Содержание
| Введение
| 3
|
| Раздел 1. Технологический раздел
| 5
|
| 1.1 Описание технологического процесса как объекта автоматического управления
| 5
|
| 1.2 Основные параметры процесса
| 10
|
| 1.3 Устройство и принцип работы оборудования
| 13
|
| Раздел 2. Специальный раздел
| 18
|
| 2.1 Разработка структурной и функциональной схем автоматического управления
| 18
|
| 2.2 Разработка алгоритма и контуров автоматического управления
| 21
|
| 2.3 Расчет основных параметров надежности АСУ
| 25
|
| 2.4 Выбор и обоснование элементов АСУ
| 27
|
| 2.5 Эксплуатация систем автоматического управления
| 36
|
| 2.6 Обслуживание автоматической системы управления
| 38
|
| 3 Экономический раздел
| 43
|
| 3.1Определение материальных затрат на разрабатываемое оборудования
| 43
|
| 3.2 Определение трудоемкости приведенного объема по видам работ
| 45
|
| 3.3Расчет заработной платы производственных рабочих
| 48
|
| 3.4 Определение калькуляции себестоимости изделия
| 50
|
| 3.5 Расчет экономической эффективности модернизации оборудования
| 52
|
| 3.6 Расчет показателей экономической эффективности оборудования
| 56
|
| 4 Охрана труда
| 62
|
| 4.1 Требования по технике безопасности на производстве.
| 62
|
| 4.2 Мероприятия по охране окружающей среды, проводимые на производстве
| 69
|
| Заключение
| 74
|
| Список использованных источников
| 75
|
| Приложение А Техническое задание
| 77
|
| Приложение Б Каталогизированные данные оборудования для автоматизации
| 78
|
|
| |  |
ВВЕДЕНИЕ
Автоматизация одно из направлений научно-технического прогресса, применение саморегулирующих технических средств, экономико-математических методов и систем управления, освобождающих человека от участия в процессах получения, преобразования, передачи и использования энергии, материалов или информации, существенно уменьшающих степень этого участия или трудоёмкость выполняемых операций.
Автоматизация производства позволяет осуществлять технологические процессы без непосредственного участия обслуживающего персонала. Первоначально осуществлялась лишь частичная автоматизация отдельных операций. После создания автоматизированной системы на данном объекте роль обслуживающего персонала ограничивается общим наблюдением за работой оборудования, настройкой и наладкой аппаратуры.
Актуальность данной работы обусловлена тем, что автоматизация системы управления температурным режимом печи приведет к повышению скорости работы объекта и, как следствие, к снижению потенциального риска аварий.
Целью дипломного проекта является модернизация автоматизированной системы управления температурным режимом печи.
Для достижения поставленной цели необходимо решить ряд задач:
- рассмотреть технологический процесс и выделить основные параметры процесса;
- рассмотреть устройство и принцип работы оборудования;
- рассчитать основные параметры АСУ;
- выбрать и обосновать АСУ и рассмотреть обслуживание АСУ;
- провести расчеты для экономического обоснования расчетов;
- рассмотреть охрану труда для данной АСУ.
Текст дипломного проекта изложен на 85 страницах и содержит 18 рисунков, 17 таблиц, 58 формул.
Графическая часть дипломного проекта состоит из:
- технологическая схема (ППК.150000.182);
- чертеж общего вида оборудования АСУ (ППК.100000.182.ВО);
- функциональная схема автоматического управления (ППК.140000.182);
- схема алгоритма автоматического управления (ППК.800000.182.Д2);
- электрическая принципиальная схема АСУ (ППК.190000.182.Э).
При написании дипломного проекта использовался большой объем источников информации: учебники, справочная литература, нормативные документы, периодические и монографические издания специалистов, рассматривающих различные вопросы в области автоматизации технологических процессов и производств, а так же национальные и межгосударственные ГОСТы.
Технологический раздел
Основные параметры процесса
Камерная электропечь с выкатным подом ПВП л 14.18.9/11,5М нашла широкое применение в промышленности. Они компактны, имеют большую производительность, небольшой расход электроэнергии и большой срок службы нагревательных элементов.
