Чеканка.
Чеканная техника применяется для выполнения простейших операций, и для тончайших изображений человеческих лиц и фигур.
Художественная чеканка делится на 2 самостоятельных вида работы имеющих качественные различия в технологиях производства:
- чеканка из листа;
- чеканка по литью.
В первом случае, из листового металла чеканкой создают художественные произведения. Во втором только выявляют и завершают художественную форму, ранее созданную скульптором.
Материалом чеканки из листа служит листовой металл различной толщины, обладающий различными свойствами пластичности и вязкости. Наиболее ходовыми считаются листы от 0,4 до 1,0 мм. Для крупного монументального произведения применяются более толстые листы медь – до 2 мм., алюминий – до 3 мм.


Для чеканки из листа применяются следующие материалы:
Красная медь
Этот металл очень высоко ценится среди мастеров и любителей благодаря своей высокой пластичности. После отжига он легко восстанавливает форму. Из меди легко можно изготовить тонкую (не более 0,05 мм) фольгу. При чеканке из более толстой фольги можно получать высокий рельеф.
Медь хорошо полируется и шлифуется, обладает высокой стойкостью к коррозии. Обработка изделий из меди химическими растворами позволяет получить различные оттенки цвета.
Недостатками красной меди являются плохая резкость и быстрое окисление на открытом воздухе, вследствие чего нельзя сохранить первоначальный блеск изделий.
Латунь
Этот сплав меди с цинком был известен уже в глубокой древности. Он лучше, чем медь, режется и полируется, хорошо покрывается никелем, серебром, золотом. Латунь уступает меди в пластичности, но обладает большей твердостью.
Для чеканки лучше брать марки латуни с высоким содержанием меди (Л62, Л68, Л80). Такие сплавы называются томпаками. На них лучше получаются плоские рельефные композиции.
В процессе чеканки прочность листа увеличивается за счет образования наклепа, а пластичность падает. Для его снятия латунь разогревают до температуры 600–700 °C.
Трещины могут появиться от продолжительного хранения в холодном и влажном месте. Чтобы этого избежать, проводится длительное прокаливание при температуре 200–300 °C.
Алюминий
Он очень хорош для начинающих чеканщиков. Алюминиевая фольга долгое время сохраняет высокую пластичность, не требует термической обработки. Этот материал позволяет долгое время работать над одним орнаментом, исправляя ошибки.
Легко чеканится алюминий с содержанием примесей до 2 %. Марки с большим количеством примесей менее пластичны, поэтому их рекомендуется использовать для чеканок с невысоким рельефом или для контурных и ажурных просечных работ.
Никелевые сплавы
Из этих сплавов наиболее часто используются мельхиор и нейзильбер. Содержание меди в них достаточно высокое (81 % и 65 % соответственно), поэтому они обладают неплохой пластичностью.
При обработке растворами гипосульфата натрия и уксусного свинца дают разнообразные оттенки. Поверхность хорошо полируется и имеет ряд особенностей, которые можно выгодно использовать в сочетании с окраской.
Черные металлы
Для чеканки используется предварительно отожженная и протравленная сталь с низким содержанием углерода – декопир, а также протравленная до и после отжига – дважды декопир.
По сравнению с медью он не так мягок и в процессе чеканки быстро наклепывается. Его отжигают при температуре 700–760 °C.
Из декопира изготавливают небольшие декоративные изделия, высокий рельеф выколачивается только на довольно крупных предметах. При отделке и нанесении фактуры материал приобретает особенную красоту.
Чеканы
Это основной рабочий инструмент, с помощью которого ведется вся обработка. Мастера пользуются чеканами особой формы, позволяющими погасить боковую вибрацию и обеспечивающими точное распределение ударной энергии. В средней части они заметно толще, чем на концах. Их длина 120–180 мм. в основном используется сталь У 7, У 8.
После изготовления чекана его рабочий конец закаливается, потом отпускается. Боек нагревают до ярко – красного каления 750 – 850 *С. После чего быстро опускают в воду. Для уменьшения хрупкости и устранения внутреннего напряжения применяется отпуск. Для этого закаленную часть шлифуют, наждачной бумагой и нагревают до 200 – 300 *С (от светло – желтого при чеканки твердых металлов, до синего при чеканке мягких).
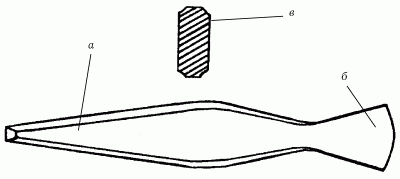
Рис.1. Чекан: а – остов; б – боевой конец; в – сечение остова.
