П А М Я Т К А
По подбору пластин и державок сборного инструмента для наружного и внутреннего точения фирмы «Sandvik» для рабочих, работников Б И Х, мастеров и технологов О А О «П М З»
Пермь
2003г.
Введение
Данная памятка предназначена для рабочих, работников БИХ, мастеров и технологов ОАО «ПМЗ». Памятка является руководством при подборе пластин и державок сборного инструмента для наружного и внутреннего точения фирм «Sandvik-Coromant» и «Sandvik-МКТС».
В памятке рассмотрен порядок выбора сборного токарного инструмента и правила его эксплуатации.
Пластины и державки фирм «Sandvik-Coromant» и «Sandvik-МКТС» поставляются в фирменных упаковках с маркировкой.
Полная маркировка державок указана на этикетке коробки и на самой державке.
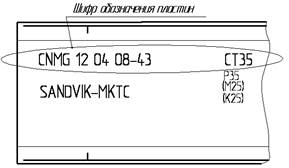
Полная маркировка пластин указана на этикетке коробки (типоразмер пластины, геометрия передней поверхности и марка материала), как показано на рис.1-4. На пластинах всегда указывается марка инструментального материала. На некоторых пластинах фирмы «Sandvik-Coromant» на передней поверхности, также может указываться обозначение геометрии передней поверхности и радиуса при вершине.
Порядок выбора пластин и державок сборного токарного
Инструмента
Порядок выбора пластин и державок определяется алгоритмом, представленным на рис. 5.
1.Получение из операционной карты (чертежа) исходных данных по оборудованию, обрабатываемым поверхностям и материалу детали
1.1. Определить тип оборудования, технические характеристики станка.
На станке:
- оценить исправность системы подачи СОЖ и надежность защитного экранирования станка;
- точно определить число оборотов шпинделя (планшайбы) и подачу инструмента.
1.2. Выявить обрабатываемые поверхности и оценить их характер (наличие корки, прерывистости, покрытий), форму, величину припуска.
1.3. По п.п. 1.1. и 1.2. определить условия обработки (к каждой поверхности необходим индивидуальный подход).
1.4. Определить группу обрабатываемых материалов по табл.1.
Таблица 1
| Группы материалов по ISO
| Группы обрабатываемых материалов
| Марки обрабатываемых материалов
|
| Р
| Конструкционные углеродистые и легированные стали
| ВСт3кп, ВСт3пс, ВСт3сп, ВСт3сп-5, сталь 08, сталь 08кп, сталь 10, сталь 20, сталь 20А, сталь 45, 12ХН3А, 12ХН3А-Ш, 12Х2Н4А, 12Х2Н4А-Ш, 30ХГСА, 30ХГСА-Ш, 38ХА, 38ХА-Ш, 38Х2МЮА-Ш, 40Х, 40ХН2МА, 40ХН2МА-Ш, 60С2, 60С2А, 60С2ВА, 65С2ВА, 65С2ВА-Ш, 65Г
|
| М
| Нержавеющие ферритно-мартенситные стали
| ЭИ678-ВД, ЭП609-Ш, ЭП288, ЭИ962, ЭИ962-Ш, ЭИ878, ЭИ961-Ш, 513Л, ЭИ736, ЭИ736-Ш, ЭИ268, ЭИ517-Ш, 2Х13, ЭИ415-Ш, 3Х13, 4Х13, 9Х18
|
| Нержавеющие аустенитные стали
| 1Я1Т, ЭИ696, ЭИ696А, ЭИ696М, ЭИ696М-ВД, 10Х18Н11Б-Л, ЭЯ1Т, ЭЯ1Т-ВД, ЭЯ1Т, ЭИ835, ЭИ654, ЭИ481, ЭИ69, ВНЛ1, ВНЛ3, ВНЛ5, ЭП452
|
| S
| Жаропрочные сплавы на никелевой основе
| ЭИ787-ВД, AMS 5732, PWA 1091, PWA 1199, ЭП718-ВД, ВЖ105, ЭИ868, ЭИ698, ЭИ698-ВД, ЭИ437Б, ЭИ437БУ, ЭИ437БУ-ВД, PWA1003, AMS5663Ю, AMS5753, ЭП109, ЭП648, ЭП742-ИД, ЭП741П, ЭП741НП, ВЖЛ2-ВИ, ВЖЛ12У-ВД, ВЖЛ14-ВИ, ЖС6К, ЖС6К-ВИ, ЖС6У-ВИ, ЧС70У-ВИ, ВХ4Л-ВИ, ЭП648-Л
