Глава 2. Физико-химические процессы при воздействии плазменной струи (дуги)
При воздействии плазменной струи (дуги) на поверхности обрабатываемого материала протекают различные физико-химические процессы. Характер их протекания определяется температурой, скоростью и временем нагрева, скоростью охлаждения плазмотрона, свойств обрабатываемого материала и т.д.
В основе плазменного поверхностного упрочнения металлов лежит способность плазменной струи (дуги) создавать на небольшом участке поверхности высокие плотности теплового потока, достаточные для нагрева, плавления или испарения практически любого металла. Основной физической характеристикой плазменного упрочнения является температурное поле, значение которого дает возможность оценить температуру в разных точках зоны термического воздействия (в разные моменты времени), скорость нагрева и охлаждения, а в конечном итоге структурное состояние и фазовый состав поверхностного слоя материала.
Незначительно сжатая электрическая дуга; 3- сжатая электрическая дуга
Исследования, проведенные Новокрещеновым М.М., Рыбаковым Ю.В., Бадьяновым Б.Н., Давыдовым В.А. показали, что на коэффициент сосредоточенности аргоновой плазменной дуги оказывают влияние добавки WF6, SF6, SiCl4, CCl4 и других газов. Так небольшая добавка (0,02-0,5 %) ВР3 к аргону при одинаковых начальных условиях увеличивает эффективный КПД нагрева в среднем на 10-15 %, табл.2.2.
Экспериментальные и расчетные значения глубины упрочнения
от hmax входных параметров
| №
| υ, м/c
| g, кВт/м2
| а, см2/с
| hэксп, МПа
| hрас, МПа
|
| 1
| 2
| 3
| 4
| 5
| 6
|
| 1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
| 0,5
0,5
0,5
0,5
0,5
1,5
1,5
1,5
1,5
2,5
2,5
2,5
2,5
2,5
| 10
15
20
25
30
10
15
20
25
10
15
20
25
30
| 0,1
0,15
0,12
0,06
0,08
0,15
0,08
0,06
0,1
0,06
0,1
0,08
0,12
0,15
| 600
890
920
930
1250
310
250
130
410
45
120
140
330
500
| 623
831
882
945
1167
335
162
173
390
53
196
150
343
529
|
Построение математических моделей плазменного поверхностного упрочнения, отражающих кинетику процесса, основано на решении не линейных краевых задач теории теплопроводности. Корректное описание теплофизических процессов взаимодействия плазменной струи (дуги) с поверхностью обрабатываемого материала, возможно лишь с учетом необратимых процессов, сопровождающих поверхностную закалку детали, полиморфных превращений, окислительных реакций на
поверхности, энергетических потерь на плавление и испарение материала, изменение теплофизических свойств материала при нагреве и охлаждении. В качестве основы такой модели можно использовать «задачу Стефана» со свободной границей σ, являющейся фронтом мартенситного образования. Математическая постановка такой задачи сводится к определению температурных полей в поверхностном слое детали и к расчету границ раздела при полиморфных превращениях. Аналитическое решение возможно только при ряде упрощений. В работе [24] представлена математическая модель плазменного поверхностного упрочнения азотирования из газовой фазы.
Нагрев.
Нагрев поверхности металла со скоростью порядка 103 -105 º С /с считается одной из наиболее важных особенностей плазменного упрочнения. Степень нагрева и размер нагреваемого объема материала зависит от интенсивности теплового ис= точника ^ и времени его воздействия t. Чем выше концентрация энергии источника, тем меньше размер нагреваемого объема и больше скорость его нагрева d Т/ dt.
При медленном нагреве со скоростью υ имеющиеся в металле внутреннее напряжение релаксируют в следствии процесса полигонизации. С увеличением скорости нагрева υ1 >υ в следствие инерционности процессов и перераспределении дислокационной структуры, полигонизация не успевает произойти и уменьшение внутренних напряжений осуществляется путем рекристаллизации что вызывает измельчание ферритных зерен. Это в дальнейшем (при α → γ превращении) приводит к образованию мелкозернистой структуры аустенита, которая после охлаждения дает мелкодисперсный мартенсит [1.15].
В работах по термической обработке ТВЧ [17-20] показано, что при определенном увеличении скорости нагрева рекристаллизационные процессы не успевают произойти и изменение зерна не наблюдается. Поэтому, для исходной ферритно-цементитной структуры рекомендуются оптимальные скорости нагрева в диапазоне υ 1< υ опт< υ 2. Характерные значения для стали υ 1=200..... 600° С\с и υ 2 = 104-106 С\с [1,9,15,16,20].