Для некоторых специальных работ чеканы могут быть длиннее, изогнутой формы.
Остов чекана делается обычно восьмигранным. При такой форме положение рабочей части можно контролировать рукой во время чеканки, не глядя на сам инструмент. Остов делается под параметры человеческой руки.
Рабочий конец может иметь различную форму и размеры, которые определяются назначением инструмента и величиной обрабатываемой детали. Мастер может сделать себе чекан нужной формы из восьмигранного или круглого прутка, самостоятельно отковав или выточив на станке рабочий конец. После этого его необходимо закалить и отпустить до синего цвета побежалости.
В зависимости от формы рабочей части и вида выполняемой работы различается несколько разновидностей чеканов. Среди них выделяется основная группа, к которой относятся канфарники, расходники, бобошники и лощатники.


Рис. 2. Основные виды чеканов: а – расходники; б – бобошники; в – лощатники; г – пурошники; д – канфарник; е – сапожок; ж – фигурные чеканы; з – утюжок; и – трубочка.
С их помощью выполняется основная часть работ по нанесению рисунка и созданию рельефа.
Канфарник
По форме рабочей части он напоминает тупую швейную иглу (рис. 104, д). Канфарник служит для выбивания точек на металле и создания рельефного шероховатого фона, часто используемого в композициях. Кроме того, с его помощью узор с бумаги переносится на металл.
Рис. 3. Фон, созданный с использованием канфарника.
Расходники
По-другому их еще называют обводными чеканами (рис. 104, а). По форме рабочего конца они напоминают обычную отвертку. Рабочая грань для лучшего скольжения делается слегка притупленной. Используются они для проведения четких сплошных линий по контуру рисунка. Более мягкая линия образуется от более широкого расходника.
Для проведения кривых и закругленных линий применяют полукруглые расходники с различным радиусом кривизны боя. Чем больше он закруглен, тем труднее вести чекан по поверхности. В этом случае приходится соблюдать осторожность и работать одиночными ударами, чтобы не получить отдельных отпечатков.
Полукруглые и прямые расходники изготавливаются парами, чтобы не нарушать целостности линии при переходе от прямой к кривой.
Похожие на расходники чеканы, но с остро заточенными плоскими или полукруглыми лезвиями, называются сечками. Они применяются для просекания листа при ажурных работах и при вырубании сложных контуров (вместо зубила).
Бобошники
Так называют чеканы с выпуклой овальной рабочей частью (рис. 104, б). Другое название этой группы – облые чеканы (облыжники) происходит от древнерусского слова «облый», то есть круглый. Главным образом они используются для создания выпуклых частей рельефных композиций. Форма рабочей части не обязательно должна быть овальной, ее делают и прямоугольной, но со скругленными углами, чтобы не повредить материал при выколотке рельефа.
Лощатники
Они служат для выравнивания лицевой поверхности после проработки рельефа, опускания фона и других операций (рис. 104, в). Поверхность боя может быть совсем гладкой или с небольшими шероховатостями для создания матового фона.
Чтобы на поверхности изделия не оставалось следов рабочей части чекана, углы немного округляют. С помощью лощатников можно имитировать фактуру кованого или литого изделия.
Для получения качественного изделия необходимо соблюдать последовательность при использовании чеканов одной группы и при переходе от одной группы к другой. Если требуется произвести глубокую выколотку, то сначала используются самые большие расходники, а затем, для более детальной отделки, применяются менее глубокие и т. д.
В первую очередь производится обработка расходниками, потом облыжниками и в последнюю очередь лощатниками. Эта последовательность представлена на рисунке.

Рис. 4. Последовательный переход от одного чекана к другому.
Разновидностей специальных чеканов намного больше, чем основных. Ими производится окончательная отделка изделия.
Пурошники
Чеканы с рабочей поверхностью сферической формы называются пурошниками (пурочниками) (рис. 104, г). Они применяются для выколотки ямок или полукруглых форм рельефа. Пурошники различного диаметра используются для получения углублений разной высоты и размера.
Обжимки
Боевые концы обжимок представляют собой вогнутые сферы различного диаметра и глубины. Ими проглаживают выколоченные пурошником сферы. Для этой цели обжимка берется несколько больших размеров. При работе ею делают круговые движения рукой, чтобы не допустить вмятин. Обжимки бывают как прямые (со сферическим вдавлением), так и косые (с вдавлением в виде полусферы). Последние используют для прочеканивания витого шнура.
