

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Интересное:
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Определение расхода проката.
Изделие состоит из:
1. профильной трубы 20х20х2 L=800x(2) и весом 1,8 кг
2. профильной трубы 20х20х2 L=300x(2) и весом 0,54 кг
3. профильной трубы 20х20х2 L=380x(4) и весом 1,71 кг
4. профильной трубы 20х20х2 L=760x(1) и весом 0,85 кг
5. профильной трубы 20х20х2 L=260x(2) и весом 0. кг
Общий вес конструкции = 5
Первичная обработка металлов.
После поступления основных материалов в заготовительном отделении цеха металлы подвергаются предварительной обработке. Операциями такой первичной обработки являются: правка материалов, вырезка заготовок, производимая для облегчения транспортировки и дальнейших операций по изготовлению деталей. Правку проката производят в холодном состоянии на листоправильных и сортоправильных вальцах и прессах в зависимости от сортамента металла, подлежащего обработке. Для целей первичной обработки наиболее рентабельным способом резки всех сортаментов металла толщиной 5мм и более является газопламенная резка. Это объясняется портативностью аппаратуры и сравнительно высокой экономичностью и универсальностью способа. Более перспективной и производительной является плазменная резка. Перед подачей материала в заготовительный цех целесообразно произвести очистку от загрязнений и предварительную правку на складе металлов. Производительность различных способов очистки листового материала приводится в таблице 4
Производительность очистки листового материала
Таблица 4
| Способ очистки | Производительность труда, % |
| Дробеструйная | 60 – 75 |
| Химическая | 40 |
| Пескоструйная | 5 – 7 |
| Ручная | 0,75 |
После черновой обработки - правки и в некоторых случаях резки весь прокат, поступающий в заготовительное производство, проходит ряд операций, из которых наиболее часто применяются следующие:
|
|
Разметка либо наметка. Выбор измерительного инструмента.
Прежде чем подступить к выполнению рабочих операций, изменяющих форму и очертание исходного материала, в большинстве случаев необходимо этот металл разметить. Разметка представляет собой нанесение на металл конфигурации изготавливаемых деталей в натуральную величину. Основной целью этой операции
служат обеспечение точных, в соответствии с чертежами, размеров вырезаемых из металла деталей. В качестве оборудования используются разметочные плиты и столы. Средствами для разметки служат разного рода мерительные и чертежные инструменты.
Вместо разметки в серийном и массовом производстве применяют наметку посредствам плоских шаблонов. Необходимость разметки либо наметки отпадает в тех случаях, когда последующей операцией является газопламенная резка по контуру или механическая резка металла по упору, либо получение заготовок на портальных установках с программным управлением.
В курсовом проекте необходимо перечислить и описать выбранный измерительный инструмент необходимый для изготовления и контроля качества сварной конструкции, сварочного узла.
Выбор способа сборки. Выбор сборочного оборудования и приспособлений.
Расчет режимов сварки.
Ручная сварка покрытыми электродами
Ручная дуговая сварка выполняется плавящимся или неплавящимся (угольным, графитовым, вольфрамовым, гафниевым) электродом. При сварке плавящимся электродом дуга горит между ним и изделием. Формирование металла шва осуществляется за счет материала электрода и расплавления основного металла в зоне действия дуги. При сварке неплавящимся электродом для формирования металла шва в зону дуги извне подается присадочный материал.
Наибольшее применение получила сварка первым способом, т. е. плавящимся электродом. При этом используются электроды диаметром 1…12 мм. Однако основной объем работ выполняется электродами диаметром 3…6 мм.
|
|
В табл. 1.1 приведены характеристики некоторых электродов общего назначения, наиболее распространенных в ремонтной практике для сварки и наплавки.