При использовании плазменного нагрева в поверхностном слое образуется более высокодисперсный мартенсит по сравнению с нагревом ТВЧ, хотя средние скорости нагрева для обоих методов одинаковы. При нагреве ТВЧ сплавов железа существенное влияние на кинетику нагрева оказывает превращение феррита. При достижении точки Кюри переход в парамагнитное состояние приводит к резкому замедлению темпа нагрева. Плазменный нагрев позволяет поддерживать очень высокий темп роста температуры, вплоть до стадии интенсивногоα → γ превращения. Поэтому, при плазменном нагреве эффективные значения скорости нагрева выше, чем при нагреве ТВЧ. Сравнение эффективных значений скорости нагрева при плазменном, лазерном и электронно-лучевом упрочнении показывает, что в двух последних случаях температурный интервал аустенитного превращения сдвинут в область более высоких температур, по сравнению с плазменным. Это объясняется тем, что при лазерном и электронно-лучевом упрочнении обеспечивается наибольшая плотность потока энергии на поверхности, а, следовательно, и более высокие скорости нагрева. Исползование высоких скоростей приводит к наследованию дефектов исходной структуры. Показано [21], что повышение твердости связано с дроблением блоков мозаики и значительным увеличением плотности дефектов кристаллической решетки, превышающим величины для случаев традиционной закалки. Положительное влияние на результат плазменного упрочнения оказывают термоупругие напряжения, которые с одной стороны увеличивают плотность дефектов, с другой - способствуют развитию рекристаллизационных процессов измельчения зерна.
α → γ превращения при плазменном упрочнении.
При изменении фазового состояния возможны два типа превращения: диффузионное и без диффузионное. Принято считать, что при медленном нагреве железоуглеродистых сплавов α → γ превращение происходит по диффузионному механизму. В работе [20] показано, что смена диффузионного механизма при α → γ превращении на бездиффузионный происходит при скорости нагрева 70 000-80 000° С\с.
Табл.2.5.
Параметры тонкой кристаллической структуры сталей после упрочнения азотной плазменной струей [21]
| Сталь
| Вид обработки
| Размер блоков * 10 -7, м
| Микроискажения Δа/α * 102
| Плотность дефектов
* 1010, см-2
|
|
ЗОХГСА
| Исходное состояние
Плазменное упрочнение + отпуск
(200º С)
Объемная закалка
+ отпуск (200º С)
| 2,1
0,086
0,34
| 0,168
0,3
0,437
| 0,47
4,01
1,12
|
Анализ результатов исследования [1, 10, 15. 17-22] по скоростному нагреву сталей с помощью различных источников тепла позволяет сделать вывод возможного существования обоих механизмов α → γ превращения. При нагреве сталей с исходной перлитной структурой (скорость нагрева υ≤500° С\с) преобладающим механизмом аустенизации является диффузионный. Нагрев со скоростью выше 1000º С/с вызывает образование устойчивого и неустойчивого аустенита в силу действия одновременно двух различных процессов - диффузионного и бездиффузионного. При этом, та часть аустенита, которая образовалась по бездиффузионному механизму не может быть устойчивой в межкритическоминтервале температур, т.к. температура малоуглеродистого аустенита ниже равновесной. Неустойчивость аустенита в межкритическом интервале температур свидетельствует о том, что углерода в нем меньше, чем этого требуется при диффузионном механизме превращения [17], при котором углерода всегда достаточно для создания устойчивого аустенита.
С увеличением скорости нагрева количество мест для зарождения центров новой фазы быстро исчерпывается, а рост имеющихся центров (зависящий от диффузионных процессов) не обеспечивает достаточную скорость протекания α → γ превращения, что приводит к доминированию бездиффузионного механизмааустенизации. При превышении некоторой величины скорости нагрева V кр диффузионный механизма полностью вытесняется бездиффузионным [20]. По мнению [1,17- 20], увеличение роли бездиффузионного механизма с ростом скорости нагрева соответствует следующая особенность процесса аустенизации стали с исходной ферритно-цементитной структурой:
- в доэвтиктоидных сталях возможна ситуация, когда приV<Vкр перлит превращается в аустенит диффузионным механизмом, а свободный феррит – бездиффузионным. При этом аустенит, образующийся из перлитной колонии, имеет концентрацию углерода, близкую к 0,8 %, а приращение свободного феррита приводит к образованию малоуглеродистого аустенита. Поэтому количество углерода в аустените и степень его неоднородности можно регулировать скоростью нагрева.
