На графике (для тканей примерно такой же характер зависимости) этому соответствует левая часть, когда полимер находится в стеклообразном состоянии. Поэтому формование проводится в процессе ВТО, которая представляет собой воздействие в течение определенного времени на материал тепла, влаги и давления.
Процесс ВТО подразделяют на три стадии:
1.подготовка материала к формованию,
2. формование материала,
3. фиксация полученной формы.
На первой стадии процесса ВТО воздействие тепла и влаги на материал ослабляет действие межмолекулярных сил в волокнах. Благодаря этому на второй стадии процесса изменяется конфигурация цепей волокон. Удаление влаги из материала и охлаждение его способствуют восстановлению связей между молекулами при новой конфигурации их цепей. За счет этого на третьей стадии процесса фиксируется форма, приданная материалу на второй стадии.
Параметры ВТО
Качество выполнения ВТО, производительность труда, устойчивость приданной формы, энергозатраты во многом определяются правильным выбором для определенного материала с учетом выполняемой операции и применяемого оборудования основных параметров ВТО: температуры, влажности, давления, времени обработки.
Температура
При обычной для помещения температуре материалы при нагружении получают в основном упругую деформацию. Для резкого повышения доли пластической (необратимой) деформации нужно значительно ослабить молекулярные связи волокон, при этом полимер перейдет в пластическое вязко-текучее состояние. Перевод осуществляется увеличением энергетического уровня молекул путем передачи им тепла от рабочих органов машин или другим путем. Однако практически этот перевод достигается редко, так как большинство волокон разрушаются прежде, чем достигнут его. Поэтому при ВТО используют эластическую деформацию, для достижения которой требуется меньше энергии, а следовательно, меньшее повышение температуры, чем для пластической.
Параметры ВТО взаимосвязаны. Значение tс даже для одних и тех же волокон различно. Его можно понизить путем введения пластификатора (влаги) и более длительного нагружения материала. Превышение рекомендуемой для определенного волокнистого состава материалов температуры ВТО приводит к изменению цвета, свойств материалов.
Влага
Материалы для одежды в обычных условиях обладают небольшой теплопроводностью и нагревание их контактным способом получается неравномерным. При нагревании через неувлажненный проутюжильник трех слоев костюмной ткани в течение 20 с поверхностью при температуре 200оС температура нижнего слоя ткани становится равной 100оС, а верхнего – 170оС.
При ВТО с увлажненным проутюжильником в первоначальный момент прогрева влага в виде пара и частиц воды проникает во все слои материала, создавая благоприятную среду для распространения тепла. Затем влага постепенно превращается в пар, и температура в этот период стабилизируется. Дальнейший приток тепла приводит к повышению температуры в слоях материала, что вызывает удаление влаги.
Для качественного выполнения ВТО важно обеспечить равномерность увлажнения и прогрева. Использование при ВТО готового пара, получаемого от парогенератора, более эффективно, так как при этом:
- обеспечивается равномерность прогрева;
- одинакова остаточная деформация всех слоев пакета материалов;
- обеспечивается возможность автоматического регулирования процесса.
Паровой нагрев обеспечивает более высокое качество обработки, но несколько удлиняет процесс по времени. Чтобы интенсифицировать процесс ВТО в этом случае повышают давление, температуру и количество пара без резкого повышения температуры горячей поверхности, а на этапе закрепления приданной формы предусматривают отсос горячего воздуха. Увлажнение при ВТО составляет 20÷30 % веса воздушно-сухого материала.
Давление
С помощью давления греющей поверхности обеспечивается необходимое изменение конфигурации молекулярных цепей, в результате чего происходит необходимое формование материала. С повышением давления на материал до 1,5х105Па время обработки сокращается, но при дальнейшем увеличении появляются ласы (сильный блеск). Они образуются на поверхности материала за счет сплющивания поверхностных волокон, которые значительно меньше рассеивают отраженный свет. Удаление лас вызывает удлинение времени обработки.
Время обработки
Время собственно прессования составляет в среднем около 3с; за это время обеспечивается около 80% всей деформации. При выполнении ВТО все четыре фактора взаимосвязаны.
1 2 3 4 5 6
Хлопок / среднее / влажный/ 180–220/ металлическая тройная/необходимо давление х/б велюр/ среднее / меньше влаги/ 180–220/ - / избегать давления Лен / много/ влажный/ 215–230/ металлическая тройная/ долго отсос х/б + лен/ много/ влажный/ 180–220/ металлическая тройная / - Шерсть/ много/ влажный/ 160–170/ металлическая тройная/ - Шелк / очень много/ мало влаги/ 140–165/ тефлон / без воды Вискоза/ среднее / влажный/ 150–180/ металлическая тройная/ - Ацетат / мало / сухой / 180–190/ тефлон / подвержен образованию лас Тонкая джерси/ мало / сухой / 140–150/ тефлон / подвержена образованию лас Шерстяная джерси/ мало/ сухой / 140–150/ тефлон / чувствительна к температуре Полиэстер / очень мало / очень сухой / 160–200/ тефлон / - Полиамид/ мало / сухой / 150–160/ тефлон / - Эластан / очень мало / сухой / 150–180/ тефлон / - Полиакрил / очень мало/ сухой / 150–180/ тефлон / - Плащевка/ очень мало/ очень сухой/ 180–220/ тефлон / долго отсос
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. На какие 3 стадии подразделяют процесс ВТО? Охарактеризовать стадии процесса ВТО.
2. Полученная форма в результате ВТО, чем закрепляется дополнительно?
3. Охарактеризовать 3 способа выполнения ВТО?
4. Охарактеризовать параметры ВТО.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислить дефекты ВТО изделий?
2. Причина и устранение дефекта: «опал детали швейного изделия»?
3. Причина и устранение дефекта: «прохождение клея через деталь швейного изделия»?
4. Причина и устранение дефекта: «отслоение термоклеевого прокладочного материала от основного материала детали швейного изделия»?
5. Причина и устранение дефекта: «растянутый край детали швейного изделия»?
6. Причина и устранение дефекта: «растянута или посажена горловина швейного изделия»?
7. Причина и устранение дефекта: «ласы швейного изделия»?
8. Причина и устранение дефекта: «рыхлый шов детали швейного изделия»?
ДО41/19.11.2021 Тема занятия: «Организация и оборудование рабочего места для утюжильных работ. Сущность и значение ВТО. Знакомство с утюжильным оборудованием. Техника безопасности при ВТО»





