Увеличение скорости охлаждения отливки влечет за собой увеличение скорости затвердевания узатв и скорости кристаллизации отдельных структурных составляющих. Первичные дендриты становятся короче, их оси тоньше, измельчается эвтектика и другие составляющие. С увеличением скорости охлаждения происходит измельчение всех структурных составляющих сплава.
Направленное затвердевание и кристаллизация создают в структуре сплава четкую ориентировку по оси теплоотвода. Предельно оптимальным случаем является создание монокристаллического состояния, когда структура всей отливки представляет собой зерно (монодендрит или ячеистый коробчатый дендрит). При направленной кристаллизации эвтектических сплавов эвтектический пакет растет только в продольном направлении за счет удлинения пластинок и возникает волокнистый материал (литой композиционный материал). Волокна интерметаллидной фазы формируют твердый раствор и обеспечивают высокую жаропрочность сплава.
Модифицирование сплавав способствует формированию мелкозернистой структуры и зависит от типов модификаторов и технологии их применения.
В результате модифицирования улучшаются механические свойства, уменьшается загрязненность газами, возрастает плотность отливки.
Необходимо подчеркнуть три закономерности:
1. За счет измельчения грубых составляющих повышается пла-стинчатость малопластинчатых сплавов.
2. Эффект модифицирования усиливается при увеличении скорости охлаждения отливки.
3. Модифицирование приводит к выравниванию свойств сплава по сечению отливки и поэтому особенно эффективно для крупногабаритных отливок.
Вибрация расплавов позволяет измельчать структуру отливок за счет того, что колебания разрушают покровные оксидные пленки на расплаве у стенок формы, в результате скорость охлаждения увеличивается, то есть облегчается образование кристаллов и измельчается структура наружного слоя отливки. Кроме того, колебания облегчают отделение кристаллов от стенки формы в начальный период затвердевания и осаждаются» формируя равноосную зону.
Перемешивание расплава в форме вызывает бурное колебание поверхности расплава, что способствует отделению неустойчивых кристаллов в зоне контакта расплава со стенками формы и измельчению зерна.
Способ заливки тоже может влиять на структуру отливки. Эффекта вибрации поверхности расплава можно добиться выбором способа заливки.
При заливке металла с нижним подводом образуются в основном столбчатые кристаллы; при верхнем подводе по центру - равноосных кристаллов намного больше; при верхнем подводе близко к стенке формы площадь равноосных кристаллов значительно увеличивается, зерна измельчаются; при верхнем подводе несколькими струями наблюдается сильное волновое движение поверхности расплава - структура однородная мелкозернистая
Ультразвуковая обработка (УЗО) заключается в воздействии на расплав механическими колебаниями с частотой порядка 103—107 Гц. При УЗО возникает кавитация по всему объему, которая приводит к дроблению первичных зерен, более легкому отделению зарождающихся на стыках формы кристаллов, равномерному распределению примесей и твердых частиц. Дробятся и измельчаются первичные выделения метал-лидов в сплавах или графита в чугунах, изменяется строение и дисперсность эвтектики
Обработка электрическими и магнитными полями (ЭМО) в ряде случаев дает такой же эффект, как и УЗО. Из перечисленных способов механического воздействия наиболее простыми является вибрация и перемешивание, а УЗО и ЭМО требуют применения в технологическом процессе дорогостоящего оборудования и усложнения технологического процесса, поэтому УЗО и ЭМО используются в исключительных случаях.
16. Вихревые потоки и типы вихрей в жидком сплаве; зависимость их от конструкции литниковой системы и полостей в литейной форме.
Вихревые потоки возникают при резком изменении сечения каналов в отрыве пограничного слоя (рис.1). Вихри бывают с горизонтальной (волна) и вертикальной (смерч) осью вращения.

Рис.1. Схема распределения вихрей при резком изменении размера канала
Вихреобразование зависит от скорости движения расплава (u): Е = ½*m*u2, где Е – энергия (Вт).
При неизменной скорости вращения вихря увеличение внешнего давления на жидкий металл способствует повышению в нем отрицательного давления. Крупные вихри более устойчивы, чем мелкие.
При перемещении сплавов с большой скоростью и большим динамическим напором в потоке возникают кавитационные полости, приводящие к появлению в жидкости пузырьков газа или пара. Кавитационные явления наблюдаются обычно во всех устройствах, где поток претерпевает местное сужение с последующим расширением. При перемещении его из области пониженного статического (или повышенного динамического) давления в полость повышенного давления происходит захлопывание пузырьков, сопровождающееся повышением местных давлений, которые достигают иногда очень больших значений. Ударная волна при этом разрушает стенки каналов или дендритов на границе затвердевания отливок.