Печь состоит из кожуха, футеровки, нагревателей, дверцы, механизма открывания дверцы, монтажа проводов, аппаратуры управления, аппаратуры контроля температуры и выкатной под. Зигзагообразные нагреватели получают питание от сети переменного тока через понижающие трансформаторы. Регулирование температуры в электропечах сопротивления двухпозиционное, автоматическими самопишущими потенциометрами.

Рисунок 3 - Чёрный ящик АСУ КП
К исполнительным механизмам в моей работе относятся: терморегулятор, шкаф управления, автотрансформатор, таймер, привод дверей. С помощью исполнительных механизмов при изменении контролируемых параметров будет оказываться необходимое воздействия для возвращения параметра в рабочий диапазон. К контролируемым параметрам относятся температура и мощность нагрева, время отжига и открытие/закрытие дверей.
Эта электропечь сопротивления периодического действия, с размерами рабочего пространства 1450X2020X2380 мм, максимальная температура нагрева 1000° С. Питание нагревателей осуществляется от трехфазной сети через трансформатор.
Управление работой осуществляется с помощью шкафа управления. Загрузка садки в электропечь производится вручную или с помощью цеховых грузоподъёмных средств.
Комплектность камерной электропечи (рисунок 4):
- электропечь;
- шкаф управления;
- комплект запасных частей.
Перечень элементов схемы печи сопротивления:
F1 – автоматический выключатель нагревательных элементов печи
KM1 – контактор нагревательных элементов печи
T – печной автотрансформатор
B – датчик температуры
F2 – автоматический выключатель электропривода печной двери
KM2 – контактор электропривода печной двери (открывание)
KM3 – контактор электропривода печной двери (закрывание)
Y – электромагнитный тормоз
F3 – автоматический выключатель цепей управления печи
S1 – кнопка электропривода печной двери (стоп)
S2 – кнопка электропривода печной двери (открывание)
S3 – кнопка электропривода печной двери (закрывание)
S4 – конечный выключатель печной двери (срабатывает при полном открывании двери)
S5 – конечный выключатель печной двери (срабатывает при полном закрывании двери)
M – двигатель привода печной двери
TRS – устройство регулирования температуры
S6 – переключатель режимов работы (автоматический-выключено-ручной)
KA – промежуточное реле контактора нагревательных элементов
H1 – сигнальная лампа (превышение допустимой температуры, или неконтролируемое повышение температуры)
H2 – сигнальная лампа (нагревательные элементы включены)
H3 – сигнальная лампа (нагревательные элементы выключены)
R1, R2, R3 – добавочные резисторы сигнальных ламп
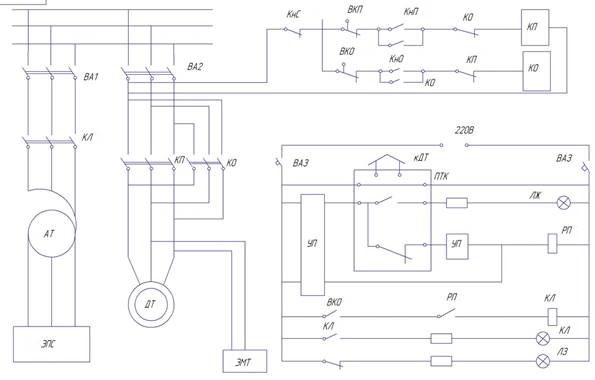
Рисунок 4 - Схема камерной печи сопротивления
Рисунок 5 - Камерная электропечь с выкатным подом ПВП л 14.18.9/11,5М
Камерная печь с выкатным подом ПВП л 14.18.9/11,5М отлично демонстрируют себя в выполнении одиночных задач, которые могут быть и вполне трудоемкими. Камерные печи сопротивления, можно также эффективно использовать и в различных отраслях, но при этом стоит учитывать определенные моменты, дабы все проходило максимально гладко.
Цена камерных печей сопротивления на данный момент сравнительно невысокая. Так что если вам требуется вакуумная печь для выполнения одиночных задач, то камерная печь сопротивления для этого просто идеальный вариант.