|
| Титановые сплавы
| ВТ1-00СВ-С, ВТ2-СВ, ВТ3-1, ВТ5-Л, ВТ6, ВТ6-С, ВТ8, ВТ8М, ВТ8-1, ВТ20, ВТ2ОЛ, ВТ20-1, ВТ20-2СВ, ОТ4, ОТ4-0, ОТ4-1
|
| К
| Чугуны
| СЧ10, СЧ15, СЧ21, СЧ25, СЧ35, ВЧ35, ВЧ40, ВЧ50, КЧ50-5, КЧ55-4
|
| Материалы порошковой металлургии
| С118; МЖГ; ЖГР045Х2Н4МА; ЖD3; ПЖ4К5; ЖГР12D3КФ3; ПЖ4К40Ф5; МК1; МК2; МКФ4; ЖD3
|
| N
| Цветные металлы
(алюминиевые сплавы)
| АД-М, АД1-М, АК4, АК4-1, АК4-1-Т1, АК4-1-ЧАН, АК4-1-ЧАТ1, АК4-1-ЧТ1, АК5М, АК7Н, АК9Н, АЛ4, АМГЗ-М, АМГ6, АМЦ, АМЦ-М, Д1-АМ, Д1-АТ, Д1-Т, Д16
|
| Цветные металлы
(медь и ее сплавы)
| БРАЖ10-1,5, БРАЖ9-4, БРАЖМЦ10-3-1,5, БРАЖН10-4-4, БРО5С25, БРО5Ц5С5,БРОФ6,5-0,15, БРОЦ4-3, Л63, ЛС59-1, М1, М1-М, М2, М2-М, М3, М3-М
|
Группы материалов по ISO
Группы материалов
|
Обдирочная
Черновая
| Получистовая
Чистовая
| | Р
| Конструкционные углеродистые и легированные стали
| -
| -
|
СТ35
CU 45
| СТ25
CU 45
|
| М
| Нержавеющие ферритно-мартенситные стали
| 2025
| 2015
|
СТ 35
CU45
| СТ25
CU 45
|
| Нержавеющие аустенитные стали
| 2025
| 2015
|
СТ 35
CU45
| СТ 25
CU45
|
| S
| Жаропрочные сплавы на никелевой основе
| 1005
| S05F
(1005)
|
ТК 25
CU45
| ТК 25
CU45
|
| Титановые сплавы
| 1005
| 1005
| ТК25 (ТК20)
CU 45
|
ТК20 (ТК25)
CU 45
|
| K
| Чугуны
| -
| -
| ТК25
|
ТК20
|
| Материалы порошковой металлургии
| -
| -
| ТК25
|
ТК20
|
| N
| Алюминиевые сплавы
| 1005
| 1005
|
ТК 25
|
ТК20
|
| Медь и ее сплавы
| -
| -
|
| | | | | | | |
Примечание:
- Область применения марок МНСП фирмы «Sandvik» и режимы резания рассмотрены в приложениях 5-6, а подробно в РТМ:
3012/06505 (для точения деталей из конструкционных сталей)
3013/06505 (для точения деталей из титановых сплавов)
3014/06505 (для точения деталей из жаропрочных сплавов на никелевой основе)
3015/06505 (для точения деталей из сталей ферритно-мартенситной группы)
3016/06505 (для точения деталей из нержавеющих сталей и сплавов аустенитного класса)
- Твердые сплавы фирмы «Sandvik-МКТС» применять в случае, если оборудование или конструкция детали не позволяют работать на повышенных режимах резания.
- При обработке прерывистых поверхностей (работа на удар) выбирать марку твердого сплава CU45 фирмы «Sandvik-МКТС».
Место положения обозначения марки твёрдого сплава пластины в шифре пластины
Область применения
Достоинства
| Недостатки
| | 
| 
| -Наружное точение на проход на всех стадиях обработки.
-В упор при черновой обработке.
-Подрезка торцев.
| -Использование полного ресурса пластины (8 вершин под углом 90°).
-Широкий выбор геометрий передней пов-ти, марок твёрдого сплава, типов пластин под различные системы крепления.
-Угол в плане 45° и угол при вершине 90° повышают прочность режущего клина пластины, что даёт возможность вести обработку на повышенных режимах резания на всех стадиях обработки.
| -Ограниченное применение при обработке в упор.
-Не применяется при профильной обработке.
|
| 
|
| 
|