Скорости нагрева V ≈ 106 ºС\с, по мнению [1,15,19,20],являются предельными, так как интервал α → γ превращений достигает температуру плавления. Бездиффузионный механизм α → γ превращения наблюдается и в случае с исходной мартенситной структурой. При нагреве со скоростьюV ≈ Vкр распада мартенсита не происходит, иα → γ превращение имеет характер обратного мартенситного превращения. По мнению [1,19,20], температура превращения зависит от состава сплава и может быть как выше, так и ниже равновесной температуры. Образовавшийся аустенит при обратном мартенситном превращение наследует от мартенсита дефектную структуру, что при последующей закалке приводит к повышению плотности дислокации и повышению твердости.
Особенностиα → γ превращения легированных сталей связаны с замедлением в этих сталях диффузионных процессов, уменьшения температурного интервала γ - фазы и с понижением температуры мартенситного превращения аустенита. При нагреве легированных сталей роль бездиффузионного механизма α → γ превращения возрастает.
Однако уменьшение температурного интервала γ – фазы в условиях быстрого нагрева характеризуется большей вероятностью оплавления поверхности.
При оплавлении, карбиды, входящие в состав легированных сталей, растворяются и образовавшийся аустенит насыщается легирующими элементами, и при последующем охлаждении не претерпевает фазового превращения.
Гомогенизация
При традиционных методах упрочнения (использующих медленный нагрев) применяют изотермическую выдержку при достижении максимальной температуры закалки.
В результате такой выдержки происходит α → γ - превращение феррита, растворение карбидов с последующим распределением углерода и легирующих элементов [17].
Образующийся аустенит имеет постоянную по всему объему концентрацию атомов. Изменяя время выдержки можно в определенных пределах управлять степенью гомогенизации аустенита. При плазменном упрочнении аустенизация стали протекает в неизотермических условиях, поэтому процессы гомогенизации ограничены незначительным промежутком времени пребывания металла в аустенитном состоянии
Отсутствие выдержки при максимальной температуре нагрева приводит к неравномерному распределению углерода и других элементов в зерне аустенита.
Для сплавов с исходной ферритно-цементитной структурой вне зависимости от механизма α → γ - превращения, по мнению [15-22], частичное протекание процессов гомогенизации (для скоростных нагревов) является необходимым условием повышения твердости.
Согласно [17-19, 22] для диффузионного механизма образовании зародышей аустенита, общая скорость превращения зависит от диффузии углерода.
При α → γ - превращении по бездиффузионному механизму образования аустенита(без определенного насыщения его углеродом) возможно и он при быстром охлаждении возвращается к исходной ферритно-цементитной структуре (т.е. пересынщенного твердого раствора в железе не образуется) [28].
Поэтому, при описании фазовых переходов при плазменном упрочнении, важной задачей является установление количественной оценки диффузии углерода при неизотермических условиях.
При скоростном нагреве железоуглеродистых сплавов с мартенситной структурой происходит обратное мартенситное превращение без заметного распределения углерода [17-20].
По мнению [22], в этом случае необходимо оценить предельную скорость нагрева (для анализа диффузионных процессов), ниже которой происходит отпуск мартенсита.
Кроме того, необходима точная оценка критической скорости охлаждения аустенита для осуществления процессов закалки.
Влияние скорости нагрева на величину зерна аустенита
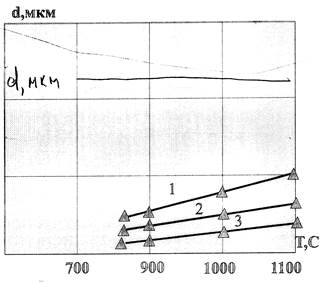
Принято считать, что размер зерна обратно пропорционален скорости нагрева после печной закалки аустенитное зерно имеет примерно 7-9 баллов после закалки ТВЧ (скорость нагрева 100-1000 ° С\с) зерно имеет балл 11-13. На рис. 2.4. показано изменение величины зерна с увеличениемскорости нагрева до температуры Тзак для стали 45при плазменном упрочнении.