Печи сопротивления имеют множество преимуществ:
- равномерный нагрев материалов, достигаемый расположением нагревательных элементов или принудительной циркуляцией в камере;
- лёгкость автоматического регулирования мощности, обеспечивающее регулирование температурного режима;
- простота механизации и автоматизации, что упрощает работу персонала и включение печей сопротивления в производственные линии;
- хорошая герметичность, позволяющая нагревать материалы в вакууме;
- компактность и т.д.
Печь сопротивления обязана своим названием принципу действия: электрический ток, проходит по активному сопротивлению нагревательного элемента, где электрическая энергия преобразуется в тепловую.
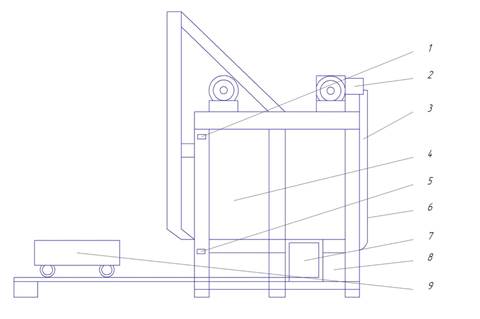
Рисунок 6. - Конструкция электрической печи
1 – выключатель конечный; 2 – редуктор подъема двери; 3 – вытяжная труба; 4 – термопара; 5 – выключатель конечный; 6 – шиберная заслонка; 7 – клеммная коробка; 8 – выключатель конечный; 9 – выкатной под;
Таблица 1 - Технические характеристики
| Наименование параметра
| Значение
|
| Номинальная мощность, кВт
| 45
|
| Номинальная рабочая температура оС
| 1000
|
| Среда рабочего пространства
| Воздух
|
| Напряжение питания В
| 380
|
| Число фаз
| 3
|
| Тип микропроцессорных регуляторов
| «Термодат-19Е5»
|
| Количество термических зон
| 1
|
| Габаритные размеры (ширина/длина/высота)
| 1450X2020X2380
|
| Максимальный вес садки, кг
| 2000
|
| Расположение нагревателей
| на стенках, поде, дверце
|
| Время нагрева/охлаждения
| 7/12
|
В данном технологическом процессе участвуют следующее оборудование:
-датчик температуры;
-датчик влажности;
- тэн
- регулятор
С выхода блока поступают сигналы:
- на включение ТЭНА для создания температуры
- на включение регулятора для создания заданной температуры
Для каждого из приборов на панели имеются индикаторы-светодиоды, информирующие о состоянии: работа, неисправность. При аварийном отключении предусмотрена световая сигнализация и отключение всей системы.
Особенности конструкции:
1) Пятисторонний обогрев (дверь, боковые стенки, задняя стенка, под).
2) Механизированная дверь с электрическим или гидравлическим приводом (с исполнением М), поднимающаяся вверх.
3) Механизированный выдвижной под с электромеханическим приводом (печи с исполнением М).
4) Многослойная высокоэффективная теплоизоляция.
5) Усиленный под (металлопрокат, огнеупоры, оснастка).
6) Оригинальное исполнение приводов подъема двери и выдвижения пода,исключающее заклинивание.
7) Равномерное распределение температуры по камере печи за счет обогрева с 5 сторон.
8) Толстые (не менее 25 мм) карбидокремниевые и литые жаропрочные плиты для защиты пода от ударов при загрузке – выгрузке садки.
9) Долговечная конструкция свода (применение качественных высокопрочных огнеупоров в кладке).
10) Нагревательные элементы – спирали из суперфехрали на прочных керамических трубах.
11) Многозонная регулировка температуры в габаритных печах.
12) Компьютерная система регулировки разгона–торможения пода в печах с большими массами садки.
13) Современная система микропроцессорного регулирования температуры в печи.
Специальный раздел
Экономический раздел
Охрана труда
Требования по технике безопасности на производстве
Общие требования техники безопасности на производстве.
1.При получении новой (незнакомой) работы требовать от мастера дополнительного инструктажа по технике безопасности.
2.При выполнении работы нужно быть внимательным, не отвлекаться посторонними делами и разговорами и не отвлекать других.
