На операции изготовления модельного комплекта не обходимо обеспечить 100%-й контроль размеров моделей и стержневых ящиков с учетом припусков на механическую обработку и линейную усадку отливок. Контроль точности совмещения разъемных частей модели и стержневого ящика, соответствия размеров знаков моделей и стержневых ящиков с учетом необходимых уклонов и зазоров, обеспечивающих надежность сбоку формы, а также контроль качества отделки и окраски рабочих поверхностей модели и стержневого ящика. Средства контроля - специальные измерительные инструменты (усадочные метры, кронциркули и др.) и визуальный осмотр.
Такая форма контроля необходима в условиях единичного и мелкосерийного производства, когда применяется модельный комплект из дерева и в составе технологической документации, руководящим материалом для изготовления моделей служит чертеж детали с нанесенными технологическими указаниями (положение отливки в форме, разъем модели и формы размеры знаков стержней, величина припусков на обработки и усадку, место подвода металла, размеры поперечного сечения элементов литниковой системы, место установки и размеры прибылей).
Технологические указания наносятся на  чертеже детали цветными карандашами с учетом необходимых уклонов и зазоров, обеспечивающих надежность сбоку формы, а также контроль качества отделки и окраски рабочих поверхностей модели и стержневого ящика.
чертеже детали цветными карандашами с учетом необходимых уклонов и зазоров, обеспечивающих надежность сбоку формы, а также контроль качества отделки и окраски рабочих поверхностей модели и стержневого ящика.
Этот чертеж является и основным документом для контролера (контрольного мастера), принимающего готовый модельный комплект.
Средства контроля - специальные измерительные инструменты (усадочные метры, кронциркули и др.) и визуальный осмотр
 6.3.4. Контроль качества изготовления литейных форм.
6.3.4. Контроль качества изготовления литейных форм.
Контроль качества изготовления литейных форм в технологическом процессе занимает центральное место, в том числе и по влиянию на качество литой заготовки. Если обратиться к материалам таблицы 2 - большинство видов дефектов отливок - газовые, песочные раковины, перекосы, ужимины, пригар - связаны в той или иной степени с отдельными характеристиками литейной формы. Эти характеристики - прочность, газопроницаемость, газотворная способность, податливость, - и составляют элементы, определяющие качество формы.
Эпизодически, контролируют такие параметры, как степень уплотнения смеси с помощью прибора - твердомера модели 071 - и визуально -отсутствие повреждений, равномерность нанесения на рабочую полость формы противопригарного покрытия, качество сборки формы контролером отдела технического контроля или службы управления качеством.
К операции отделки после извлечения моделей относятся исправление повреждений, удаление мусора из полости формы, нанесение противопригарных покрытий. Перед отделкой проверяется степень уплотнения смеси измерением поверхностной твердости формы. Исправление повреждений должно выполняться под контролем мастера, а для ответственных отливок - технолога и контролера ОТК. После исправления дефектов установки стержней необходимо удалить мусор продувкой сжатым воздухом и пылесосом.
Весь этот комплекс мер и надлежащая организация контроля на операциях изготовления форм, стержней и сборки форм позволят существенно улучшить качество отливок, уменьшить вероятность появления дефектов в них, зависящих от качества литейной форм.
 6.3.5. Контроль качества изготовления стержней.
6.3.5. Контроль качества изготовления стержней.
При сборке формы сложной отливки, когда для образования полостей и углублений нужно использовать несколько стержней, их взаимное положение контролируют шаблонами. На рис. 6 показано, как после установки стержней 3 в нижнюю полуформу 1 наложением шаблона 2 проверяется их взаимное расположение в форме. После контроля положения стержней шаблоном сборка заканчивается установкой верхней полуформы на нижнюю по центрующим штырями и креплением формы скобами или грузом.
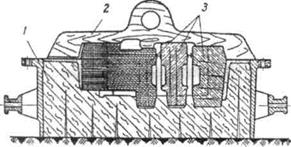
Рис. 4. Контроль установки стержней при помощи шаблона: 1 - нижняя полуформа, 2 - шаблон; 3 - стержни.
Надежность крепления должна гарантировать невозможность прорыва металла по разъему формы под действием металостатического давления.
Контроль качества стержней - одно из условий получения качественных отливок. Внешним осмотром контролируется качество стержня перед установкой в форму. При этом проверяется целостность стержня и отсутствие трещин. При обнаружении хотя бы одного из дефектов стержни бракуются.






