· на стеллажах или уложенной на них «постели» из швеллера намечается линия, размещаются упоры по длине стыкуемого элемента;
· первая деталь укладывается так, чтобы стыкуемый торец находился на одном из козелков стеллажей;
· на одной линии с первой размещается вторая деталь, устраняются переломы в стыке как в горизонтальной, так и в вертикальной плоскости;
· соблюдаются заданные зазоры, ликвидируются смещения кромок, накладываются электроприхватки для закрепления деталей;
· проверяется прямолинейность собранных элементов при помощи длинной линии или шнура и устанавливаются выводные планки.
При сборке элементов конструкций из стали 16Г2АФ на прихватках согласно типовой технологии длина их не должна быть меньше 100 мм, толщиной до 2/3 толщины свариваемого металла и расстояние между ними не более 400 мм. Прихватки должны выполняться теми же сварщиками, которые будут сваривать эти конструкции. Перед сваркой рабочие-сварщики должны пройти практические испытания по сварке контрольных пластин из стали 16Г2АФ и быть допущенными к сварке этой стали. Все местные уступы и сосредоточенные неровности, имеющиеся на собираемых деталях, надлежит до сборки устранять плавной зачисткой с помощью абразивного круга.
Сварка.
Большое значение для уменьшения внутренних напряжений и деформаций при сварке швеллеров и балок имеет соблюдение правильной последовательности наложения швов и направления сварки. В соединениях в первую очередь сваривают стенки, а затем полки. Перед наложением шва с обратной стороны абразивным кругом из места зазора удаляют шлак.
Сварные швы двутавровой балки соединяемые накладками, выполняются в последовательности, указанной на рис.19. Положение сварки –горизонтальное.
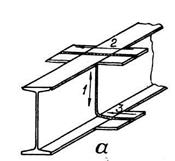
Рис-19 Сварка встык двутавровой балки. Последовательность сварки швов.
Если в первую очередь сварить стыки поясов, то стык стенки придется выполнять в условиях жесткого закрепления, что может способствовать образованию трещин в процессе сварки. Когда вначале сваривают стык стенки, в стыках поясов возникает высокий уровень остаточных напряжений
растяжения, что может снизить усталостную прочность при работе на изгиб.
Для облегчения условий сварки стыка участки поясных швов балки длиной
L иногда не доваривают, а выполняют их после сварки стыковых швов. Так как поперечная усадка свариваемого последним шва будет восприниматься элементом длиной L, то значение остаточных напряжений окажется меньше, чем при жестком закреплении.
| Номер слоя
| Марка сварочной проволоки
| Диаметр сварочной
Проволоки  (мм). (мм).
| Iсв
A
| Uдуги
В
| Vсв
См/с
| Расход
Газа
СО2 л/мин.
| Род тока
Полярность
| Положение сварки
|
| Корневой
Заполняющий
Облицовочный
|
СВ08Г2С
|
1,2
| 160-180
230-300
220-250
|
22-24
|
0,2-0,3
|
8-16
|
Постоянный
Обратная
|
Горизонтально-вертикальное
|
Таблица 6. Параметры режима механизированной сварки, с использованием сварочной проволоки Св08Г2С.
Площадь сечения швов представляет собой сумму площадей элементарных геометрических фигур, их составляющих.
 +(25
+(25  2)+((0.75
2)+((0.75  )
)  =194
=194 
При наших режимах за один проход мы перекрываем около 30  , поэтому при такой площади сечения делаем 6 проходов по 3 с каждой стороны.
, поэтому при такой площади сечения делаем 6 проходов по 3 с каждой стороны.
Перед наложением каждого слоя необходимо производить контроль температуры металла с помощью термокарандаша (как написано выше).
При горизонтально-вертикальной сварке двутавровой балки существует несколько особенностей которые заключаются в колебательных движениях при сварке различных проходов сварного шва.
Сварку корневого шва производим без каких либо колебательных движений что в полной мере заполняет зазор шва сварочным металлом и не прожигает кромки.
После первого и последующих проходов необходимо зачистить кромки от окисной пленки и сварочных брызг.
Сварку заполняющего шва производим с помощью возвратно-поступательных движений. Этот способ хорошо разогревает металл и дает более глубокое проплавление.
Сварку облицовочного шва производим с помощью криволинейного движения с выпуклостью в сторону не сваренного участка (елочкой). Придает шву заключительное эстетическое формирование без наплывов, подрезов и неровностей.
Подогрев металла
t8/5=  ·
·  · К;
· К;
t8/5=  ·
·  · 1=30,4 с.
· 1=30,4 с.
 = 2,5 - толщина свариваемого металла, см;
= 2,5 - толщина свариваемого металла, см;
 - коэффициент теплопроводности для низколегированной стали.
- коэффициент теплопроводности для низколегированной стали.
С=3,6 ДЖ/см- удельная объемная теплопроводность.
Тн =100- начальная температура металла;
К = 1 - коэффициент приведения, учитывающий различные условия теплоотвода стыковых и угловых швов от расплавленного металла в основной металл.
 - эффективная погонная энергия Дж/см;
- эффективная погонная энергия Дж/см;
 =
=  Дж/см;
Дж/см;
 =0,7-эффективный КПД процесса нагрева металла дугой для сварки в СО2;
=0,7-эффективный КПД процесса нагрева металла дугой для сварки в СО2;
 =230 А- сила сварочного тока;
=230 А- сила сварочного тока;
 =24 В- напряжение дуги;
=24 В- напряжение дуги;
 = 0,3 (см/сек)-скорость сварки
= 0,3 (см/сек)-скорость сварки