3.На территории завода (во дворе, здании, на подъездных путях) выполнять следующие правила:
не ходить без надобности по другим цехам предприятия;
быть внимательным к сигналам, подаваемым крановщиками электро кранов и водителями движущегося транспорта, выполнять их;
обходить места погрузки и выгрузки и не находиться под поднятым грузом;
не проходить в местах, не предназначенных для прохода, не подлезать под стоящий железнодорожный состав и не перебегать путь впереди движущегося транспорта;
не переходить в неустановленных местах через конвейеры и рольганги и не подлезать под них, не заходить без разрешения за ограждения;
не прикасаться к электрооборудованию, клеммам и электропроводам, арматуре общего освещения и не открывать дверец электрошкафов;
не включать и не останавливать (кроме аварийных случаев) машин, станков и механизмов, работа на которых не поручена тебе администрацией твоего цеха.
4. В случае травмирования или недомогания прекратить работу, известить об этом мастера и обратиться в медпункт.
Ниже приведены специальные требования безопасности.
Перед началом работы:
1) Привести в порядок свою рабочую одежду: застегнуть или обхватить широкой резинкой обшлага рукавов; заправить одежду так, чтобы не было развевающихся концов одежды: убрать концы галстука, косынки или платка; надеть плотно облегающий головной убор и подобрать под него волосы.
2) Надеть рабочую обувь. Работа в легкой обуви (тапочках, сандалиях, босоножках) запрещается ввиду возможности ранения ног острой и горячей металлической стружкой.
3) Внимательно осмотреть рабочее место, привести его в порядок, убрать все загромождающие и мешающие работе предметы. Инструмент, приспособления, необходимый материал и детали для работы расположить в удобном и безопасном для пользования порядке. Убедиться в исправности рабочего инструмента и приспособлений.
4) Проверить, чтобы рабочее место было достаточно освещено и свет не слепил глаза.
5) Если необходимо пользоваться переносной электрической лампой, проверить наличие на лампе защитной сетки, исправности шнура и изоляционной резиновой трубки. Напряжение переносных электрических светильников не должно превышать 36 В, что необходимо проверить по надписям на щитках и токоприемниках.
6) Убедиться, что на рабочем месте пол в полной исправности, без выбоин, без скользких поверхностей и т. п., что вблизи нет оголенных электропроводов и все опасные места ограждены.
7) При работе с талями или тельферами проверить их исправность, приподнять груз на небольшую высоту и убедиться в надежности тормозов, стропа и цепи.
8) При подъеме и перемещении тяжелых грузов сигналы крановщику должен подавать только один человек.
9) Строповка (зачаливание) груза должна быть надежной, чалками (канатами или тросами) соответствующей прочности.
10) Перед установкой крупногабаритных деталей на плиту или на сборочный стол заранее подбирать установочные и крепежные приспособления (подставки, мерные прокладки, угольники, домкраты, прижимные планки, болты и т. д.).
11) При установке тяжелых деталей выбирать такое положение, которое позволяет обрабатывать ее с одной или с меньшим числом установок.
12)Заранее выбрать схему и метод обработки, учесть удобство смены инструмента и производства замеров.
Во время работы:
13) При заточке инструмента на шлифовальных кругах обязательно надеть защитные очки (если при круге нет защитного экрана). Если имеется защитный экран, то не отодвигать его в сторону, а использовать для собственной безопасности. Проверить, хорошо ли установлен подручник, подвести его возможно ближе к шлифовальному кругу, на расстояние 3—4 мм. При заточке стоять не против круга, а в полуоборот к нему.
14) Следить за исправностью ограждений вращающихся частей станков, на которых приходится работать.
15)Не удалять стружку руками, а пользоваться проволочным крючком.
16) Во всех инструментальных цехах используется сжатый воздух давлением от 4 до 8 ат. При таком давлении струя воздуха представляет большую опасность. Поэтому сжатым воздухом надлежит пользоваться с большой осторожностью, чтобы его струя не попала случайно в лицо и уши пользующегося им или работающего рядом.
Техника безопасности при проведении монтажных работ
Безопасное выполнение заготовительных и монтажных работ требует строгого соблюдения работниками правил техники безопасности. Каждый работник должен хорошо знать и выполнять безопасные приемы работы. Только при этом условии можно предупреждать несчастные случаи.