Сапожок
Когда необходимо прочеканить рисунок выпуклой формы или поднутрить (выдавить за линию рисунка) рельеф, используется так называемый сапожок (рис. 104, е) – чекан изогнутой формы. Он относится к специальным чеканам. Для работы с ним требуется большой опыт.
Утюжок
Другой чекан с веселым названием «утюжок», или «давильник», используется для обводки (продавливания) рисунка при работе с изделиями высокой рельефности (рис. 104, з).
Пуансоны
Фигурные чеканы пуансоны применяются в том случае, еслинеобходимо чеканить большое количество мелких одинаковых деталей рисунка. На их рабочей поверхности, пока она еще не закалена, гравируется мелкий рисунок или деталь орнамента. Набивку готового рисунка на изделие производят сильными одиночными ударами, равномерно прижимая рабочую часть к поверхности. Чтобы легче ориентировать пуансон во время набивки, рисунок располагают строго на оси боя.
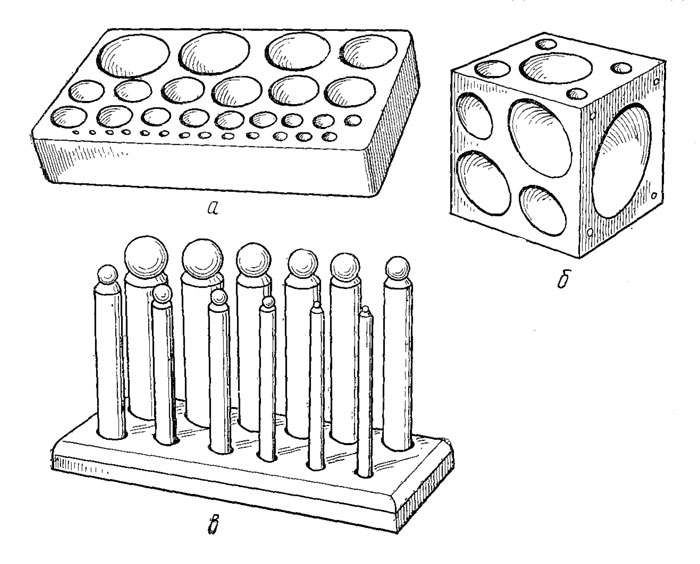

Фото 5. Пуансоны и «анки».
Сечки
При выполнении ажурных работ применяются сечки – чеканы с заостренной рабочей поверхностью. Они делятся на полукруглые, которые по форме (но не по заточке) напоминают нож и используются для просекания кривых линий, и прямые, больше похожие на расходники, с помощью которых просекают прямые линии.
Трубочки
Для выполнения рисунка в виде небольших выпуклых шариков (зернения) используют чеканы-трубочки, боек которых имеет вогнутую полусферическую форму. Углубления могут быть различного диаметра и глубины.
Крюк и трещотка
Эти изогнутые чеканы используют при работе с объемными изделиями. Их боевые концы не делают в виде расходников и лощатников, так как они предназначены только для создания общего рельефа. В отличие от трещотки крюк имеет два рабочих конца, один из которых заострен и используется для мелких деталей рисунка, а другой несколько скруглен.

Размеры этих инструментов зависят от обрабатываемого изделия. Однако не рекомендуется делать их из стали сечением больше 16 мм, так как при ударе молотка крюк и трещотка должны хорошо вибрировать.
Несколько слов о размерах вышеперечисленных инструментов. Для ювелирных работ применяются небольшие (диаметром 3–4 мм) чеканы, для работ средних размеров – около 6–8 мм в диаметре и больше. Для крупных композиций иногда используются деревянные чеканы, которые держат в кулаке, как зубило.
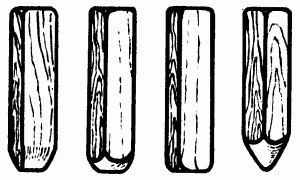
Рис. 7. Деревянные чеканы.
Хранить чеканы можно как в сделанных специально для этой цели ящиках, так и в высоком стакане, но в этом случае обязательно рабочей поверхностью вверх. В противном случае будет затруднен поиск нужного инструмента.
Молотки
По форме чеканные молотки значительно отличаются от обычных, слесарных. Головка таких молотков имеет два бойка: с одной стороны плоский или слегка выгнутый и значительно более широкий, с другой – округлый.
