

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Топ:
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Интересное:
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Оптимизацию производственной программы механического цеха проведем методом линейного программирования (Симплекс метод). Для этого введем некоторые ограничения и функцию целей. Исходя из произведенных расчетов, ограничим производственную программу мощностью каждой группы оборудования. Для функции цели введем прибыль от каждого вида изделия самостоятельно. Пусть прибыль от изделия А составит 5 усл. ед., от изделия К - 6 у.е., Ж - 8 у.е.
Необходимые данные для построения экономико-математической модели представим в виде таблицы.
Таблица 2.17 - Исходные данные
| Операции | Штучно-калькуляционное время по изделиям, мин | Ограничения (количество станков) | ||
| А | К | Ж | ||
| Отрезное | 1,52 | 0,68 | 0,00 | 3 |
| Подрезное | 1,52 | 0,00 | 0,00 | 2 |
| Протяжное | 0,00 | 0,00 | 1,18 | 2 |
| Зенкеровальное | 0,00 | 1,85 | 0,00 | 2 |
| Сверлильное | 0,00 | 0,00 | 0,39 | 1 |
| Токарное | 2,19 | 8,01 | 0,63 | 11 |
| Фрезерное | 0,00 | 1,85 | 1,44 | 4 |
| Шлифовальное | 3,62 | 0,00 | 2,22 | 6 |
| ИТОГО | 8,85 | 12,40 | 5,87 | 31 |
| ЦЕЛЬ | А | К | Ж | - |
| Прибыль | 5 | 6 | 8 | - |
Составим уравнение ограничений:
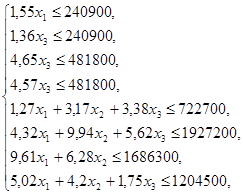
Приведем уравнение к каноническому виду:

Функция цели имеет вид:

Используя программу для расчета найдем x1, x2, x3.
Таким образом, получим следующие значения:
X1=133686
X2=63945
X3=103612
Следовательно, для получения максимальной прибыли с учетом производственных мощностей и прибыли на каждое изделие необходимо производить: изделий А - 133686, изделий К -63945, изделий Ж -103612.
2.12 Пути совершенствования организационной подготовки производства в цехе
Организационная подготовка - это совокупность процессов организации, планирования, учета, контроля на всех стадиях и этапах комплексной подготовки производства, обеспечивающих готовность объединения к созданию и освоению изделий заданного уровня качества при установленных сроках, объемах выпуска и наименьших затратах.
|
|
Организационно-плановая подготовка должна включать приведенные ниже этапы:
1. Предпроизводственные плановые расчеты:
Создание нормативной базы.
Расчет календарно плановых нормативов будущего производства.
2. Формирование и совершенствование производственной структуры объединений предприятий, цехов и участков:
2.1. Классификация деталей, сборочных единиц и изделий.
2.2. Формирование технологических и предметно-замкнутых участков, поточных и автоматических линий, гибких производственных систем
2.3. Планировка и перепланировка цехов и участков
3. Совершенствование структур и функций подразделений аппарата управления, занимающихся комплексной подготовкой производства
4. Обеспечение готовности объединения к выпуску новых изделий:
4.1. Проектирование, изготовление или приобретения к установке средств транспорта, складирования, оргтехники и прочего вспомогательного оборудования
4.2. Организация кооперирования и составления планов материально-технического снабжения
4.3. Подготовка и комплектование кадров
5. Перспективное и оперативное планирование, оперативный контроль создания и освоения новых изделий
6. Организация перехода на выпуск нового изделия:
6.1. Выбор метода перехода на выпуск нового изделия
6.2. Изготовление производственно-пробной партии, свертывание выпуска старой продукции и развертывание производства новой продукции
7. Организация эффективного использования изделий у потребителя:
7.1. Участие потребителя в формировании технико-экономических показателей нового изделия
7.2. Участие создателей новой техники в достижении запроектированных показателей у потребителя в процессе ее эксплуатации
Организационно-плановая подготовка должна находить свое выражение в оргпроекте создания и освоения новой техники.
|
|
Заключение
В данном курсовом проекте мы познакомились с организацией производственных процессов в механическом цехе: рассчитали потребное число работников предприятия, количество необходимого оборудования, площадь цеха, определили форму организации производства в цехе и рассчитали основные технико-экономические показатели.
Анализ всех этих показателей выявил как сильные, так и слабые стороны организации производства в цехе. Основным недостатком организации производственных процессов является устаревший парк оборудования, что сказывается в первую очередь, на уровне производительности труда, затрат на ремонт оборудования и т.д. Поэтому весьма важным является решение о внедрении новой техники и технологий, поточных линий и т.д.
Список литературы
1. Соколицын С.А., Кузин Б.И. Организация и оперативное управление машиностроительным производством: учебник. - Л.: Машиностроение. Ленинградское отделение, 1988. - 527 с.
2. Проектирование машиностроительных заводов: Справочник в 6 томах/Под общ. ред. Е.С. Ямпольского. - М.: Машиностроение, 1975. - 2361 с.
3. Организация и планирование машиностроительного производства: учебник для ВУЗов. - 3-е издание, перераб. и доп./Под ред. И.М. Разусова, Л.Я. Шухгальтера, Л.А. Глаголевой. - М.: Машиностроение, 1974. - 592 с.
4. Проектирование механосборочных цехов: учебное пособие/Л.А. Федотова. - Воронеж: издательство ВГУ, 1980. - 212 с.
5. Организация и планирование производства на машиностроительном предприятии: учебник/Под ред. В.А. Летенко. - М.: Высшая школа, 1972. - 606 с.
6. Воронин С.И., Жалдак Н.И., Родионова В.Н. Совершенствование организации производства механообрабатывающих цехов. - Воронеж, 1991. - 162 с.
7. Методические указания по выполнению практических занятий и лабораторных работ по курсу «Экономико-математические методы и модели в управлении предприятием» для студентов специальности 060800 всех форм обучения/С.В. Амелин. - Воронеж: ВГТУ, 1996. - 24 с.
8. Методические указания по выполнению курсового проекта по дисциплине «Организация машиностроительного производства» для студентов специальностей 060800 «Экономики и управление на предприятии (по отраслям)», 521500 «Менеджмент (производственный)» всех форм обучения. - Воронеж: ВГТУ, 2000. - 18 с.
Приложение А
Приложени е Б
|
|
Таблица П.1 - Годовой план ремонта оборудования по механическому цеху на 2000 год
| Инвентарный номер | Наименование агрегата | Модель | Категория сложности | Сменность работы | Межремонтный период | Послеремонтный период | Виды и трудоемкость ремонтных работ и простой в календарных днях по месяцам года | Всего, нормо-ч | Простой, дн. | |||||||||||||
| Вид ремонта | Дата | I | II | III | IV | V | VI | VII | VIII | IX | X | XI | XII | Слесарных | Станочных | |||||||
| 1284 | Токарный станок | 16К20 | 18 | 2 | 24000 | Т | IX | ¾ | ¾ | 
| ¾ | ¾ | 
| ¾ | ¾ | 
| ¾ | ¾ | ¾ | 290,5 | 127,4 | 9,1 |
| 1342 | Фрезерный станок | 3И82Г | 12 | 2 | 24000 | К | IV | ¾ | ¾ | ¾ | ¾ | 
| ¾ | ¾ | ¾ | ¾ | 
| ¾ | ¾ | 385,25 | 163,3 | 7,1 |
| 1350 | Сверлильный станок | 2А125 | 17 | 2 | 24000 | К | I 1993 | 
| ¾ | ¾ | ¾ | ¾ | 
| ¾ | ¾ | ¾ | ¾ | ¾ |
| 392 | 163,2 | 11 |
| 1485 | Шлифовальный станок | 3Б161М | 30 | 2 | 24000 | С | XII | ¾ | 
| ¾ | ¾ | ¾ | 
| ¾ | ¾ | ¾ | 
| ¾ | ¾ | 228,25 | 100,1 | 9,1 |
Примечание: Т - текущий ремонт, С - средний ремонт, О - осмотр. Дробные числа обозначают: числитель- трудоемкость ремонтных работ, нормо-ч; знаменатель - длительность простоя в ремонте, дни.
|
|
|

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!