| -Наружное точение на проход и в упор на всех стадиях обработки.
-Подрезка торцев.
-Внутреннее точение отверстий небольшого диаметра при использовании пластин с задними углами.
| -Использование полного ресурса пластины (4 вершины с углом 80°).
-Широкий выбор геометрий передней пов-ти, марок твёрдого сплава, типов пластин под различные системы крепления.
-Небольшие усилия резания.
-Возможность обработки внутренних отверстий небольшого диаметра за счет применения задних углов.
| -Угол при вершине (80°) требует занижения режимов резания при черновой обработке.
|
|

| -Наружное точение на проход на всех стадиях обработки.
-В упор при черновой обработке.
-Подрезка торцев.
| -Использование полного ресурса пластины (4 вершины с углом 100°).
-Широкий выбор геометрий передней пов-ти, марок твёрдого сплава, типов пластин под различные системы крепления.
-При чистовой обработке вершиной с углом 100° обеспечивается 7 класс шероховатости.
| -Ограниченное применение при обработке в упор.
-Не применяется при профильной обработке.
|
|

|

|
| -Профильная обработка и наружное точение на получистовых и чистовых стадиях обработки.
| -Небольшие усилия резания.
-Возможность обработки профильных поверхностей.
| -Малый ресурс пластины (4 реж. кромки).
-Недостаточная прочность режущего клина.
-Ограниченная область применения.
-Ограниченный выбор марок твёрдого сплава, геометрий передней пов-ти и типов пластин под различные системы крепления.
|

|

| -Профильная обработка и наружное точение на получистовых и чистовых стадиях обработки.
-Обработка труднодоступных поверхностей.
| -Небольшие усилия резания.
-Возможность обработки сложных профильных и труднодоступных поверхностей.
| -Малый ресурс пластины (4 реж. кромки).
-Недостаточная прочность режущего клина.
-Ограниченная область применения.
-Ограниченный выбор марок твёрдого сплава, геометрий передней пов-ти и типов пластин под различные системы крепления.
|
| 
|

| -Профильная обработка, наружное точение на проход и в упор на всех стадиях обработки.
-Подрезка торцев.
-Обработка труднодоступных поверхностей.
-Внутреннее точение отверстий небольшого диаметра при использовании пластин с задними углами.
| -Использование полного ресурса пластины (6 вершин).
-Возможность обработки внутренних отверстий небольшого диаметра за счет применения задних углов.
| -Недостаточная прочность режущего клина.
-Ограниченная область применения.
-Ограниченный выбор марок твёрдого сплава, геометрий передней пов-ти и типов пластин под различные системы крепления.
|

|
| 
|
| -Профильное чистовое точение.
-Наружное чистовое точение на проход и в упор.
| -Большой ресурс пластины.
-Возможность обработки сложных профильных поверхностей.
-При чистовой обработке обеспечивает 7-8 класс шероховатости.
-Универсальность (один резец заменяет несколько резцов).
| -Ограниченная область применения.
-Ограниченный выбор марок твёрдого сплава, геометрий передней пов-ти и типов пластин под различные системы крепления.
-Ограниченный выбор размеров пластин.
-Изготавливаются только односторонние пластины.
|

|

|
| 
| 
| -Наружное получистовое и чистовое точение на проход и в упор.
-Подрезка торцев.
| -Большой ресурс пластины (6 вершин под углом 80°).
-При чистовой обработке обеспечивает 7 класс шероховатости.
| -Ограниченная область применения.
-Ограниченный выбор марок твёрдого сплава, геометрий передней пов-ти и типов пластин под различные системы крепления.
|
| | | | | | |
Примечание:
- В данной таблице рассматривается ресурс двухсторонних пластин (тип G).
- При черновой обработке применять формы пластин, имеющие максимальную прочность режущего клина (квадрат и ромб с углом при вершине 100 °).
- Для использования вершин с углом 100 ° у ромбических пластин (С) применять державки специальной конструкции, показанные на рис.6.