1) Производственный травматизм происходит вследствие ряда причин:
неправильная организация работ, допущение к работе лиц, не получивших инструктажа по безопасному ее выполнению;
отсутствие или неисправность ограждений и предохранительных устройств;
неисправное состояние инструмента и приспособлений;
неправильное обслуживание оборудования и механизмов;
пренебрежение работниками мерами предосторожности.
2) При пользовании грузоподъемными механизмами необходимо строго соблюдать следующие правила:
нельзя применять грузоподъемные механизмы, рассчитанные на вес, меньший чем вес поднимаемого груза;
грузоподъемные механизмы должны иметь исправно действующие тормоза, в зубчатых и червячных передачах не должно быть никаких повреждений;
грузоподъемные механизмы должны быть аттестованы соответствующим порядком, эксплуатация механизмов без аттестации или с просроченным сроком очередной аттестации запрещена;
при перемещении тяжестей нельзя находиться под грузом, а также в местах, где может оказаться груз в случае обрыва троса.
3) При пользовании слесарным инструментом необходимо соблюдать следующие правила техники безопасности:
запрещается пользоваться инструментом неисправным или не соответствующим выполняемой работе;
бойки молотков и кувалд должны иметь гладкую, слегка выпуклую поверхность; и молотки и кувалды должны быть прочно насажены на рукоятки и закреплены на них клиньями;
нельзя применять зубила и шлямбуры со сбитыми затылками;
нельзя применять для работы напильники, ножовки и отвертки без ручек или с расколотыми и плохо закрепленными ручками;
при работе трубными и гаечными ключами не допускается надевать отрезки трубы на ручки ключей и применять металлические подкладки под губки ключей.
4) При пользовании электроинструментом необходимо строго соблюдать правила техники электробезопасности:
недопустимо работать около токоведущих частей, не защищенных ограждениями, кожухами;
металлические кожухи, электродвигатели, электродрели, металлические части пусковых приборов, станков и других устройств, которые могут оказаться под напряжением в случае повреждения изоляции, должны быть заземлены;
для переносных электрических светильников при менять напряжение не выше 36 В;
провода, проводящие электроток к сварочному аппарату и от сварочного аппарата к месту сварки, должны быть изолированы и защищены от действия высоких температур и механических повреждений.
Организация охраны труда состоит из государственного управления, органов охраны труда, ее планирования и финансирования, предупредительного надзора и расследования несчастных случаев на производстве, их профилактики и учета.
Государственное управление охраной труда осуществляется Правительством РФ, федеральными органами исполнительной власти и органами исполнительной власти субъектов РФ в области охраны труда в пределах их полномочий. Государственное управление в области охраны труда выражается в реализации основных направлений государственной политики в данной области, разработке нормативных актов, в утверждении требований к средствам производства, технологиям и организации труда, обеспечивающим здоровые и безопасные условия труда работников.
Каждая организация с численностью более ста работников содержит в своей структуре службу охраны труда или должность специалиста по охране труда в целях обеспечения соблюдения требований охраны труда, осуществления контроля за их выполнением. На должность специалиста по охране труда назначаются, например, лица, имеющие квалификацию инженера по охране труда, либо специалисты, имеющие высшее профессиональное (техническое) образование, прошедшие специальное обучение по охране труда.
В организации с численностью менее 100 работников работодатель, как правило, заключает договор со специалистами или с организациями, оказывающими услуги в области охраны труда. Структуру и численность работников службы охраны труда определяет руководитель организации. При этом он учитывает численность работающих, характер условий труда, степень опасности производств и другие факторы с учетом Межотраслевых нормативов численности работников службы охраны труда в организациях. В организациях создаются комитеты по охране труда. В их состав входят представители работников и работодателей. Численность членов комитета может определяться в зависимости от числа работников на предприятии, специфики производства, структуры и других особенностей предприятия, по взаимной договоренности сторон, представляющих интересы работодателей и работников (трудового коллектива).
Финансирование мероприятий по улучшению условий и охраны труда осуществляется за счет средств федерального бюджета, бюджетов субъектов Российской Федерации, местных бюджетов, внебюджетных источников. Кроме того, финансирование мероприятий по улучшению условий и охраны труда может осуществляться за счет средств от штрафов, взыскиваемых за нарушение трудового законодательства, добровольных взносов организаций и физических лиц.
