

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Интересное:
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Технологический процесс изготовления нашего изделия можно разделить на несколько операций:
-создание модели изделия в каком-либо графическом редакторе;
-импорт векторного файла в программу ArtCAM Pro 9;
-подготовка ЧПУ оборудования к работе;
-экспорт модели ArtCAM Pro в программу управления встроенную со станком;
-запуск работы ЧПУ станка.
Создание модели изделия в каком-либо графическом редакторе
После того как мы сформировали эскиз, можно приступать к построению чертежа. Чертеж нашего изделия был построен в программе КОМПАС-3D, в которой мы указали габаритные размеры. Изделие имеет практически квадратную форму 18x20 см, с шириной 5 мм. Отверстия на чертеже должны быть векторными, то есть замкнутыми для распознавания их ЧПУ станком (Рисунок 30).
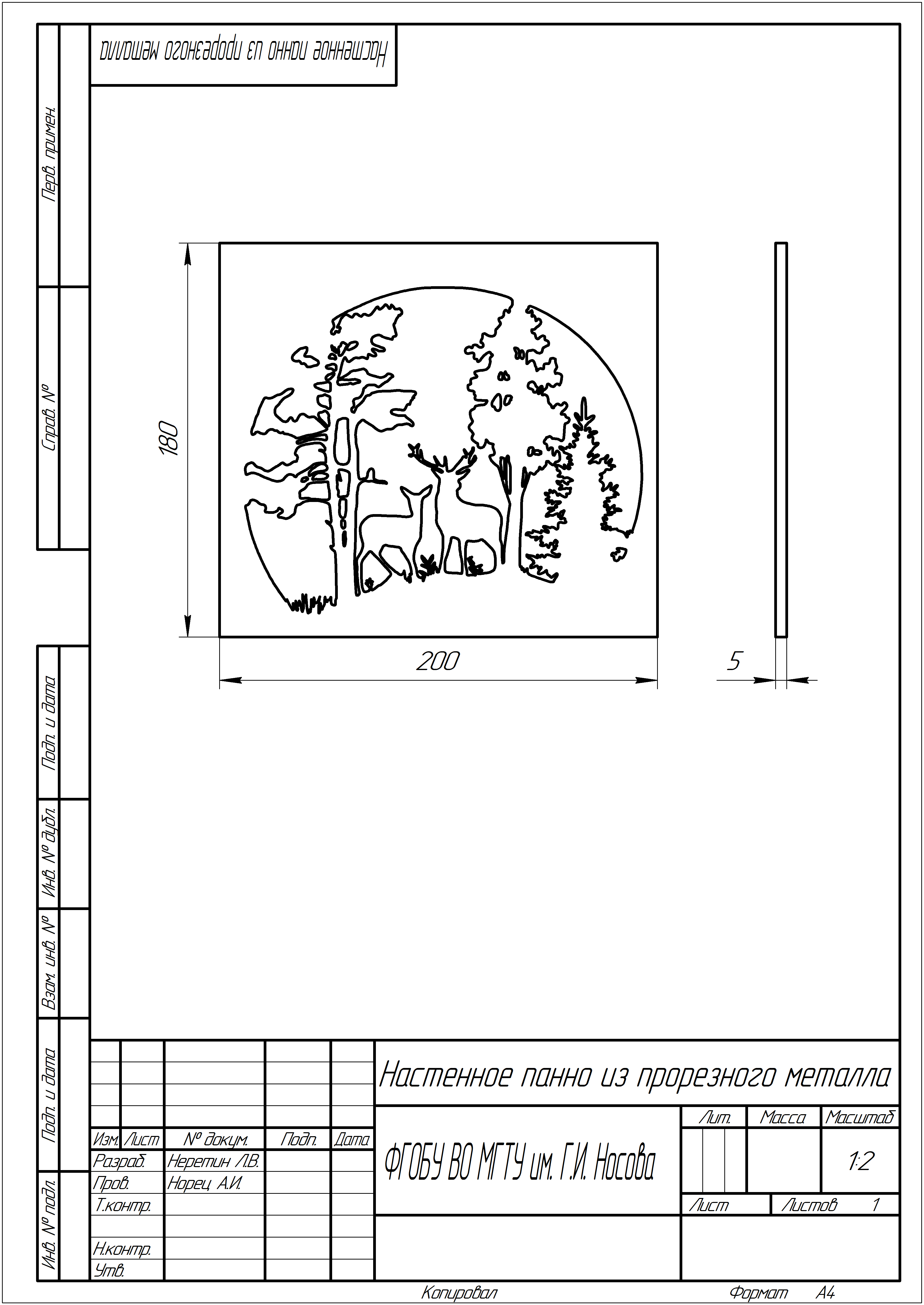
Рисунок 30 – Чертеж нашего панно по металлу с изображением пейзажа
Экспорт векторного файла в программу ArtCAM Pro 9.