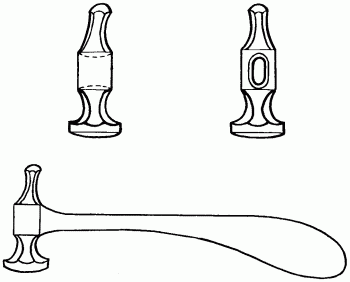
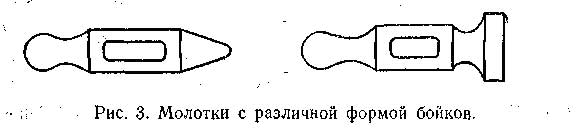
Рис.8. Молоток для чеканки.
В момент удара широкой частью вся энергия и внимание концентрируются на рабочей поверхности чекана. Второй боек может служить в качестве пурошника.
Для работы чеканщику необходимо иметь, как минимум, три молотка: на 100, 150–200 и 400 г.
Рукоятка молотка, также особой формы, выполняется из твердых пород дерева. Сечение в районе шейки круглое, при приближении к концу плавно переходит в эллиптическое. Размеры молотка выбираются так, чтобы рукоятка не мешала при работе, но удар получался бы достаточно сильным. Головку насаживают на рукоятку так, чтобы она находилась под углом 90° к рабочей поверхности.
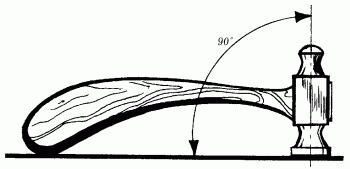
Рис. 9. Положение рукоятки молотка.
Для работы с мягкими металлами используются деревянные молотки, изготовленные из прочных сортов древесины, например дуба или березы. С их помощью проводят более мягкие линии, так как сила удара таким молотком гораздо меньше.

Рис. 10. Деревянные молотки.
Прочие инструменты
На различных этапах работы с заготовкой и чеканкой понадобятся и другие слесарные инструменты. Среди них надо особо упомянуть те, которыми изображение переносится с бумаги на металл: кернер, циркуль по металлу, линейка и т. д. Понадобятся и ножницы по металлу, напильники, надфили, рашпили и пр. Для отделения чеканки от отливки при отжиге используются кузнечные клещи. Если их не оказалось под рукой, можно использовать плоскогубцы.
Технологический процесс.
Подготовительные работы
Приготовление подложки
О том, что такое подложка, читателю уже немного известно. Она позволяет прочно закрепить обрабатываемую пластину, смягчает силу удара и обеспечивает точное выполнение контура и рельефа. В качестве наполнителя для подложки используются пластичные материалы. Можно использовать брезентовые мешки, наполненные песком, на которых проводят выколотку общей формы рельефа. Для отдельных неглубоких деталей в качестве подложки используется листовой свинец или резина.
Смоляная подложка
Чаще всего в качестве материала для подложки используется смола. Природную смолу применяли еще в древности, смешивая ее с песком для большей вязкости.
В настоящее время проще и доступнее применять искусственную смолу – битум. Его вязкость и другие свойства зависят от марки. Для чеканных работ удобнее использовать битум № 4 и 5, но можно смешать смолу № 3 и 5 в равных пропорциях. Битум № 3 слишком жидкий и быстро плавится, поэтому его нельзя использовать без добавок при составлении подложки.
Можно придать смоле дополнительную вязкость, если смешать ее с хорошо просеянным речным песком в пропорции 1: 3. При превышении нормы песка подложка получится очень жесткой, что отразится на качестве чеканки. Есть много наполнителей, позволяющих создать дополнительную мягкость и клейкость, но чаще всего используются воск и канифоль. Содержание воска не должно превышать 10 % от общего объема, канифоли требуется совсем немного.
Смесь перед заливкой в ящик разогревают до жидкого состояния и тщательно перемешивают до однородности. Разогревают смолу чаще всего на костре, который можно развести на улице, или делают это дома на электроплитке в хорошо проветриваемом помещении. Разогревать смолу на электроплитке предпочтительнее, так как при контакте с открытым огнем горячая смола загорается.
Огонь должен быть равномерным и слабым: на сильном огне смола начинает пузыриться и может загореться. Поскольку объем смолы при нагревании несколько увеличивается, заливать ее в емкость до краев не надо. Для помешивания используется специальная металлическая лопаточка с длинной ручкой, чтобы не обжечься брызгами.
При нагревании смолы необходимо соблюдать требования техники безопасности. При попадании расплавленного битума дерево может загореться. Загоревшуюся смолу очень нелегко потушить, поэтому на случай пожара лучше запастись огнетушителем или иметь под рукой запас воды.
Горячую смолу разливают в заранее приготовленные ящики.
