

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Топ:
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Интересное:
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Наиболее простым способом по аппаратурно-техническому оформлению является выкладка, которая применяется для изготовления малонагруженных изделий различных габаритов и конфигураций. Процесс выкладки в большинстве случаев осуществляется вручную, особенно при получении деталей со сложной поверхностью. Он состоит из следующих основных операций (рис.4):
а) подготовка формы для выкладки 1 - удаление загрязнений, остатков отвержденного связующего, ремонт поверхностных дефектов;
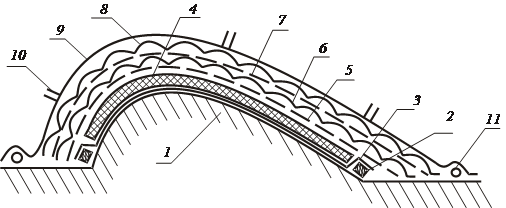
Рис.4. Структура технологического пакета при выкладке:
1 – форма; 2 - ограничитель; 3 – антиадгезионный слой; 4- формуемое изделие; 5 - разделительная перфорированная пленка; 6 – впитывающий слой; 7 – цулага; 8 – дренажный слой; 9 - вакуумный мешок; 10 – клапан вакуумной системы; 11 – герметизирующий слой.
б) нанесение на поверхность формы разделительного антиадгезионного слоя 3;
в) послойная упорядоченная укладка заранее раскроенного и расшлихтованного наполнителя в виде тканей, лент или ровинга на поверхность формы с нанесением и пропиткой связующим каждого слоя 4 и прикаткой нежестким валиком с целью уплотнения пакета и удаления воздушных включений;
г) формирование технологического пакета, заключающееся в последовательной укладке следующих слоев:
- перфорированная разделительная пленка 5,
- впитывающий слой из ткани объемного плетения 6,
- перфорированная цулага 7,
- дренажный слой 8;
д) на последнем этапе на технологический пакет устанавливается вакуумный мешок 9 (если последующее формование предполагает создание избыточного давления на формуемое изделие) и герметизируется жгутом 11.
В качестве антиадгезионного слоя используются полимерные пленки и специальные смазки.
|
|
Нанесенные напылением или полированием парафиновые покрытия являются превосходными антиадгезионными смазками для композитов, отверждающихся при температурах ниже 121°С. При более высоких температурах парафин вызывает разрушение и обесцвечивание слоистого пластика. В этих случаях рекомендуется применять фторированные углеводороды.
Сополимер тетрафторэтилена и гексафторпропилена, используемый в качестве антиадгезионной смазки, образует на поверхности формы сплошную пленку. Условием эксплуатации такого покрытия является поддержание температуры отверждения не выше 177°С; при более сильном нагреве оно разрушается, выделяя высокотоксичный корродирующий фтор.
Политетрафторэтилен ("тефлон") - стабильное полимерное вещество, которое часто вводят в состав антиадгезионных смазок, работающих при температуре выше 260°С, Такая смазка не образует на поверхности формы сплошной пленки, но частички "тефлона" обеспечивают надежное сухое смазывание, гарантирующее отделение от нее отвержденного изделия.
Силиконовые смазки используются до 204°С, однако следует избегать их применения, поскольку они способствуют отслаиванию от КМ вторичных покрытий и слоев, являясь при этом устойчивыми загрязнителями.
За рубежом выпускается антиадгезионная смазка на базе силановой смолы, которая стабильна до 482°С.
Из полимерных пленок для этих целей применяются пленки из целлофана, лавсана, ПВС, полиэтилена, полиэтилентетрофталата "Майлар", найлона и фторопласта. Использование этих пленок в качестве антиадгезионных и разделительных слоев допускается только с одним изгибом или плоских.
Раскрой наполнителя производится согласно карте раскроя, обеспечивающей максимальный КИМ.