При скоростинагрева
выше 500° С\с незначительный
рост зерна наблюдается только в случае превышения температуры нагрева над температурой, принятой при обычной печной закал ке. Нагрев со скоростью свыше 1000^ °С\с приводит к смещению процесса образования аустенита в область высоких температур, и, как следствие этого, уменьшается концентрация углерода, необходимая для устойчивости зародыша. Скорость зарождения при этом резко увеличивается, что ограничивает
рост зерен. Используя сверхбыстрый нагрев(плазменнойструей(дугой), можно Рис. 2.4. Влияние температуры и скорости регулировать величину зерна аустенита к нагрева на размер зерна аустенита d моменту начала стадии охлаждения. в стали 45.
1-500º С/с; 2-1000º С/с; 3-5000º С/с
Влияние скорости нагрева на ускорение диффузионных процессов насыщения
Почти во всех случаях применения скоростного нагрева (лазерного, электронно-лучевого, плазменного и т.д.) отмечается ускорение процессов насыщения поверхностных слоев легирующими элементами [1,9.15,19,21, 23-26].
Однако, причины ускорения процессов химико-термической обработки (ХТО) металлов не раскрываются.
Ускорение диффузионных явлений при плазменной ХТО обусловлено особенностью фазовых превращений в железоуглеродистых сплавах при скоростном нагреве. Если при медленном нагреве аустенит образуется только в результате диффузионных процессов, то при плазменном нагреве возможно образование аустенита по бездиффузионному механизму. В доэвтектоидных сталях бездиффузионный процесс протекает на неоднородностях в ферритнойфазе - по границам зерен и блоков. Смещение фазовых превращений в область высоких температур оказывает существенное влияние на размер зерен аустенита, в момент окончания фазовых переходов. Уменьшение объема зерен и увеличение их числа приводит к возрастанию общей протяженности границ. Известно [27], что интенсивность диффузии вдоль границ и внутри зерен существенно различается. Скорость пограничной диффузии в 5-7 раз превосходит скорость диффузии по зерну [27]. Следовательно, в более мелкозернистом аустените, образующимся при плазменном нагреве и обладающим большей протяженностью границ, насыщение происходит значительно быстрее, чем в крупнозернистом аустените, образующимся при печном нагреве.
Высокая диффузионная активность мелкозернистого и мелкоблочного аустенита, образующегося при плазменном нагреве, усиливается наличием многочисленных источников вакансии, благоприятной дислокационной структурой и повышенной плотностью дислокации [14]. Это связано с тем, что границы зерен являются основными источниками вакансий в металлах с плотноупакованной решеткой, а измельчение зерна приводит к увеличению концентрации вакансий [27]. Несовершенства структуры границ (дислокации, избыточная концентрация вакансии) является, по мнению [ 14, 18, 27,28], источником избыточной энергии, что облегчает перенос диффундирующих атомов.
Наряду с особенностями превращений в железоуглеродистых сплавах при плазменном нагреве на интенсификацию процессов ХТО оказывает сильное влияние сам источник нагрева - плазменная струя (дуга). При плазменном нагреве (струей или дугой) азот, углерод, водород поглощаются металлом в количестве,превышающем их растворимость при тех ж температурах и давлениях, но в отсутствии плазменного нагрева [28, 29]. Высокая температура плазменной струи (дуги), где газ частично диссоциирован и ионизирован, вызывает отставание релаксационных процессов от скорости снижения температуры газа у поверхности металла.
Следствием этого является взаимодействие с металлом газа (плазмы) в неравновесном, относительно его температуры состоянием. Сверхравновесное поглощение газа в некоторых случаях приводит к значительному перенасыщению металла газом и к стремлению выделиться из него, что приводит к пористости на поверхности металла [24].
Важной особенностью плазменного нагрева является, также неоднородность температурного поля нагрева, свойственная всем процессам, использующим концентрированные источники нагрева. Отсюда усиление термодиффузионных процессов на границе металл-активная среда. Кроме того, использование плазменной дуги позволяет ускорить диффузионные процессы за счет электронного тока (электротермический эффект).
Таким образом, причины интенсификации процессов насыщения легирующими элементами при плазменном нагреве заключаются в следующем:
- при плазменном нагреве образуется мелкозернистый и мелкоблочный аустенит (в который диффундирует тот или иной элемент), содержащий в себе большее количество дефектов структуры (границы зерен блоков, дислокации и т.д.), что значительно облегчает процесс диффузии на границе раздела металл-активная среда;
- использование плазменной струи (дуги) позволяет создать лучшие условия для протекания поверхностных реакций, заключающихся в сверхравновесномпоглощениигаза ивысокойактивностинасыщающейсреды (газовая, твердая, жидкая фаза);
- резко сокращается время нагрева поверхности металла до температуры насыщения (доли секунд).
