Для получения готовой щитовой детали щитовые заготовки после облицовывания также необходимо окончательно обрабатывать. Стадия окончательной обработки щитов состоит из следующих технологических операций:
· • опиливание щитов по периметру для удаления припуска и обеспечения точности размеров;
· • фрезерование кромок по периметру для формирования требуемой формы сечения;
· • сверление отверстий и нарезание пазов;
· • зачистка поверхностей и подготовка детали к отделке.
В зависимости от условий и конструктивных особенностей изготавливаемого изделия названные операции могут выполняться в различной последовательности, а некоторые из них могут в технологическом процессе отсутствовать. По конструктивным особенностям щитовые детали могут быть прямолинейными и криволинейными.
Кромочные материалы с отделанной лицевой поверхностью не требует последующего шлифования кромок и их отделки. Если для облицовывания кромок детали используют полосы шпона, то технологический процесс дополняют операцией шлифования и отделки шпона.
Подготовка поверхности деталей к отделке
После выполнения операций окончательной обработки чистовой заготовки получают готовую деталь. Однако требования к качеству поверхности готовой детали обычно бывают выше, чем могут обеспечить технические возможности процессов обработки фрезерованием. Поэтому после окончательной обработки в технологический процесс вводят дополнительную технологическую операцию зачистки поверхности готовых деталей для подготовки их к отделке.
Детали изделий, поступающих на стадию отделки полиэфирными лаками и эмалями, должны иметь поверхности с шероховатостью Rm = 32 мкм. Покрытия нитроцеллюлозными и полиуретановыми лаками и эмалями требует еще более гладкой поверхности, с шероховатостью Rm =16 мкм. Кроме соблюдения степени шероховатости поверхности важно соблюдать условие отсутствия на поверхности таких дефектов механической обработки, как волнистость, сколы, заусенцы, ворсистость.
Для обеспечения этих требований механическая обработка готовых деталей завершается операциями циклевания и шлифования. При проведении этих процессов с поверхности детали снимается минимальный слой материала, что нс влияет на точность размеров детали. Основной целью операций зачистки является достижение требуемых параметров шероховатости поверхности.
Циклеванием называют процесс соскабливания неровностей с поверхности заготовки специальным ножом — циклей. Шлифование выполняют с применением многорезцовых абразивных инструментов — наждачной шкурки (рис. 5.18).
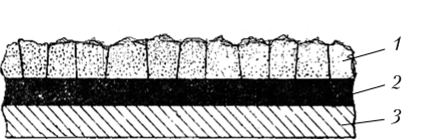
Рис. 5.18. Строение абразивной шкурки:
1 — зерна абразива; 2 — связка; 3 — основа'
Основой для шкурок служат бумага, хлопчатобумажные ткани либо композитные и армированные основы, которые обеспечивают повышенную износостойкость шкурки. Связкой служит мездровый или синтетический клей на основе смол; соответственно шлифовальные шкурки делят на неводоупорные и водоупорные. Зерна абразива выполнены из электрокорунда, карбида кремния или других твердых абразивных материалов.
Шлифуют пиломатериалы и древесные материалы на шлифовальных станках абразивной лентой. Шлифовальные станки отличаются взаимным расположением и сочетанием рабочих органов, размерами, принципом подачи. Абразивная шкурка может надеваться на барабан (барабанный шлифовальный станок), на вальцы (вальцовый шлифовальный станок), крепиться на диск (дисковый шлифовальный станок) или охватывает два шкива бесконечной лентой (ленточный шлифовальный станок). Соответственно в зависимости от вида шлифовального оборудования различают цилиндровое, дисковое и ленточное шлифование.
Само шлифование является сложным н трудоемким процессом, в котором необходимо сочетать п взаимосвязывать многие факторы, влияющие на конечный результат. Шероховатость поверхности после шлифования зависит от скорости обработки, физических свойств материала, номера шкурки, исходного состояния поверхности шероховатости, скорости подачи, усилия прижима инструмента к поверхности, продолжительности обработки и др.