После того как мы создали чертеж в КОМПАС-3D, нам нужно экспортировать его в ArtCAM Pro 9 и установить габариты рабочего поля для проекта (Рисунок 31).
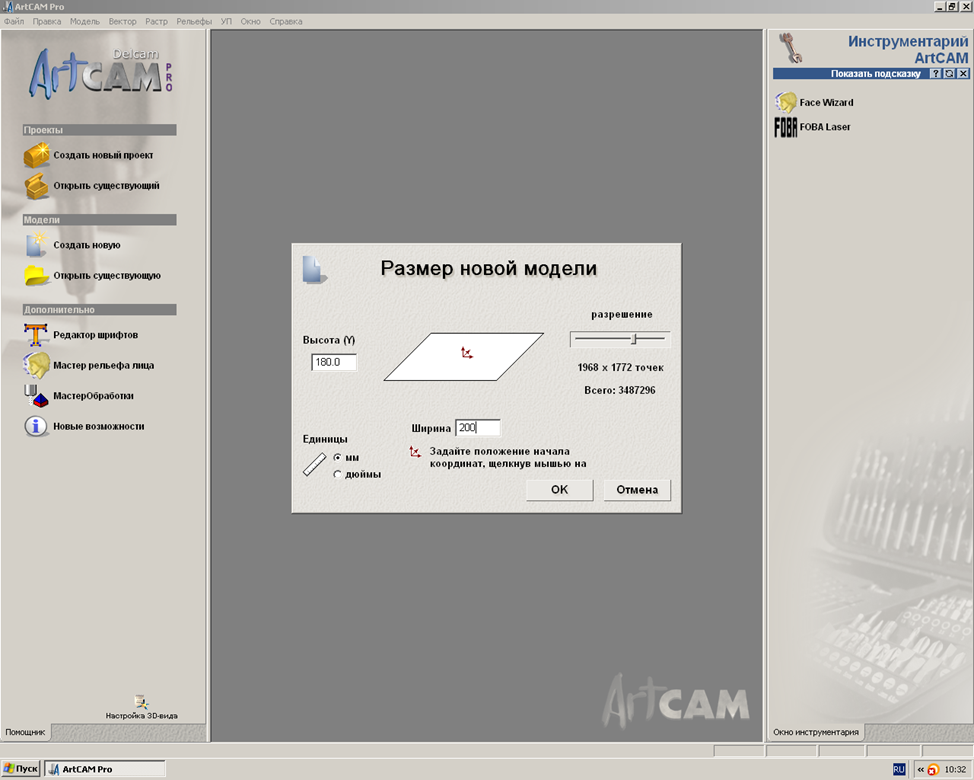
Рисунок 31 – Определяем размеры рабочего поле для проекта
Заполняем параметры для лазерной резки нашей заготовки (Рисунок 32).