Охлаждение
При охлаждении аустенитной структуры возможно два типа γ→α -превращения: диффузионное и бездиффузионное. Прискорости охлаждения W‹W1 реализуется первый тип, а при W>W2 только второй тип. (Характерные значения для доэвтектоидной стали W1 ≈50° С\с, эвтектоидных W ≈100º С\с.
Для получения мартенсита в железоуглеродистых сплавах необходимо обеспечить скорость охлаждения выше критической, которая для большинства сталей составляет 50-200 ° С\с [1. При плазменном упрочнении скорость охлаждения значительно превышает критическую и составляет 102-105 ° С\с [9]. Таким образом, распад аустенита происходит по бездиффузионному механизму с образованием мартенсита. Как уже отмечалось, при плазменном нагреве образуется неоднородный аустенит, и, как следствие этого, при охлаждении объемы с разной концентрацией углерода будут закаливаться по-разному. Диапазон температур, в которых происходит мартенситное превращение, существенно увеличивается. Превращение малоуглеродистого аустенита происходит при температуре 350-420° С с образованием мелкоигольчатого мартенсита [15, 19, 22]. С ростом концентрации углерода температура мартенситного превращения снижается до 100° С с образованием пластинчатого мартенсита. Для охлаждения неоднородного аустенита требуются большие скорости охлаждения [19, 20, 22], по сравнению с однородным аустенитом. Это связано с тем, что повышение градиента концентрации углерода приводит к ускорению диффузии и облегчению распада аустенита.
Однако, по мнению [9- 13], существуют оптимальные скорости охлаждения аустенита (102- 103 °С\с), которые при плазменном упрочнении увеличиваются, по сравнению с закалкой традиционными методами. При слишком больших скоростях охлаждения, свыше 105 ºС\с, повышается доля остаточного аустенита и возрастает вероятность образования трещин.
Таким образом, основными физическими особенностями плазменного поверхностного упрочнения являются: увеличение температурных интервалов α→ γ и γ→α - превращений, доминирование бездиффузионных механизмов фазовых переходов, наследование дефектов и карбидной фазы исходной структуры,влияние состояния исходной структуры; влияние термоупругих1 и остаточных напряжений.
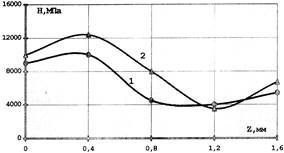
Рис.2.6. Схема распределения остаточных напряжений по глубине
Рис. 2.7. Распределение остаточных напряжений на стали 45 при различной глубине
закаленного слоя (плазменная закалка): 1 - 0,5 мм; 2 – 1,0 мм; 3 2 мм.
Эпюры остаточных напряжений на поверхности сталей показывают сильную неравномерность, рис.2.8. В центре упрочненной зоны (у=0) при мощности плазменной струи 1,5 кВт имеются незначительные напряжения растяжения. С увеличением мощности плазменной струи до 2,5 кВт, характер распределения и знак остаточных напряжений в центре упрочненной зоны (у— 0) изменяется. Это связано с тем, что с увеличением мощности плазменной струи, металл в зоне обработки нагревается до температуры выше фазовых превращений, на стадии охлаждения образуется мартенсит. Подобный характер изменений остаточных напряжений в зависимости от мощности получен при упрочнении плазменной струей на стали 45, рис. 2.9.
На углеродистых сталях максимальные напряжения сжатия зафиксированы при упрочнении с оплавлением поверхностно Однако, дальнейшее увеличение мощности приводит к снижению напряжения сжатия в центре упрочненной зоны, что связано с увеличением объема жидкой ванны и, как следствие этого, уменьшение скорости охлаждения. Увеличение мощности плазменной струи (дуги) приводит к существенному изменению тепловых процессов, фазовых и структурных превращений при упрочнении, вследствие чего изменяются не только остаточные напряжения в центре упрочненной зоны, но и характер их распределения поперек зоны в направлении оси y. На рис. 2.10. показано распределение на поверхности стали У10, 9ХМФ в зависимости от мощности.

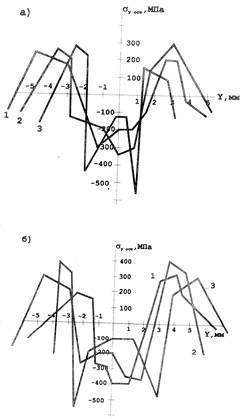
Рис. 2.10. Распределение остаточных напряжений на поверхности
сталей У10 (а) и 9ХФМ (б) при различной мощности
плазменной струи. 1.Р = 2.5 кВт; 2. Р = 3,5 кВт; 3. Р = 5,5 кВт /оплавление/
В работах [1,16, 32, 35] отмечалось, что значительное влияние на распределение остаточных напряжений при поверхностном упрочнении оказывает скорость обработки.
