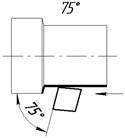
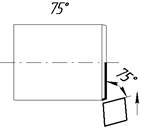
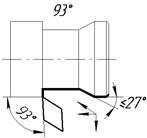
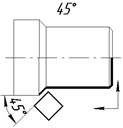
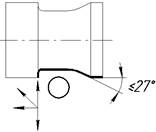
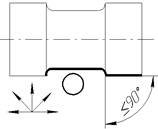
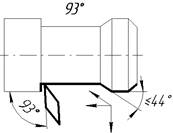
3.1. Тип державки, определяющий углы в плане резца для конкретной формы пластины, выбирается по табл. 3.1. в зависимости от формы обрабатываемых поверхностей, стадий, условий обработки и способа крепления заготовки (детали) на станке.
Таблица 3.1.
|

|
| 
|
|
| 
| 
|
|
| D
P
S
M
| C
C
C
W
| L
L
L
L
| N
N
N
N
| R(L)
R(L)
R(L)
R(L)
|
|
| D
P
| C
C
| B
B
| N
N
| R(L)
R(L)
|
|
| D
| C
| K
| N
| R(L)
|
|
| P
D
| D
D
| J
J
| N
N
| R(L)
R(L)
|
|
|
| 
| 
| 
|
| 
| 
|
|
| D
P
| S
S
| S
S
| N
N
| R(L)
R(L)
|
|
| D
P
| S
S
| D
D
| N
N
| N
N
|
|
| D
P
| T
T
| G
G
| N
N
| R(L)
R(L)
|
|
| D
P
| T
T
| F
F
| N
N
| R(L)
R(L)
|
|
|
|
|
|
|
| 
| 
|
|
| M
| W
| L
| N
| R(L)
|
|
| P
| R
| G
| N
| R(L)
|
|
| P
| R
| G
| C
| R(L)
|
| N176.39
|
| 
|
| 
|
|
| M
| V
| J
| N
| R(L)
|
|
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
Место положения обозначения типа державки в шифре державки
3.2. В зависимости от направления подачи определить исполнение державки по табл. 3.2.
Таблица 3.2.
| R – правое
исполнение
| L - левое
исполнение
| N - нейтральное
исполнение
|
| 
| 
|
Место положения обозначения исполнения державки в шифре державки
Определение формы, заднего угла, класса точности и типа пластины
4.1. Форма пластины выбирается в зависимости от типа державки и формы обрабатываемых поверхностей по табл. 4.1.
Таблица 4.1.
Область применения
Достоинства
| Недостатки
| | 
| 
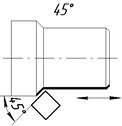
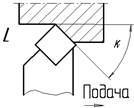
| -Наружное точение на проход на всех стадиях обработки.
-В упор при черновой обработке.
-Подрезка торцев.
| -Использование полного ресурса пластины (8 вершин под углом 90°).
-Широкий выбор геометрий передней пов-ти, марок твёрдого сплава, типов пластин под различные системы крепления.
-Угол в плане 45° и угол при вершине 90° повышают прочность режущего клина пластины, что даёт возможность вести обработку на повышенных режимах резания на всех стадиях обработки.
| -Ограниченное применение при обработке в упор.
-Не применяется при профильной обработке.
|
| 
|
| 
|

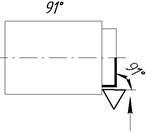
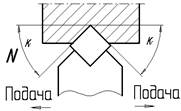
| -Наружное точение на проход и в упор на всех стадиях обработки.
-Подрезка торцев.
-Внутреннее точение отверстий небольшого диаметра при использовании пластин с задними углами.
| -Использование полного ресурса пластины (4 вершины с углом 80°).
-Широкий выбор геометрий передней пов-ти, марок твёрдого сплава, типов пластин под различные системы крепления.
-Небольшие усилия резания.
-Возможность обработки внутренних отверстий небольшого диаметра за счет применения задних углов.
| -Угол при вершине (80°) требует занижения режимов резания при черновой обработке.
|
|

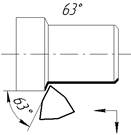
| -Наружное точение на проход на всех стадиях обработки.
-В упор при черновой обработке.
-Подрезка торцев.
| -Использование полного ресурса пластины (4 вершины с углом 100°).
-Широкий выбор геометрий передней пов-ти, марок твёрдого сплава, типов пластин под различные системы крепления.
-При чистовой обработке вершиной с углом 100° обеспечивается 7 класс шероховатости.
| -Ограниченное применение при обработке в упор.
-Не применяется при профильной обработке.
|
|

|

|
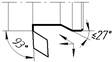
| -Профильная обработка и наружное точение на получистовых и чистовых стадиях обработки.
| -Небольшие усилия резания.
-Возможность обработки профильных поверхностей.
| -Малый ресурс пластины (4 реж. кромки).
-Недостаточная прочность режущего клина.
-Ограниченная область применения.
-Ограниченный выбор марок твёрдого сплава, геометрий передней пов-ти и типов пластин под различные системы крепления.
|