Государственная экспертиза условий труда-Государственная экспертиза условий труда осуществляется федеральным органом исполнительной власти, уполномоченным на проведение государственного надзора и контроля за соблюдением трудового законодательства и иных нормативных правовых актов, содержащих нормы трудового права, и органами исполнительной власти субъектов РФ в области охраны труда в порядке, установленном Правительством РФ.
Государственная экспертиза условий труда осуществляется в целях оценки:
– качества проведения аттестации рабочих мест по условиям труда;
– правильности предоставления работникам компенсаций за тяжелую работу, работу с вредными и (или) опасными условиями труда;– соответствия проектов строительства, реконструкции, технического переоснащения производственных объектов, производства и внедрения новой техники, внедрения новых технологий государственным нормативным требованиям охраны труда;– фактических условий труда работников, в том числе в период, непосредственно предшествовавший несчастному случаю на производстве.
Экспертиза осуществляется на основании определений судебных органов, обращений органов исполнительной власти, работодателей, объединений работодателей, работников, профсоюзов, их объединений, иных уполномоченных работниками представительных органов, органов Фонда социального страхования РФ.
Лица, осуществляющие государственную экспертизу условий труда, имеют право:– в порядке, установленном законом, беспрепятственно при наличии удостоверения установленного образца посещать для осуществления экспертизы любых работодателей;– запрашивать и безвозмездно получать необходимые для осуществления экспертизы документы и другие материалы;– проводить соответствующие наблюдения, измерения и расчеты с привлечением в случае необходимости исследовательских (измерительных) лабораторий, аккредитованных в порядке, установленном федеральными законами и иными нормативными актами РФ.
Лица, осуществляющие государственную экспертизу условий труда, обязаны:
– составлять по результатам экспертизы заключения о соответствии (несоответствии) условий труда государственным нормативным требованиям охраны труда и направлять указанные заключения в суд, органы исполнительной власти, работодателям, в объединения работодателей, работникам, в профсоюзы, их объединения, иные уполномоченные работниками представительные органы, органы Фонда социального страхования РФ;
– обеспечивать объективность и обоснованность выводов, изложенных в заключениях;
– обеспечивать сохранность документов и других материалов, полученных для осуществления экспертизы, и конфиденциальность содержащихся в них сведений.
ЗАКЛЮЧЕНИЕ
В соответствии с заданием в дипломном проекте были проведены следующие мероприятия:
1) проведен анализ процесса производства и определены основные контуры управления и диагностики АСУ;
2) разработана функциональная схема автоматической системы управления с учетом технологических требований;
3) проведен выбор датчиков, модулей ввода-вывода и исполнительных механизмов;
4) разработана принципиальная электрическая схема подключения датчиков и исполнительных механизмов к модулям ввода-вывода, отражающая связи блока управления с устройствами;
5) проведен экономический расчет и определена экономическая эффективность от использования данной системы управления;
6) разработаны мероприятия в области охраны труда и промышленной экологии, по улучшения условий труда операторов, обслуживающих с предлагаемой системой автоматического управления.
7) рассмотрена модернизация системы АСУ на техническом и экономическом уровне, что позволило нам сделать следующие выводы в:
Годовой экономический эффект по прибыли от реализации составил 277 305,48, процент снижения общей трудоемкости составил 28% Рентабельность продукции выросла на 7,2 а рентабельность продаж на 5,52 а срок окупаемости составил 4 года.
На основе проделанной работы, сделаны выводы, проведены расчеты, которые показали, что цели и задачи дипломного проекта достигнуты
Нормативно – правовые акты
1. ГОСТ 24.104-85 Единая система стандартов автоматизированных систем управления. Автоматизированные системы управления.
2. Федеральный закон 02.06.2016 N 164-ФЗ "О внесении изменения в статью 1 Федерального закона "О минимальном размере оплаты труда";
3. СТО 70238424.27.100.010-2011 Автоматизированные системы управления технологическими процессами (АСУТП) ТЭС.
Учебники и учебные пособия
4.Шишмарев В.Ю. «Автоматизация технологических процессов» [Текст] -М.: Издательский центр «Академия», 2018г. - 345 с.