На рис. 2.11. доказано влияние скорости обработки сталей 20, 45, 40Х, 9ХМФ.
При небольших скоростях обработки в центре упрочненной зоны (с оплавлением) сталях 20, 45,40Х формируются растягивающие напряжения, а краям зоны оплавления - напряжения сжатия.
С увеличением скорости обработки напряжения в центре зоны переходят израстягивающих в сжимающие.
На стали 9ХМФ с увеличением скорости обработки напряжения сжатиявцентре, зоны
(у – 0) переходят в растягивающиеся.
Рис.2.11. Изменение остаточных напряжений в
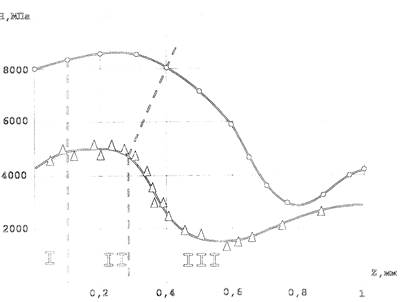
Рис. 2.17. Общий характер микротвердости по глубине /а/ и ширине /в/ зоны
термического воздействия ЗТВ при обработке без оплавления Z зз – глубина закаленного слоя;
Марка стали
Микротвердость Н, МПа
| | Зона закалки из жидкой фазы
| Зона закалки из твердой фазы
|
| 10
35
4510
40Х
30ХГСА
У8
| 4000-4400
5000-5700
7000-8000
8500-9000
6200-7900
8800-9000
| 5800-6500
7100-7500
7800-8600
9600-10500
7100-8200
10200-11200
|
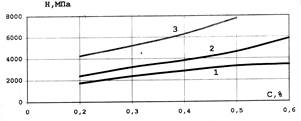
Рис. 2.18. Микротвердость доэвтектоидных сталей после
обычной иплазменной закалки.
1- исходная без закалки; 2-обычная закалка; 3 - плазменная закалка
При увеличении содержания углерода до 0,6° - 0,7 % в среднеуглеродистых сталях твердость мартенситной
структуры резко возрасает. Так в стали20микротвердостьмар-
тенсита составляет 6000 Мпа, а в
стали 45 - 8000 Мпа. Объясняется это тем, что твердость мартенсита растет с повышением содержанияуглерода и увеличением степени тетрагональности кристаллической решетки. При
закалке с оплавлением стали 45 в
зоне оплавления образуется мел-
кодисперсный реечный мартенсит
Зона закалки без оплавления состоит из верхней областис однородной структурой и нижней области с неоднородной структурой (мертенситотростит +мартенсит + троститная сетка).+ троститная сетка). В переходной зоне образуется троститоферритная структура, переходящая на границе с исходной структурой в ферритную. Микротвердость по глубине упрочненного слоя показана на рис.2.19.
При плазменном упрочнении без оплавления поверхности среднеуглеродистых сталей область более однородного мартенсита отсутствует и троститферритная сетка вокруг мартенсита может доходить до поверхности, что приводит к снижению твердости. Это связанно с частичной гомогенизацией аустенита.
Инструментальные стали /эвтектоидные, заэвтектоидные/
По химическому составу инструментальная сталь разделяется на углеродистую, легированную и высоколегированную /быстрорежущую/. В особую группу можно выделить штамповые и валковые инструментальные стали.
Плазменному поверхностному
упрочнению подвергались
инструментальные углеродистые
сталиУ7, У8, У10, У12 с оплавлением и безоплавления
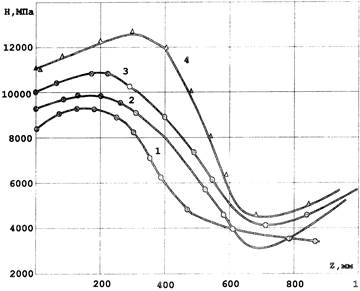
Рис. 2.20. Распределение микротвердости по глубине упрочнения
поверхностности. При закалке с оплавлением поверхности в зонезакалки из жидкой фазы, кроме мелкодисперсного мартенситазафиксировано большее количество остаточного аустенита /в стали У8 достигает 35%, в стали У12 – 50%.