Послойная укладка выкроек должна производиться в строгом соответствии со схемой выкладки, определяющей расположение каждой выкройки на поверхности формы и направление армирования в каждом слое. При укладке с перекрытием его величина определяется из условия равной прочности однослойного ПКМ и соединительного шва на сдвиг.
|
|
При выборе материала для изготовления формы одним из основных критериев является соответствие температурных коэффициентов линейного расширения этого материала и ПКМ.
По значению этого коэффициента ближе всех к композитам стоит сталь. Она обладает и другими ценными свойствами: превосходной износостойкостью, способностью работать при повышенных температурах и хорошей теплопроводностью.
Наиболее благоприятными для изготовления форм свойствами характеризуется керамика. Она имеет самый низкий коэффициент теплового расширения, а по теплостойкости почти не отличается от закаленной инструментальной стали. Однако при температуре окружающей среды керамика хрупкая. Она должна быть защищена от повреждений в процессе обработки - например, стальным кожухом.
Стальные формы с керамическими вставками и без них наиболее широко применяются в производстве высококачественных композиционных материалов. Благодаря низкому коэффициенту теплового расширения керамические вставки обеспечивают высокую точность укладки в форме компонентов слоистого пластика. Такие формы очень удобны для производства больших партий соотверждаемых конструкций, в которых клеевой шов отверждается одновременно с пластиком. Однако дороговизна этой оснастки требует достаточного объема производства изделий, при котором амортизация ее стоимости сохранит конкурентоспособной цену на выпускаемую продукцию. В противном случае для изготовления форм желательно использовать менее дорогие материалы.
Алюминиевые формы относятся к наименее дорогой оснастке, изготовляемой из литых и ковких металлов. Несмотря на то, что алюминий имеет лучшую теплопроводность, чем сталь, полученные из него формы менее долговечны и, кроме того, обладают слишком большим температурным линейным расширением.
Получаемые гальванопластикой никелевые формы, используемые более 20 лет, представляют собой плотную конструкцию без пор, с хорошо отполированной формующей поверхностью. Температурный коэффициент линейного расширения никеля того же порядка, что и у стеклопластиков. Такие формы успешно применяются для формования различных деталей самолетов.
|
|
Для успешного применения форм из сталистого чугуна требуется, чтобы толщина всех стенок была почти одинаковой, иначе при термообработке форм, конфигурация и поперечное сечение которых резко изменяются, литой металл может растрескаться или покоробиться. Теплопроводность сталистого чугуна сравнительно низка. В местах изменения толщины стенок формы температура может колебаться в широких пределах, что затрудняет контроль процесса отверждения формуемого композита.
Легкоплавкие сплавы, фазовые изменения которых происходят выше температур отверждения ПКМ, обычно отливают в заранее подготовленные корковые формы и гальваноформы.
Для изготовления оснастки из слоистых пластиков может быть использован любой из описанных материалов.
Выбор метода формования.
Формование - это этап технологического процесса, при котором происходит отверждение связующего. В этот период создается конечная структура материала, формируются его свойства, и фиксируется форма изделия.
Отверждение связующего является результатом роста молекул и образования полимерной сетки под воздействием катализатора (отвердителя) и соответствующих внешних условий. При этом выделяют две характерные стадии отверждения:
- начальную - до формирования полимерной сетки;
- конечную - в процессе формирования полимерной сетки.
Эти две стадии отделены друг от друга так называемой фазой гелеобразования.
Фаза гелеобразования соответствует такому моменту, когда связующее утрачивает способность переходить в текучее состояние и растворяться, т.е. теряет свою жизнеспособность и технологические качества. Это одна из наиболее важных технологических характеристик процесса отверждения.
На определенном этапе отверждения вязкость связующего увеличивается до уровня, соответствующего вязкости твердого тела.
Все свойства его резко меняются:
- уменьшается удельный объем,
- увеличивается твердость,
- возрастает сопротивление деформации.