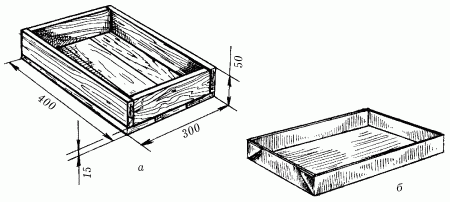
Рис. 11. Ящики для подложек: а – деревянный; б – металлический.
Размеры их должны быть на несколько сантиметров больше размеров заготовки, а их глубина зависит от высоты рельефа. Ящики делают как из дерева, так и из металла.
Стенки деревянного ящика должны быть не тоньше 15 мм, а металлический ящик делается из жести или кровельного железа, чтобы смолу в нем можно было подогревать, поставив ящик на электроплитку.
При заливке необходимо обращать внимание на то, чтобы в ней не оставалось пустот, так как на пустотах металл может прорваться под ударом чекана. Если пузыри все-таки остались, насмолку глубоко нагревают и перемешивают.
После того как смола затвердеет, ее верхний слой повторно разогревают паяльной лампой или электронагревателем и разравнивают специальной мешалкой. Кроме того, рекомендуется немного прогреть и пластину.
В размягченную смолу на равном расстоянии от краев осторожно опускают заготовку, следя за тем, чтобы она не утонула в ней полностью. Для равномерной просмолки ту поверхность, которой металлический лист соприкасается со смолой, предварительно обезжиривают. Чтобы под пластиной не оставалось пузырей воздуха, ее опускают не сразу, а начиная с одного края, прижимая к поверхности с помощью чистой тряпочки.

Рис. 12. Насмолка металлической пластины.
Очень важно, чтобы металл просмолился по всей площади, иначе будет невозможно исправить дефекты будущего изделия.
Периодически во время работы над высокими рельефами возникает необходимость подогреть уже разлитую по ящикам смолу. Металлические ящики удобно нагревать прямо на электрической плитке, но ее спираль должна быть обязательно закрытой.
Если ящики сделаны из дерева, то заливку можно нагреть, поставив ящик на противне в духовку обычной газовой плиты. При этом надо быть очень внимательным: если температура будет слишком высокой, он может загореться, даже если на его стенки не попадают языки пламени.
Чаще смолу в деревянных ящиках подогревают с помощью закрепленного над ними нагревательного прибора, который устанавливают на расстоянии 20–25 см от верхнего слоя.
Можно использовать и электронагреватели с зеркальными отражателями.
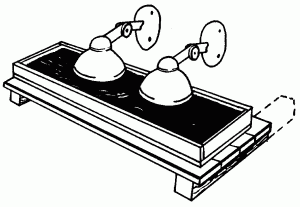
Рис. 13. Нагрев с помощью электронагревателей.
Для объемных чеканок в качестве опоры можно использовать специальные котелки. Их выдавливают из листовой стали в форме полушария. Заполняют котелок разогретой смолой так, чтобы она чуть выступала над верхним краем горкой. Пока смола не затвердела полностью, надо подготовить на котелке место для изделия. Горячую смолу покрывают мокрой бумагой (чтобы смола не прилипла к металлу) и слегка вдавливают заготовку в смолу. Образуется отпечаток, в котором изделие будет хорошо удерживаться. При работе под котелок надо подложить сделанную из резины кольцевую подставку.
Подготовка металлической заготовки (бляшки)
Материал для работы необходимо выбирать в соответствии с замыслом модели. Из него нужно вырезать прямоугольный участок так, чтобы на нем свободно помещался весь рисунок и, кроме того, свободный край шириной 3–4 см (он нужен для прочного удержания заготовки на смоле).
Заготовку выравнивают на поверочной плите киянкой (деревянным молотком).
Затем молотком, плоскогубцами или в тисках слегка загните края или углы листа. Это делается для того, чтобы заготовка прочнее держалась на смоляной основе.
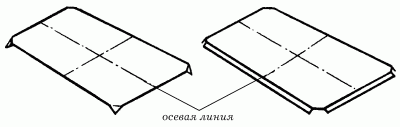
Рис. 14. Загиб краев пластины.
Сделать это можно двумя способами.
Металлический лист раскраивается по образцу коробки с невысокими стенками, бортики со всех сторон загибаются на 180°, а уголки отгибаются.
Затем наносятся тонкие перпендикулярные осевые линии. По ним ориентируют рисунок при переводе. Если это делается уже после того, как пластину насмолили, то на краях ящика ставят отметки, по которым впоследствии можно будет восстановить осевые линии.