5.Ермолаев, В.В. Монтаж, программирование и пусконаладка мехатронных систем [Текст]: учебник для СПО /В.В. Ермолаев.- М.: Академия, 2018.- 336 с.
6.Пантелеев, В.Н. Основы автоматизации производства [Текст]: учебник для СПО /В.Н. Пантелеев, В.М. Пронин.- 2-е изд., стер.- М.: Академия, 2018.-208 с.
7.Иванов, А.А. Автоматизация технологических процессов и производств [Текст]: Учебное пособие / А.А. Иванов. - М.: Форум, 2016. - 224 c.
8.Бородич С.А. Экономика: учебное пособие для студентов экономических специальностей [Текст].- М.: Новое знание.- 2016.- 403 с.
Дополнительные издания
9.Антипов С.Т., Кретов И.Т., Остриков А.Н., Панхилов В.А. Машины и автоматы производств [Текст].- М., 2016.- 841 с.
10.Червоный А.Л. Реле и элементы промышленной автоматики [Текст]. М.: Промышленная автоматика, 2019. - 298 с.
11.Клюев, А.С. Наладка средств автоматизации и автоматических систем регулирования [Текст]: Справочное пособие / А.С. Клюев, А.Т. Лебедев, С.А. Клюев. - М.: Альянс, 2016. - 368 c.
Интернет-ресурсы
12.Курс лекций по дисциплине «автоматизация производственных процессов [Электронный ресурс] // режим доступа http://www.studfiles.net/ (дата обращения: неограниченно)
13.Каталог продукции оборудования для автоматизации ОВЕН/ [Электронный ресурс] / режим доступа https://owen.ru/catalog (дата обращения: неограниченно)
Приложение А
Техническое задание
Приложение Б
Программируемые реле
ПР100 программируемое реле для локальных задач автоматизации стр.136
ПР200 программируемое реле с дисплеем стр.144
ПР-ИП485 интерфейсная плата для ПР200 стр.150
Датчики
Датчики общепромышленные стр.215 – 320
Коммутационные устройства
ПЧВ1/ПЧВ2 общепромышленные стр.336
ПЧВ4 линейка интеллектуальных преобразователей частоты стр.339
Аксессуары ПЧВ стр.342
БП30А, БП60А компактные блоки питания для шкафов автоматики стр.352
БП15, БП30, БП60 для промышленной автоматики стр.356
БСФ блок сетевых фильтров стр.369
Твердотельные реле. Модификации твердотельных реле. стр.372 –387
Содержание
| Введение
| 3
|
| Раздел 1. Технологический раздел
| 5
|
| 1.1 Описание технологического процесса как объекта автоматического управления
| 5
|
| 1.2 Основные параметры процесса
| 10
|
| 1.3 Устройство и принцип работы оборудования
| 13
|
| Раздел 2. Специальный раздел
| 18
|
| 2.1 Разработка структурной и функциональной схем автоматического управления
| 18
|
| 2.2 Разработка алгоритма и контуров автоматического управления
| 21
|
| 2.3 Расчет основных параметров надежности АСУ
| 25
|
| 2.4 Выбор и обоснование элементов АСУ
| 27
|
| 2.5 Эксплуатация систем автоматического управления
| 36
|
| 2.6 Обслуживание автоматической системы управления
| 38
|
| 3 Экономический раздел
| 43
|
| 3.1Определение материальных затрат на разрабатываемое оборудования
| 43
|
| 3.2 Определение трудоемкости приведенного объема по видам работ
| 45
|
| 3.3Расчет заработной платы производственных рабочих
| 48
|
| 3.4 Определение калькуляции себестоимости изделия
| 50
|
| 3.5 Расчет экономической эффективности модернизации оборудования
| 52
|
| 3.6 Расчет показателей экономической эффективности оборудования
| 56
|
| 4 Охрана труда
| 62
|
| 4.1 Требования по технике безопасности на производстве.
| 62
|
| 4.2 Мероприятия по охране окружающей среды, проводимые на производстве
| 69
|
| Заключение
| 74
|
| Список использованных источников
| 75
|
| Приложение А Техническое задание
| 77
|
| Приложение Б Каталогизированные данные оборудования для автоматизации
| 78
|
|
| | |
ВВЕДЕНИЕ
Автоматизация одно из направлений научно-технического прогресса, применение саморегулирующих технических средств, экономико-математических методов и систем управления, освобождающих человека от участия в процессах получения, преобразования, передачи и использования энергии, материалов или информации, существенно уменьшающих степень этого участия или трудоёмкость выполняемых операций.