| 
|
| Правое исполнение
| Левое исполнение
|
| Рис.6
|
Место положения обозначения формы пластины в шифре пластины
Место положения обозначения формы пластины в шифре державки
4.2. Для обработки наружных, торцевых поверхностей, а также внутренних поверхностей большого диаметра применять пластины с задним углом пластины a=0° (N). При этом задний угол a=7° обеспечивается наклоном пластины за счёт конструкции державки.
Задний угол a=7° (C) применяется для пластин форм ромб (C), треугольник (Т), круг (R). При этом пластина имеет a=7°, а державка a=0°.
Место положения обозначения заднего угла пластины в шифре пластины
Место положения обозначения заднего угла пластины в шифре державки
4.3. Все пластины, применяемые на заводе, выполняются только по классу точности М.
Место положения обозначения класса точности пластины в шифре пластины
4.4. Тип пластин выбирается в зависимости от стадии и условий обработки по табл. 4.2.
Таблица 4.2.
| Тип
пластины
| Область
применения
| Достоинства
| Недостатки
|
G

| Первый выбор для всех стадий обработки.
| Большое количество режущих кромок; большой выбор геометрий передней поверхности пластин.
| Наличие незначительного зазора между установочной поверхностью пластины и опорной пластиной державки (размер зазора зависит от геометрии передней поверхности).
|
M

| При недостаточной жесткости системы СПИД.
| Отсутствие зазора между установочной поверхностью пластины и опорной пластиной державки.
| Вдвое меньшее количество режущих кромок, чем у аналогичной пластины с типом G; ограниченный выбор геометрий передней поверхности пластины.
|
T

| Для чистовой обработки отверстий небольшого диаметра.
Тип пластины обеспечивает задний угол 7°.
| Исключает затирание по задней поверхности пластины при обработке отверстий небольшого диаметра.
| Используется только система крепления S; ограниченный выбор геометрий передней поверхности пластины и марок твердого сплава.
|
| X
| Только для круглых пластин.
| -
| -
|
Примечание:
- Наиболее универсальным является тип G (двусторонняя пластина).
- Тип М использовать при точении в тяжелых условиях (обдирочная стадия, точение прерывистых поверхностей, неравномерность структуры обрабатываемого материала).
- Только круглые пластины изготовляются специального типа - Х.
Место положения обозначения типа пластины в шифре пластины
Системы крепления
Достоинства
| Недостатки
| | D
|
Прижим повышенной жесткости
| -Первый выбор для всех стадий обработки.
-Высокая надежность и стабильность закрепления пластины.
-Высокая точность позиционирования пластины.
-Для точения в тяжелых условиях.
-Широкая номенклатура пластин.
-Удобство и простота закрепления и смены режущей пластины.
-Использование двухсторонних пластин.
| -Не применяется при обработке труднодоступных мест.
|
| 
| 
| 
|
| P
|
Прижим рычагом
| -Надежность и стабильность закрепления пластины.
-Точность позиционирования пластины.
-Широкая номенклатура пластин.
-Удобство и простота закрепления и смены режущей пластины.
-Для наружной и внутренней обработки.
-Использование двухсторонних пластин.
| -Ограниченное применение при обработке труднодоступных мест.
-Второй выбор при точении в тяжелых условиях.
|
| 
| 
| 
|
| M
|
Прижим клин-прихватом
| -Надежное и стабильное закрепление пластины.
-Для точения в тяжелых условиях.
-Широкая номенклатура пластин.
-Использование двухсторонних пластин.
| -Не применяется при обработке труднодоступных мест.
-Неудобство и сложность закрепления и смены пластины.
-Невысокая точность позиционирования.
|
| 
| 
|

|
| 2. прижим прихватом сверху и штифтом через
отверстие
| -Надежное и стабильное закрепление пластины.
-Использование двухсторонних пластин.
-Обработка труднодоступных мест.
| -Неудобство и сложность закрепления и смены пластины.
-Невысокая точность позиционирования.
-Ограниченный выбор пластин.
|
| 
| 
| 
|
| S
|
Крепление винтом
| -Возможность установки пластины с задними углами.
-Обработка труднодоступных мест.
-Профильное точение.
-Обработка отверстий малого диаметра.
-Точность позиционирования пластины.
| -Только для чистовой обработки.
-Неудобство и сложность закрепления и смены пластины.
-Ненадежность закрепления пластины.
-Ограниченный выбор пластин.
-Нельзя применять двухсторонние пластины.
-Нельзя применять пластины с задним углом 0°.
|
| 
| 
| 
|
| C
|
Прижим прихватом сверху
| Устаревшая система крепления режущих пластин. При разработке новых технологических процессов рекомендуется использовать современные конструкции.
|