Поверхности металлического листа перед насмолением и нанесением рисунка нужно обезжирить любым растворителем, если при подготовке пластина деформировалась – выпрямить.
Перевод рисунка на металл
Следующая подготовительная операция – перевод рисунка на металл. Для того чтобы аккуратно и точно расположить рисунок на заготовке, наносят на металл две осевые линии или отметки углов шаблона.
Для переноса изображения можно использовать самый простой способ – перевод с помощью копировальной бумаги.
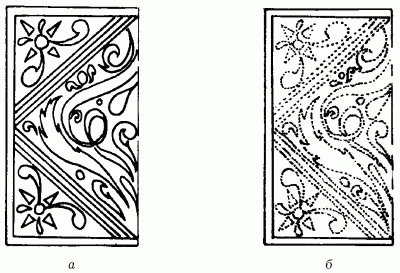
Рис.15. Перенос рисунка: а – через копировальную бумагу; б – с помощью канфарника.
Но на металлической поверхности отпечаток получается не очень четким и быстро стирается. Поэтому обычно перед началом работы пластину покрывают слоем белил или другой светлой краской.
Приступать к переносу можно после того, как краска хорошенько подсохнет.
При чеканке с подложкой на месте желаемых выступов делаются вогнутости, поэтому рельефное изображение получается перевернутым относительно центральной оси симметрии. Если рисунок предполагает четкое определение сторон, его делают с учетом этой особенности.
После этого пластину обычно покрывают лаком. Наносить его следует очень осторожными промокающими движениями. После просушки можно начинать работу. Иногда вместо лакирования рисунок процарапывают на пластине с помощью любого острого металлического предмета. После этого краска смывается и на металле остается четко прорисованное изображение.
Чтобы точно перевести рисунок, его надо прочно закрепить. Если пластину уже насмолили, закрепить рисунок можно канцелярскими скрепками к поверхности смолы. К металлическому листу его прикрепляют с помощью пластилина или скотча.
Многие мастера используют для переноса рисунка чекан-канфарник. Изображения, полученные этим способом, отличаются высокой точностью. Но перевод больших изображений занимает много времени.
Лист бумаги с рисунком закрепляется на пластине кнопками или скотчем, и набивка производится прямо сквозь лист по линиям рисунка. Надежнее всего наклеить его на пластину мылом, точность перевода при этом получается почти ювелирная.
Канфарник берется тремя пальцами, а безымянный, упирается в металлическую поверхность и выполняет роль пружины. Чекан ведется над линией рисунка на расстоянии 2–3 мм, непрерывными легкими ударами образуется пунктирная линия, после каждого удара инструмент возвращается в исходное положение. Мелкие детали изображения выбиваются плотным пунктиром, более крупные – разреженным. Для того чтобы чекан не «плясал», его лучше положить на средний палец и придерживать большим и указательным. Если это первый опыт канфарения, то сначала необходимо немного потренироваться.
Техника чеканных работ
Работа чеканом
При работе важно сразу привыкнуть правильно держать чекан в руке.
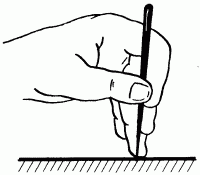
Рис. 16. Правильное положение чекана в руке.
Кисть опирается на безымянный палец, мизинец остается свободным, инструмент придерживается остальными пальцами, как бы собранными в щепотку. Локти для большей подвижности держатся на весу. Положение чекана по отношению к обрабатываемой плоскости либо строго отвесное (при работе канфарником или пуансонами), либо он немного наклоняется назад. В последнем случае рабочая часть при ударе молотком слегка продвигается вперед.
Молоток держится в правой руке за конец рукоятки. Она должна быть плотно зажата в ладони, чтобы удар производился точно центром молотка. Удары наносятся ритмично, так чтобы в промежутках можно было изменить положение чекана.
Расходка
Перенесенный с помощью копировальной бумаги рисунок нужно углубить. Для этого используется чекан-расходник, которым проходят по линиям (контуру) рисунка, углубляя их или соединяя точки, нанесенные канфарником. При обводке должна получаться гладкая ровная линия без следов от инструмента. При более детальной работе рисунок в нужных местах можно еще углубить. Эта операция требует аккуратности и точной дозировки удара. Тренироваться лучше на листах постепенно увеличивающейся толщины. След перехода от одного расходника к другому не должен быть заметен.