|

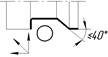
| -Профильная обработка и наружное точение на получистовых и чистовых стадиях обработки.
-Обработка труднодоступных поверхностей.
| -Небольшие усилия резания.
-Возможность обработки сложных профильных и труднодоступных поверхностей.
| -Малый ресурс пластины (4 реж. кромки).
-Недостаточная прочность режущего клина.
-Ограниченная область применения.
-Ограниченный выбор марок твёрдого сплава, геометрий передней пов-ти и типов пластин под различные системы крепления.
|
| 
|

| -Профильная обработка, наружное точение на проход и в упор на всех стадиях обработки.
-Подрезка торцев.
-Обработка труднодоступных поверхностей.
-Внутреннее точение отверстий небольшого диаметра при использовании пластин с задними углами.
| -Использование полного ресурса пластины (6 вершин).
-Возможность обработки внутренних отверстий небольшого диаметра за счет применения задних углов.
| -Недостаточная прочность режущего клина.
-Ограниченная область применения.
-Ограниченный выбор марок твёрдого сплава, геометрий передней пов-ти и типов пластин под различные системы крепления.
|

|
| 
|
| -Профильное чистовое точение.
-Наружное чистовое точение на проход и в упор.
| -Большой ресурс пластины.
-Возможность обработки сложных профильных поверхностей.
-При чистовой обработке обеспечивает 7-8 класс шероховатости.
-Универсальность (один резец заменяет несколько резцов).
| -Ограниченная область применения.
-Ограниченный выбор марок твёрдого сплава, геометрий передней пов-ти и типов пластин под различные системы крепления.
-Ограниченный выбор размеров пластин.
-Изготавливаются только односторонние пластины.
|

|

|
| 
| 
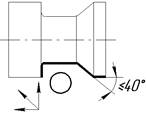
| -Наружное получистовое и чистовое точение на проход и в упор.
-Подрезка торцев.
| -Большой ресурс пластины (6 вершин под углом 80°).
-При чистовой обработке обеспечивает 7 класс шероховатости.
| -Ограниченная область применения.
-Ограниченный выбор марок твёрдого сплава, геометрий передней пов-ти и типов пластин под различные системы крепления.
|
| | | | | | |
Примечание:
- В данной таблице рассматривается ресурс двухсторонних пластин (тип G).
- При черновой обработке применять формы пластин, имеющие максимальную прочность режущего клина (квадрат и ромб с углом при вершине 100 °).
- Для использования вершин с углом 100 ° у ромбических пластин (С) применять державки специальной конструкции, показанные на рис.6.

| 
|
| Правое исполнение
| Левое исполнение
|
| Рис.6
|
Место положения обозначения формы пластины в шифре пластины
Место положения обозначения формы пластины в шифре державки
4.2. Для обработки наружных, торцевых поверхностей, а также внутренних поверхностей большого диаметра применять пластины с задним углом пластины a=0° (N). При этом задний угол a=7° обеспечивается наклоном пластины за счёт конструкции державки.
Задний угол a=7° (C) применяется для пластин форм ромб (C), треугольник (Т), круг (R). При этом пластина имеет a=7°, а державка a=0°.
Место положения обозначения заднего угла пластины в шифре пластины
Место положения обозначения заднего угла пластины в шифре державки
4.3. Все пластины, применяемые на заводе, выполняются только по классу точности М.
Место положения обозначения класса точности пластины в шифре пластины
4.4. Тип пластин выбирается в зависимости от стадии и условий обработки по табл. 4.2.
Таблица 4.2.
| Тип
пластины
| Область
применения
| Достоинства
| Недостатки
|
G

| Первый выбор для всех стадий обработки.
| Большое количество режущих кромок; большой выбор геометрий передней поверхности пластин.
| Наличие незначительного зазора между установочной поверхностью пластины и опорной пластиной державки (размер зазора зависит от геометрии передней поверхности).
|
M

| При недостаточной жесткости системы СПИД.
| Отсутствие зазора между установочной поверхностью пластины и опорной пластиной державки.
| Вдвое меньшее количество режущих кромок, чем у аналогичной пластины с типом G; ограниченный выбор геометрий передней поверхности пластины.
|
T

| Для чистовой обработки отверстий небольшого диаметра.
Тип пластины обеспечивает задний угол 7°.
| Исключает затирание по задней поверхности пластины при обработке отверстий небольшого диаметра.
| Используется только система крепления S; ограниченный выбор геометрий передней поверхности пластины и марок твердого сплава.
|
| X
| Только для круглых пластин.
| -
| -
|
Примечание:
- Наиболее универсальным является тип G (двусторонняя пластина).
- Тип М использовать при точении в тяжелых условиях (обдирочная стадия, точение прерывистых поверхностей, неравномерность структуры обрабатываемого материала).
- Только круглые пластины изготовляются специального типа - Х.
Место положения обозначения типа пластины в шифре пластины