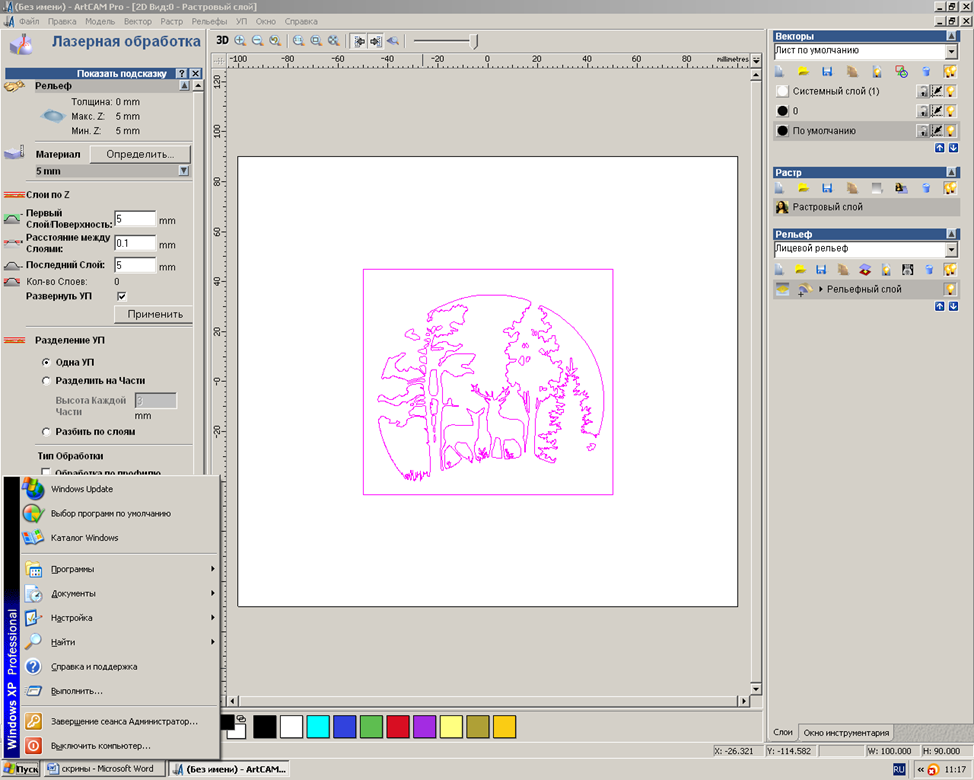
Рисунок 32 – Заполняем основные параметры.
Определяем толщину материала и положение оси Z заготовки (Рисунок 33).

Рисунок 33 – Устанавливаем толщину материала заготовки
Создаем управляющую программу и экспортируем ее в программу управления станком оборудования.
Подготовка ЧПУ оборудования к работе
Для работы на ЧПУ станке, не обходимо убедиться в чистоте оптики, разложить материал на поверхности стола, включить оборудование. Также не обходимо выровнять поверхность стола. Пока устройство прогревается, запустить программу управления станком, идущую в комплекте. Предварительный выбор единицы измерения, точки входа, ширины реза, типа операции («вектор» для резки и «растр» для гравировки), мощности луча и скорости его перемещения.
Экспорт модели ArtCAM Pro в программу управления встроенную со станком.
Для того чтобы станок прочитал векторный файл, нужно экспортировать его в программу управления станка.
Настройка параметров резки.
Снижение качества лазерной резки, возникает вследствие неправильного параметра скорости, его завышении или занижении, при неверно установленным фокусным расстоянием (параметры приведены в таблице ниже), а также неверно подобранная чистота и мощность лазерного излучения. Важным параметром для лазерной резки металла, является правильный подбор мощности и скорости, и временной задержке при первоначальном прожиге материала лазерным лучом. При резке толстого металла, место прожига выносится за пределы вектора резки детали, в программе для лазерного станка есть специальная функция с гибкими настройками. Основные стандартные параметры и газы используемые для резки черной и легированной стали, приведены в таблице ниже.
Исходя из нашей заготовки и материала нержавейки, необходимо настроить параметры резки (Таблица 1). В таблице 1 представлены параметры резки для нашей заготовки.
Таблица 1 – Параметры настройки резки для заготовки материала нержавейка
| Материал | Толщина, мм | Скорость, мм/с | Давление, Мр | Фокус | Газ | Высота резки, мм | Диаметр сопла, мм |
| Нержавейка | 5 | 12 | 2.5 | -4 | N2 | 0.5 | 2.0 |
Необходимо проверить фокусировку и выставить высоту лазерной головки на нужном уровне. Запуск программы встроенной со станком [17].
Запуск работы ЧПУ станка.
Убедившись в корректной работе системы вентиляции и водоохлаждении можно нажимать кнопку запуска, после чего ждать окончания выполнения программного цикла.
|
|
|

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