То же правило действует и при переходе от прямого расходника к полукруглому. Для того чтобы пройти прямым обводником кривую линию, рабочую поверхность чекана необходимо уменьшить. Его еще больше наклоняют в сторону, противоположную движению расходника.
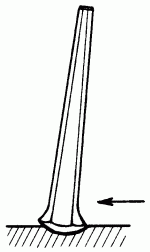
Рис. 17. Положение расходника по отношению к плоскости металла.
Для мелких и ювелирных работ используется расходник с заостренным бойком, для средних и крупных чеканок – притупленный и широкий.
При расходке особо крупных изделий контур обводится бобошником, при углублении широких линий бобошник ставится поперек, и работа ведется его широкой стороной. После расходки рисунок хорошо виден и с лицевой, и с обратной стороны изделия.
Легко придать чеканке дополнительную четкость, выполнив расходку сразу с двух сторон. При этом часть линий получается выпуклой, часть – вогнутой, а сам рисунок становится более интересным и выразительным.
Опускание фона
Опускание (подбор) проводится плоским чеканом-лощатником. Его держат с наклоном в сторону рисунка и осаживают стенку образованной расходником линии со стороны фона. Инструмент держится слегка наклонно в сторону рисунка, и под легкими ударами он постепенно выравнивает противоположную сторону, так что фон по обе стороны канавки опускается.
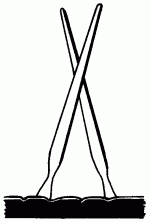
Рис. 18.Опускание фона.
Переход от обработанной части к основному фону не должен быть заметен. Окончательное выравнивание проводится после снятия со смолы на поверочной плите. Все элементы композиции должны располагаться на одном уровне или, если это предусмотрено заранее, на нескольких.
При этом рисунок оказывается несколько приподнятым над фоном за счет опускания последнего, металл несколько уплотняется и наклепывается (нагартовывается), становится менее пластичным и более ломким. Для восстановления его свойств применяют отжиг.
С помощью опускания фона можно усилить рельеф. Тогда эту операцию делают уже в конце работы, после отсмоления пластины.
Изготовление рельефа
Это самая сложная часть работы. Высокий рельеф обычно выколачивается комбинированным способом. Общие контуры выколачиваются на брезентовом мешке с песком, причем в то же время прилегающие участки фона опускаются. На следующем этапе для придания рельефу четкости изделие насмаливается и формы окончательно выравниваются.
Особое внимание следует обратить на последовательность выполнения рельефа. Резкий перепад его высоты на небольшом участке может разрушить металл. На начальных стадиях работы используются скругленные и мягкие чеканы, затем, на завершающей стадии, переходят к более жестким.
Рельеф выполняется с помощью бобошников, а также ряда специальных чеканов. При выколотке инструмент ставится не вертикально, а чуть наклонно в сторону, противоположную построению рельефа.
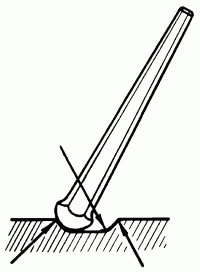 Рис. 19. Направление ударов при выколотке рельефа.
Рис. 19. Направление ударов при выколотке рельефа.
При чеканке с лицевой стороны – наоборот. Работу лучше всего вести сразу с обеих сторон, что позволяет реже проводить отжиг металлической пластины.
Размер рабочей части чекана должен быть немного меньше выколачиваемой части рельефа.
Металл опускают плавными движениями, начиная с самых низких слоев. При увеличении высоты материал будет становиться все более и более тонким, поэтому для задуманной высоты необходимо заранее подобрать пластину соответствующей толщины.
Выпуклые и вогнутые части рельефа доводят до нужной формы чеканом-лощатником. Его надо держать строго под углом 90°, чтобы не оставалось следов от рабочей поверхности. Инструмент во время работы должен равномерно скользить по поверхности, удар быть легким, с одинаковыми интервалами.
Рис. 20. Работа трещоткой: а – обычной; б – с указателем.
Для этого изделие закрепляют на подложке, после чего боевой конец крюка ставят изнутри на участок рельефа и производят несильный удар молотком по штанге крюка. Перемещая рабочую часть по внутренней поверхности, весь рельеф выколачивают до желаемой высоты. Неудобство при работе крюком состоит в том, что им заняты обе руки, поэтому заготовка остается без контроля.
При работе трещоткой ее рукоять закрепляют в тисках, а рабочий конец располагают внутри изделия. Сильными ударами по ручке инструмента заставляют его вибрировать и выколачивают боевым концом рельеф. Особенность работы заключается в том, что перемещается не чекан, а обрабатываемая форма. Более удобны трещотки с указателем, значительно упрощающим работу.
