Полувагоны предназначены для перевозки каменного угля, руды, лесоматериалов, проката металлов, а также других сыпучих и штучных грузов, не требующих защиты от воздействия атмосферной среды.
Кузов полувагона не имеет крыши, что обеспечивает удобства для использования различных средств механизации при погрузке и выгрузке грузов (мостовые и козловые краны, вагоноопрокидыватели и др.). Все универсальные полувагоны имеют люки в металлическом полу для разгрузки сыпучих грузов гравитационным способом.
Четырехосный универсальный полувагон модели 12-759 предназначен для перевозки сыпучих, крупнокусковых, штучных и других грузов, не требующих защиты от атмосферных осадков.
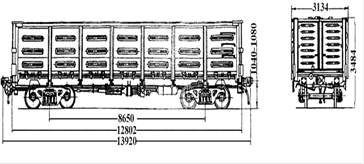
Рисунок 1 - Вагон модели 12-759
1) Технические характеристики вагона [9]:
- Модель: 12-759;
- Наименование: полувагон колеи 1435 мм;
- Завод-изготовитель ОАО «Алтайвагон»;
- Тележка: модель 18-100;
- Осность вагона: 4;
- Наличие переходной площадки: нет;
- Конструкционная скорость: 100 км/ч;
- Тара вагона: 22.5 т;
- Грузоподъемность: 60.0 т;
- Объем: 72.5 м3
- Максимальная расчетная статическая нагрузка от колесной пары на рельсы: 201.9 Н;
- База вагона: 8700 мм;
Наружные размеры вагона
- Высота от уровня головки рельса: 3158 мм;
- Максимальная ширина: 3242 мм;
- Длина по осям автосцепок: 13438 мм;
- Длина по раме: 12500 мм;
Полувагон имеет несущий кузов, оснащенный автосцепным устройством, автоматическим и стояночным тормозами, и ходовые части.
Кузов полувагона состоит из боковых и торцовых стен, соединенных в единую несущую конструкцию с рамой.
Боковая стена полувагона ферменной конструкции. Каркас стены состоит из промежуточных и угловых стоек, верхней, средней и нижней обвязок и раскосов, связывающих верхнюю и среднюю обвязки. Обшивка стен полувагона гладкая, без гофров из листа толщиной в верхней части 5 мм, в нижней - 10 мм, приваривается к промежуточным стойкам, обвязкам и раскосам.
В середине боковой стены расположены двухстворчатые двери, открывающиеся наружу. В нижней части боковой стены расположены шесть люков с крышками (по три с каждой стороны от дверного проема), подвешенными на петлях, приваренных к средней обвязке. Двери и крышки люков штампованные из листа толщиной 5 мм, не имеют армирующих элементов. Двери оборудованы верхним и нижним запорами, позволяющими с земли фиксировать двери в закрытом состоянии.
Верхняя обвязка стен состоит из двух швеллеров №14 с размерами сечения 140×58×4,9×8,1 мм, сваренных полками в замкнутую коробку. К верхней обвязке приварены скобы с крюками для удержания крышек люков в открытом положении. Средняя обвязка выполнена из швеллера №10 с размерами сечения 100×46×4,5×7,6 мм, замкнутого накладкой из листа толщиной 5 мм.
Промежуточные и шкворневые стойки изготовлены из омегообразного профиля с размерами 250×110×100×70×102×13×9 мм. Раскосы выполнены из уголка 50×50×5 мм.
Торцовая стена состоит из верхней обвязки, двух угловых стоек, двух горизонтальных поясов и гладкого листа обшивы. Верхняя обвязка аналогична верхней обвязке боковой стены полувагона. Для горизонтальных поясов использован профиль стойки боковых стен. Нижний пояс усилен дополнительными вертикальными элементами из швеллера №10 с размерами 100×46×7,6×4,5 мм. Угловые стойки коробчатого сечения выполнены из швеллера №14, замкнутого в коробку накладкой толщиной 8 мм. Соединение боковых торцовых стен между собой осуществляется с помощью листа толщиной 10 мм.
Рама вагона сварной конструкции состоит из хребтовой, двух боковых, двух концевых, двух шкворневых, четырех промежуточных поперечных и 28 усиливающих балок.
Хребтовая балка выполнена из двух горячекатаных профилей №31 (У), сваренных между собой. В концевых частях хребтовая балка имеет приклепанные передние и задние упоры автосцепки и литые усиливающие надпятниковые коробки.
Для боковых балок, служащих нижней обвязкой боковых стен, использован швеллер №24 с размерами сечения 240×90×10×5,6 мм. К боковым балкам приклепаны кронштейны запоров крышек разгрузочных люков.
Концевая балка выполнена из листа толщиной 7 мм с подгибкой в верхней части для соединения ее с торцовой стеной кузова. На лицевой стороне, в зоне соединения с хребтовой балкой приклепана розетка автосцепки. Шкворневая балка коробчатого сечения - из верхнего, нижнего и двух вертикальных листов толщиной по 8 мм.
Промежуточные поперечные балки сварной конструкции из листового проката толщиной 8 мм. Усиливающие настил пола балочки выполнены из швеллера №12. Настил пола гладкий - из листового проката толщиной 8 мм. Соединение боковых и торцовых стен кузова с рамой выполняется с помощью сварки. Крепление стоек к боковым балкам рамы дополнительно осуществляется шестью заклепками, диаметром 20 мм с шагом 75 мм. Предусмотрен вариант крепления стоек электрозаклепками. Внутри кузова устанавливаются усиливающие штампосварные коробки размером 314×150 мм и высотой 350 мм. К наклонной поверхности коробки приварены увязочные скобы, которые имеются также на каждой стойке внутри кузова.
Кузов вагона оборудован подножками и наружными лестницами, расположенными по диагонали на боковых стенах, а также скобами для подтягивания вагонов. На торцовой стене помещены стояночный тормоз, площадка, поручень и расцепной рычаг автосцепки.
На полувагоне установлены полуавтоматические автосцепки типа «Джаней» с поглощающими аппаратами Ш-1-ТМ.
Вагон оборудован автоматическим тормозом типа «Вестингауз». Имеется стояночный ручной тормоз цепного типа с приводом с торца вагона.
Выпускается по черт. 759.00.000-00. Поставляется на экспорт. Год начала производства - 1987.
Изготовитель - Крюковский вагоностроительный завод. [9]
) Технические характеристики тележки 18-100
Основной тип двухосной тележки грузовых вагонов - тележка модели 18-100 Эта тележка подкатывается под все грузовые четырехосные магистральные вагоны, кроме изотермических, с осевыми нагрузками до 230 кН (23,5 тс) и скоростями движения до 120 км/ч. Тележка имеет следующие характеристики [10]:
| Число осей Масса, т База, мм Конструктивная скорость, км/ч Расстояние от уровня головок рельсов до опорной поверхности подпятника, м
| 2 4,8 1850 120 0,806
|