Автоматизация производства позволяет осуществлять технологические процессы без непосредственного участия обслуживающего персонала. Первоначально осуществлялась лишь частичная автоматизация отдельных операций. После создания автоматизированной системы на данном объекте роль обслуживающего персонала ограничивается общим наблюдением за работой оборудования, настройкой и наладкой аппаратуры.
Актуальность данной работы обусловлена тем, что автоматизация системы управления температурным режимом печи приведет к повышению скорости работы объекта и, как следствие, к снижению потенциального риска аварий.
Целью дипломного проекта является модернизация автоматизированной системы управления температурным режимом печи.
Для достижения поставленной цели необходимо решить ряд задач:
- рассмотреть технологический процесс и выделить основные параметры процесса;
- рассмотреть устройство и принцип работы оборудования;
- рассчитать основные параметры АСУ;
- выбрать и обосновать АСУ и рассмотреть обслуживание АСУ;
- провести расчеты для экономического обоснования расчетов;
- рассмотреть охрану труда для данной АСУ.
Текст дипломного проекта изложен на 85 страницах и содержит 18 рисунков, 17 таблиц, 58 формул.
Графическая часть дипломного проекта состоит из:
- технологическая схема (ППК.150000.182);
- чертеж общего вида оборудования АСУ (ППК.100000.182.ВО);
- функциональная схема автоматического управления (ППК.140000.182);
- схема алгоритма автоматического управления (ППК.800000.182.Д2);
- электрическая принципиальная схема АСУ (ППК.190000.182.Э).
При написании дипломного проекта использовался большой объем источников информации: учебники, справочная литература, нормативные документы, периодические и монографические издания специалистов, рассматривающих различные вопросы в области автоматизации технологических процессов и производств, а так же национальные и межгосударственные ГОСТы.
Технологический раздел
Описание технологического процесса как объекта автоматического управления
Отжиг — это один из методов термической обработки металла и стали. В его основе лежит нагрев до очень высокой температуры. То есть металл нагревается до нужной температуры в зависимости от цели и метода, выдерживается в таком состоянии на какое-то время, а затем постепенно охлаждается.
Отжиг может проводиться в самых разнообразных случаях. Для примера можно рассмотреть основные виды. Обычно они проводится в следующих целях:
- для уменьшения внутренней напряженности металла, который может возникнуть в результате ковки, иного воздействия на него, или обработки;
- для повышения механических свойств и прочности металла;
- для придания однородности его структуре;
- чтобы улучшить пластичность, что очень важно во время обработки;
- для повышения уровня сопротивляемости и ударной вязкости и др.
В зависимости от цели и предназначения отжиг может иметь следующие разновидности:
- полный и неполный;
- рекристаллизационный;
- диффузионный;
- изотермический;
- сфероидизация;
- нормализация и др.
Более подробно рассмотрим некоторые из них.
Полный отжиг проводится в целях измельчения зерна и улучшения качества обработки с использованием режущего инструмента, а также для устранения внутренней напряженности. Ему подвергаются изделия, изготовленные из доэвтектоидного сплава или стали, в составе которой содержится карбон в количестве, не превышающем 0,8%. К таким изделиям относятся кованые и литые детали.
Что касается технологии: изделие подвергается нагреву, который достигает критической точки, равной примерно 20−50 градусов, имеющий условное обозначение А3. Затем выдерживают в этом состоянии столько, сколько необходимо, и медленно охлаждают (рисунок 1). Температура нагрева определяется в зависимости от типа стали по диаграмме состояния. Для каждого типа стали существуют определенные значения температур, при которых достигается необходимая степень нагрева. Эти значения можно найти в справочных таблицах.

Рисунок 1- Технический процесс полного отжига
1 – наследственно мелкозернистая сталь; 2 – на