В тоже время микротвердость Инструментальных сталей после плазменной закалки очень высокая, рис. 2.20.
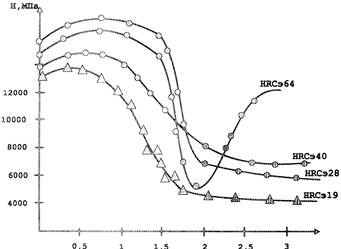
В зоне закалки из твердой фазы закаленный слой имеет ярко выраженную неоднородность. Ближе к обрабатываемой поверхности твердый раствор насыщен углеродом, что способствует образованию повышенного количества аустенита. В нижней границе слоя остаточного Рис.2.21. Распределение микротвердости по глубине упрочненного слоя стали У10 после плазменного упрочнения с различным исходным состоянием.
аустенита значительно меньше, вследствие чего достигается максимальная твердость. Кроме того, в нижней границе слоя наблюдается большее количество нерастворенных карбидов.
Большое значение для получения высокой твердости оказывает исходное состояние стали. Так, в стали У8, У10 (предварительно объемно закаленной) становится возможным бездиффузионное обратное мартенситное превращение с наследованием аустенитной дефектной структуры мартенсита при полном торможении в процессе плазменного нагрева эффектов разупрочнения и рекристаллизации, рис. 2.21.
При упрочнении, без оплавления предварительно закаленной стали (У 10) с исходной структурой мартенсита в зоне нагрева появляется третий слой - слой отпуска (высокодисперсная структура тростита). Микротвердость слоя отпуска со структурой тростита составляет 4000-4300 Мпа. Формирование зоны отпуска на границе закаленного слоя с исходной структурой может играть роль «мягкой» прослойки, способной тормозить развитие трещин, распространяющихся от поверхности.
Способ обработки
Структура
|
Фазовые составляющие
| |
Твердый раствор
|
Карбиды
|
| Кол-во фаз,%
|
Состав по массе, %
|
Тип карбида и кол-во %
|
Суммарный состав по массе, %
|
|
α
|
γ
|
C
|
W
|
Mo
|
V
|
Cr
|
Co
|
Fe
|
C
|
W
|
Mo
|
V
|
Cr
|
Co
|
Fe
|
|
Р6М5*
Р6М5**
|
Плазменная
закалка
| Мартенсит + остаточный аустенит + карбид
|
64. 1
|
26.8
|
0.4
|
3.35
|
3.1
|
1.1
|
4.2
|
-
|
87.85
|
МС-1,1,
М6С-8,0
|
4.0
|
31.5
|
22.5
|
7.3
|
3.4
|
-
|
31.3
|
|
Плазменная
закалка + отпуск при 570º С
|
86.2
|
-
|
0.2
|
2.4
|
1.6
|
0.6
|
4.2
|
-
|
91.0
|
МС-2,6,
М6С-7,
М2С-3,1
М27С-1,1
М23С6,
М7С3,
М3С
|
6.1
|
26.3
|
30.5
|
9.1
|
6.5
|
-
|
21.5
|
| Р9М4К8*
|
Плазменная
закалка
|
62.0
|
29.0
|
0.6
|
5.0
|
3.0
|
1.7
|
3.7
|
8.9
|
77.1
|
МС-1,8,
М6С-7,2
интериметаллид
|
4.4
|
4.03
|
19.5
|
8.1
|
3.3
|
2.2
|
22.2
|
| Р9М4К8**
|
Плазменная
закалка + отпуск при 580º С
|
86.2
|
-
|
0.2
|
3.2
|
1.8
|
1.2
|
2.9
|
9.2
|
81.5
|
МС-3,8,
М2С-3,6
М6С-7,4
М27С6,
М7С3,
|
5.8
|
39.4
|
20.6
|
8.0
|
8.0
|
2.4
|
15.8
|
| * Мартенсит + аустенит (твердый раствор)
**Отпущенный мартенсит (твердый раствор), остаточный аустенит в пределах ошибки измерения
|
При упрочнении без оплавления поверхности, структура закаленного слоя состоит из мелкоиголъчатого мартенсита + остаточного аустенита + карбиды. Твердость стали (9500-12300 МПа) превосходит твердость после обычной термообработки, рис.2.23.
Для быстроорежущих сталей также возможно использовать обработку холодом после плазменного упрочнения, что повышает твердость упрочненной зоны на стали Р6М5 с 10000 до 12000 Мпа, на стали Р18 до 11500 Мпа, Р9М4К8Ф до 13800 Мпа.