Характеристика электродов
| Тип электрода | Марка электрода | Коэффициент наплавки, г/А×ч | Разбрызгивание | Расход электродов, кг, на 1 кг наплавленного металла КЭ |
| Э42 Э42А Э46 Э46 Э46 Э50 Э50А Э50А | ОМА УОНИИ 13/45 АНО-3 МР-3 О3С-6 ДСК- 50 АНО- 9 УОНИИ 13/55 | 10…11 8,5 8,5 7,8 10,5 10,0…11,0 10,0 8,5…9,0 | Умеренное Умеренное Малое Умеренное Малое Малое Умеренное Умеренное | 1,45 1,60 1,60 1,70 1,60 1,40 1,70 1,70 |
Таблица 1.1
К параметрам режима сварки относятся сила сварочного тока, напряжение, скорость перемещения электрода вдоль шва (скорость сварки), род тока, полярность и др.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сварного соединения и положения шва в пространстве.
При выборе диаметра электрода для сварки можно использовать ориентировочные данные (табл. 1.2).
Таблица 1.2
Зависимость диаметра электрода от толщины свариваемого металла
| Толщина листов, мм | 1…2 | 3 | 4…5 | 6…10 | 10…15 | 15 и более |
| Диаметр электрода, мм | 1,6…2,0 | 2,0…3,0 | 3,0…4,0 | 4,0…5,0 | 5,0 | 5,0 и более |
В многослойных стыковых швах первый слой выполняют электродом диаметром 3…4 мм, последующие слои – электродами большего диаметра.
Сварку в вертикальном положении проводят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром до 4 мм.
При наплавке изношенной поверхности должна быть компенсирована толщина изношенного слоя плюс 1…1,5 мм на обработку поверхности после наплавки.
Сила сварочного тока, А, рассчитывается по формуле
 , (1.1)
, (1.1)
где К – коэффициент, равный 25…60 А/мм;  – диаметр электрода, мм.
– диаметр электрода, мм.
Коэффициент К в зависимости от диаметра электрода принимается в соответствии с табл. 1.3.
Таблица 1.3
Зависимость коэффициента К от диаметра электрода
| , мм
| 1…2 | 3…4 | 5…6 |
| К, А/мм | 25…30 | 30…45 | 45…60 |
Силу сварочного тока, рассчитанную по формуле (1.1), следует откорректировать с учетом толщины свариваемых элементов, типа соединения и положения шва в пространстве. Если толщина металла S ≥ 3, то значение следует увеличить на 10…15 %. Если же S ≤ 1,5, то сварочный ток уменьшают на 10…15 %.
|
|
При сварке угловых швов и наплавке значение тока должно быть повышено на 10…15 %. При сварке в вертикальном или потолочном положении значение сварочного тока должно быть уменьшено на 10…15 %.
Для большинства марок электродов, используемых при сварке углеродистых и легированных конструкционных сталей, напряжение дуги  = 22…28 В.
= 22…28 В.
Расчет скорости сварки, м/ч, производится по формуле
 (1.2)
(1.2)
где  – коэффициент наплавки, г/А×ч (выбирают из характеристики принятого электрода);
– коэффициент наплавки, г/А×ч (выбирают из характеристики принятого электрода);  – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см2;
– площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см2;  – плотность металла электрода, г/см3 (для стали = 7,8 г/см3).
– плотность металла электрода, г/см3 (для стали = 7,8 г/см3).
Масса наплавленного металла, г, для ручной дуговой сварки рассчитывается по формуле
 , (1.3)
, (1.3)
где – площадь поперечного сечения шва, см2;  – длина шва, см.
– длина шва, см.
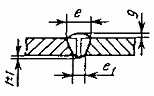
Для стыковых соединений площадь поперечного сечения шва F ш, мм2 определяется по формуле:
Fш = 0,75eg + sb, (1.3)
где Fш – площадь поперечного сечения шва, мм2;
е - ширина шва, мм;
g - усиление шва, мм;
s - толщина шва, мм;
b - зазор, мм.
|
|
|

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!