| 
| 
|
| | | | | | | | | |
Таблица 5.2.
|
Системы крепления
|
Наружная обработка
|
Внутренняя обработка
|
| Отверстия больших диаметров
| Отверстия малых диаметров
|
| D
| 1
| 2
| -
|
| P
| 2
| 1
| 2
|
| M(1)
| 3
| 3
| -
|
| M(2)
| 4
| 4
| -
|
| S
| 5
| 5
| 1
|
Место положения обозначения системы крепления пластины в шифре державки
6. Определение размеров пластины (длины режущей кромки, толщины и радиуса при вершине)
6.1. Длину режущей кромки выбирать в зависимости от стадии, условий обработки и конструктивных особенностей детали по табл. 6.1.
Таблица 6.1.
| Форма
пластины
| С

| D

| R

| S

| T

| V

| W

|
| Длина режущей кромки, мм
| 12
| 16
| 11
| 15
| 10
| 12
| 12
| 15
| 19
| 11
| 16
| 16
| 06
| 08
|
| iC, мм
| 12,7
| 15,875
| 9,525
| 12,7
| 10,0
| 12,0
| 12,7
| 15,875
| 19,05
| 6,35
| 9,525
| 9,525
| 9,525
| 12,7
|
Место положения обозначения длины режущей кромки пластины в шифре пластины
Место положения обозначения длины режущей кромки пластины в шифре державки
6.2. Толщину пластины выбирать в зависимости от длины режущей кромки по табл. 6.2.
Таблица 6.2.
| 
| Форма пластины
Толщина пластины
| C
| D
| R
| S
| T
| V
| W
|
|
Длина режущей кромки, мм
|
| 03
| S=3,18
| -
| -
| 10
| -
| 11
| -
| -
|
| Т3
| S=3,97
| -
| -
| -
| -
| 16
| -
| -
|
| 04
| S=4,76
| 12
| 11, 15
| 12
| 12
| 16
| 16
| 06, 08
|
| 06
| S=6,35
| 16
| 15
| -
| 15, 19
| -
| -
| -
|
Место положения обозначения толщины пластины в шифре пластины
6.3. Радиус при вершине пластины выбирать в зависимости от стадии, условий обработки и конструктивных особенностей детали по табл. 6.3.
Таблица 6.3.

| | М0,
| 00
| re = круглая пластина
| |
| 04
| re = 0,4
| |
| 08
| re = 0,8
| |
| 12
| re = 1,2
| |
| 16
| re = 1,6
|
|
Примечание:
- Радиусы пластин r e=0,8 мм и r e=1,2 мм – первый выбор.
- r e=0,4 мм и r e=1,6 мм предназначены в основном для получения радиусов сопряжений поверхностей методом отпечатка.
Место положения обозначения радиуса при вершине пластины в шифре пластины
Обрабатываемый материал
Шифр пластин (прил.1)
|
Номер
Обозначения
|
|
|
|
|
|
|
| | 1
| 2
| 3
| 4
|
| 5
| 6
| 7
| 8
| -
| 9
|
|
|
Пример
|
| C
| N
| M
| G
|
| 12
| 04
| 08
|
| -
| QM
|
|  
|
| 
|
|
|
|
|
|
| 1
|
| 2
|
|
| 3
|
|
|
Шифр державок (прил.2)
|
Номер
Обозначения
|
|
|
|
|
|
|
|
|
|
|
|  
| 
|
| 1
| 2
| 3
| 4
| 5
|
| 6
| 7
| 8
| 9
|
|
|
Пример
|
| D
| C
| L
| N
| R
| 32
| 25
| P
| 12
|
|
|
|
|
|
|
| | | | | | | | | | | | | | | | | | | | | |
П А М Я Т К А
по подбору пластин и державок сборного инструмента для наружного и внутреннего точения фирмы «Sandvik» для рабочих, работников Б И Х, мастеров и технологов О А О «П М З»
Пермь
2003г.
Введение
Данная памятка предназначена для рабочих, работников БИХ, мастеров и технологов ОАО «ПМЗ». Памятка является руководством при подборе пластин и державок сборного инструмента для наружного и внутреннего точения фирм «Sandvik-Coromant» и «Sandvik-МКТС».
В памятке рассмотрен порядок выбора сборного токарного инструмента и правила его эксплуатации.
Пластины и державки фирм «Sandvik-Coromant» и «Sandvik-МКТС» поставляются в фирменных упаковках с маркировкой.
Полная маркировка державок указана на этикетке коробки и на самой державке.
Полная маркировка пластин указана на этикетке коробки (типоразмер пластины, геометрия передней поверхности и марка материала), как показано на рис.1-4. На пластинах всегда указывается марка инструментального материала. На некоторых пластинах фирмы «Sandvik-Coromant» на передней поверхности, также может указываться обозначение геометрии передней поверхности и радиуса при вершине.