Жидкое связующее переходит в стеклообразное состояние. Температура, при которой происходит это явление, называется температурой стеклования. Стеклование не является фазовым переходом, т.к. матрица сохраняет аморфную структуру и с термодинамической точки зрения может рассматриваться как переохлажденная жидкость.
|
|
Характерным параметром связующего является также точка деструкции, при которой начинается заметное разложение матрицы, сопровождающееся разрывом молекулярных связей. Устойчивость к деструкции характеризуется термостойкостью, которую следует отличать от теплостойкости, отражающей способность полимера к размягчению.
Параметры формования.
Для того чтобы обеспечить нужные качества композиту, необходимо создать определенные условия для отверждения связующего и его сцепления с армирующим материалом.
Температурный режим обеспечивает необходимые условия для полимеризации связующего. Повышенное давление необходимо для плотной укладки слоев армирующего материала, удаления излишков связующего и для более прочного сцепления связующего с арматурой.
К основным технологическим параметрам относятся: давление, температура, скорость их изменения по времени и степень отверждения.
Конкретной комбинации связующего и арматуры будут соответствовать свои параметры. В процессе производства их величину необходимо строго выдерживать.
Классификация способов формования.
В настоящее время существует много различных способов формования изделий из ПКМ. Это объясняется разнообразием свойств исходных компонентов композитов, а также различными требованиями к прочности и другим параметрам изделий.
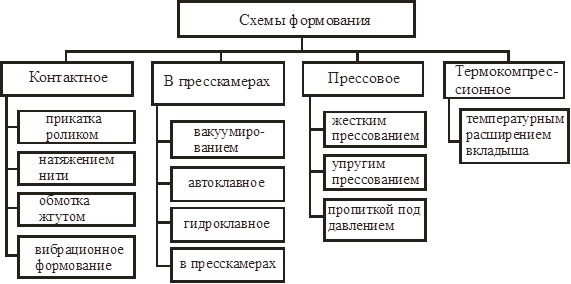
Рис.5. Классификация схем формования.
Для получения нашей детали мы выбрали пневмо-гидрокомпресснонные методы формования, а именно автоклавное формование.
Пневмо-гидрокомпрессионное формование объединяет группу методов, в которых рабочей средой, осуществляющей давление на поверхность препрега, является газ или жидкость. Другими характерными признаками являются наличие эластичной герметичной диафрагмы и создание вакуума под диафрагмой со стороны препрега.
Автоклавное формование - формуемое изделие помещают в специальное оборудование - автоклав, где создается избыточное давление.

Рис.6. Формирование в автоклаве:
1 – форма; 2 – препрег; 3 – эластичная мембрана; 4 – уплотнители;
5 – тележка; 6 – рельсы; 7 – корпус автоклава; 8 – крышка.
Автоклав (рис.6.) представляет собой герметичную емкость в виде прочного, цилиндрической формы корпуса 7 с открывающейся крышкой 8.
В автоклаве может создаваться избыточное давление до 15 атмосфер и температура до 300°С. Давление создается или с помощью насосов, или за счет испарения жидкого азота; температура - с помощью электрических нагревательных элементов или аэродинамическим нагревом специально спрофилированных мощных вентиляторов.
|
|
Автоклавы имеют числовые системы управления, позволяющие изменять и поддерживать давление и температуру в соответствии с заданным законом. Типовые автоклавы для авиационного производства имеют диаметр до 3 метров и длину 10-12 метров. Наибольший по размерам автоклав (производство Фирмы Scholz (ФРГ)) установлен на УАПК. Его диаметр около 6 метров, а длина рабочей камеры 21 метр.
Автоклав является универсальным оборудованием. Он позволяет осуществлять формование изделий различного конструктивного исполнения, в том числе больших размеров и сложной конфигурации. При этом давление на любой части поверхности изделия одинаково.
К недостаткам следует отнести большую стоимость автоклава и большие энергетические затраты в пересчете на одну деталь. Особенно в случае, если загрузка объема автоклава неполная. Кроме того, автоклав является взрывоопасным объектом. Мощность взрыва пропорциональна объему и давлению в емкости.
Тем не менее, автоклавное формование является наиболее распространенным в авиационной промышленности.
|
|
|
История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!