При работе с этими инструментами требуется большой опыт, потому что работать приходится почти вслепую. Начинающий чеканщик может создать объемное изделие, выполнив сначала развертку рельефа, а потом согнув ее в готовое изделие и спаяв. Высокий рельеф при этом придется осторожно подправить, так как при сгибании он теряет форму и может сломаться.
Рис. 20. Панно. чеканка.




Чеканка.
Чеканная техника применяется для выполнения простейших операций, и для тончайших изображений человеческих лиц и фигур.
Художественная чеканка делится на 2 самостоятельных вида работы имеющих качественные различия в технологиях производства:
- чеканка из листа;
- чеканка по литью.
В первом случае, из листового металла чеканкой создают художественные произведения. Во втором только выявляют и завершают художественную форму, ранее созданную скульптором.
Материалом чеканки из листа служит листовой металл различной толщины, обладающий различными свойствами пластичности и вязкости. Наиболее ходовыми считаются листы от 0,4 до 1,0 мм. Для крупного монументального произведения применяются более толстые листы медь – до 2 мм., алюминий – до 3 мм.
Для чеканки из листа применяются следующие материалы:
Красная медь
Этот металл очень высоко ценится среди мастеров и любителей благодаря своей высокой пластичности. После отжига он легко восстанавливает форму. Из меди легко можно изготовить тонкую (не более 0,05 мм) фольгу. При чеканке из более толстой фольги можно получать высокий рельеф.
Медь хорошо полируется и шлифуется, обладает высокой стойкостью к коррозии. Обработка изделий из меди химическими растворами позволяет получить различные оттенки цвета.
Недостатками красной меди являются плохая резкость и быстрое окисление на открытом воздухе, вследствие чего нельзя сохранить первоначальный блеск изделий.
Латунь
Этот сплав меди с цинком был известен уже в глубокой древности. Он лучше, чем медь, режется и полируется, хорошо покрывается никелем, серебром, золотом. Латунь уступает меди в пластичности, но обладает большей твердостью.
Для чеканки лучше брать марки латуни с высоким содержанием меди (Л62, Л68, Л80). Такие сплавы называются томпаками. На них лучше получаются плоские рельефные композиции.
В процессе чеканки прочность листа увеличивается за счет образования наклепа, а пластичность падает. Для его снятия латунь разогревают до температуры 600–700 °C.
Трещины могут появиться от продолжительного хранения в холодном и влажном месте. Чтобы этого избежать, проводится длительное прокаливание при температуре 200–300 °C.
Алюминий
Он очень хорош для начинающих чеканщиков. Алюминиевая фольга долгое время сохраняет высокую пластичность, не требует термической обработки. Этот материал позволяет долгое время работать над одним орнаментом, исправляя ошибки.
Легко чеканится алюминий с содержанием примесей до 2 %. Марки с большим количеством примесей менее пластичны, поэтому их рекомендуется использовать для чеканок с невысоким рельефом или для контурных и ажурных просечных работ.
Никелевые сплавы
Из этих сплавов наиболее часто используются мельхиор и нейзильбер. Содержание меди в них достаточно высокое (81 % и 65 % соответственно), поэтому они обладают неплохой пластичностью.
При обработке растворами гипосульфата натрия и уксусного свинца дают разнообразные оттенки. Поверхность хорошо полируется и имеет ряд особенностей, которые можно выгодно использовать в сочетании с окраской.
Черные металлы
Для чеканки используется предварительно отожженная и протравленная сталь с низким содержанием углерода – декопир, а также протравленная до и после отжига – дважды декопир.
По сравнению с медью он не так мягок и в процессе чеканки быстро наклепывается. Его отжигают при температуре 700–760 °C.
Из декопира изготавливают небольшие декоративные изделия, высокий рельеф выколачивается только на довольно крупных предметах. При отделке и нанесении фактуры материал приобретает особенную красоту.
Кровельная и нержавеющая сталь
Листовую, или кровельную, сталь можно использовать для чеканки простых декоративных изделий. Она позволяет проводить контурные чеканки с опусканием фона и нанесением фактуры. Мастера Древней Руси создавали из этого материала ажурные чеканки с просечением фона.
Нержавеющая (хромоникелевая) сталь часто применяется для создания крупных декоративных изделий. Из-за большой трудности чеканки она практически не применяется при создании небольших произведений.
Для создания красивых чеканок в прошлом часто использовались драгоценные металлы – золото,