Для повышения твердости закаленной быстрорежущей стали после плазменного упрочнения можно использовать отпуск, что благоприятно изменяет структуру и фазовый состав стали, табл. 2.9.
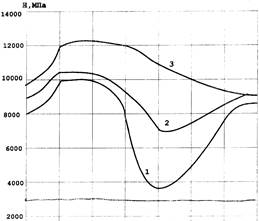
Рис. 2.23. Микротвердость стали Р18(1), Р6М5 (2) и Р9М4К8Ф (3) после плазменного упрочнения без плавления
При упрочнении быстрорежущих сталей наиболее эффективно упрочнение без оплавления поверхностности. Оптимальные значения плазменного упрочнения необходимо подбирать для каждого инструмента из той же стали. Кроме того, повышение твердости предварительно закаленной стали очень сильно зависит от длительности плазменного нагрева (зависимость для быстрорежущих сталей НV=f(t)) имеет экстремум), т.к. длительность нагрева определяет скорость фазовых и структурных превращений в упрочненном слое.
Печная закалка
Плазменная закалка
| | без оплавления
| с оплавлением
|
| 20Х13
30Х13
40Х13
95Х18
25Х13Н2
| 4800-5600
5000-5800
6000-6800
7800-8900
6900-7400
| 5500-6000
6200-7500
8800-9400
9000-10500
9500-11000
| 8900-9500
9000-10500
9500-11000
10000-11500
11200-12500
|
При плазменном упрочнении без оплавления максимальная твердость по глубине также находится на некотором расстоянии от поверхностности. В поверхностном слое фиксируется небольшое количество (5-10 %) остаточного аустенита.
Обработка рессорно-пружинных сталей 65Г,80С2, 50ХФА с оплавлением и без оплавления поверхности не отличается от обработки углеродистых и легированных сталей, рис. 2.25.
Структура упрочненной зоны представляет собой высоко - дисперсный мартенсит + остаточный аустенит + карбиды.
Рис. 2.25. Распределение микротвердости по глубине
упрочненного слоя на стали 65Г при плазменном
упрочнении без оплавления (1) и с оплавлением (2).
Углеродистые литейные стали отличаются от деформируемой стали меньшей пластичностью и ударной вязкостью. По другим физико-химическим свойствам различий практически нет. Плазменное упрочнение проводилось как с оплавлением, так и без оплавления поверхностности. Микротвердость упрочненного слоя находится примерно на одинаковом уровне с деформируемыми углеродистыми сталями, табл. 2.12. При плазменном упрочнении этих сталей желательно проводить предварительную общую печную термообработку (нормализацию, закалку, высокий отпуск).
Табл.2.13
Микротвердость упрочненного слоя на углеродистых литейных сталях после плазменного упрочнения
|
Сталь
| Микротвердость Н, Мпа
|
| Исходная структура
| После печной термообработки
| После плазменного упрочнения
|
| 15Л
20Л
25Л
35Л
45Л
35ГЛ
30ГСЛ
45ФЛ
30ХГСФЛ
| 1600-1800
1600-1800
1600-1900
2000
2100-2200
-
-
-
-
| 3900-4500
4000-4500
4100-4700
5100-5900
5000-6000
5100-5500
5500-6000
5900-6500
6100-6500
| 5000-6700*
5000-6700*
5200-6900*
6500-6800
7500-8200
6500-7300
7200-7800
8900-9500*
7500-8100
|
* Режим обработки с оплавлением поверхности
Твердые сплавы
Твердые сплавы не относятся к числу железоуглеродистых сплавов, однако они широко используются в инструментальном производстве. Сведений об упрочнении твердых сплавов при помощи плазменного нагрева в литературе (см. статью Самотугина С.С. в журнале 1997 №4, с45,-51)очень мало. Имеются данные по упрочнению твердых сплавов при помощи лазера [1, 15, 47-50]. Лазерное упрочнение твердых сплавов ВЗК (стеллит), ВК8, ВК6М, В15 повышает твердость
сплавов в зоне упрочнения на 30-50 %, глубина упрочнения составляет 100-150 мкм (разупрочненные области отсутствуют). Повышение твердости твердых сплавов по мнению [1,15, 47-50] связано со структурными и фазовыми превращениями: образованием карбидов WC гек, WC куб, W2С и насыщение кобальтовой связки вольфрамом, уменьшением карбидных частиц и т.д. Увеличение содержания кобальт