При столкновении потока металла со стенкой формы или иными препятствием образуются брызги и завихрения. Возникновение вихревых потоков в металле является неблагоприятным явлением, так как при этом увеличивается окисление металла. Оксиды и инородные вещества, в то числе и воздух, захватываются металлом, в результате чего в отливке образуются включения окислов, шлака и пузырьков.
Распределение вихревых потоков в пограничных слоях зависит от мест их отрыва с обтекаемых поверхностей для равномерного теплоотвода.
Распределение вихревых потоков в пограничных слоях зависит от метода подвода металла к форме, процесс вихреобразования обычно начинается в период заполнения формы металлом и продолжается после ее заполнения, места расположения их определяются геометрическими параметрами отливки и местом ввода расплава.
При течении расплавов в суживающихся каналах скорость потока непрерывно увеличивается и пограничных слой не отрывается. Наоборот, при применении расширяющихся каналов скорость непрерывно убывает и на определенном расстоянии от места входа потока пограничных слоя отрывается.
Интенсивность развития вихрей в полости формы зависит от скорости потока и формы подводящего канал. При одном и том же поперечном сечении подводящего канала скорость потока при выходе из сужающегося канала больше, чем скорость потока при выходе из цилиндрического канала. Для значительного снижения скорости истечения применяют расширяющийся канал с углом наклона стенок не более 7°. При выборе метода подвода металла необходимо учитывать, что при равных сечениях каналов Vсх>V> Vрасх.
Последствия возникновения образования вихревых потоков различны и зависят от оси вращения вихря. Вихрь с горизонтальной осью вращения образуется чаще всего при наталкивании горизонтального потока металла на вертикальную стенку формы (рис.5).
После падения струн со скоростью V2 на дно формы в точке 1 вследствие удара поток распадается и со скоростью V3 течет r стенкам формы. При столкновении со стенкой в точке 2 кинетическая энергия потока превращается в статическую, в результате чего уровень металла повышается на высоту hп.
При достаточно большой скорости V3 металл приходит во вращательное движение вокруг горизонтальной оси, как показано стрелками и пунктирной линией. Если поток несет инородные частицы, то они в точке 3 захватываются в объем металла, вновь переходящего к горизонтальному течению. Если частицы не выводятся из расплава, то они остаются в металле и после затвердевания нарушают его гомогенность.
Энергию завихрения (скоростная энергия, Вт) определяют по уравнению: Еск = ½ m V2. После подстановки m = V*:  , где Еск – скоростная энергия; V – объем металла, протекающий в единицу времени, м3/с; плотность металла, кг/м3; S – площадь поперечного сечения потока, м2; V – скорость потока, м/с.
, где Еск – скоростная энергия; V – объем металла, протекающий в единицу времени, м3/с; плотность металла, кг/м3; S – площадь поперечного сечения потока, м2; V – скорость потока, м/с.
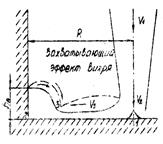
Рис.5. Падение струи расплава на наклонную стенку
Следовательно, энергия потока пропорциональная третьей степени скорости. Завихрение оказывает наибольшее действие в момент своего возникновения. Как только уровень металла в форме повысится, вихрь теряет захватывающее действие, и вихревые потоки при этом образуются на небольшой глубине под поверхностью металла.
Силы, действующие на инородные частицы (объемом Vч и плотностью ч), находящиеся в вихре металла плотностью М. Частицы объемом Vч перемешаются в вихре со скоростью V/. Выталкивающая сила Fv = Vч (м – ч) вызывает перемещение частиц вверх со скоростью V//. В результате вращательного движения вихря на частицы действует центростремительная (или центробежная) сила (рис.6): Fц = mrVччrVчrч – ч (где г – радиус вихря; Vч – объем инородной частицы в потоке; ч – плотность частицы; м – плотность металла; – угловая скорость вихря) и вызывает перемещение частиц со скоростью V//.
При соударении со стенками формы образуется горизонтальный вихрь. При ударении в прямую стенку вихрь больше, чем при ударе в зумпф.
17. Обосновать возникновение в отливках а) газовой пористости, б) неметаллических включений, несоответствия геометрических размеров.
В случае если бы частица перемещалась бы с результирующей скоростью V по спирали к оси вращения вихря.
Образование вихрей в форме имеет свои достоинства и недостатки. Вихри могут разрушать форму: первая поток металла ударяется в стенку формы и образует вихрь, второй поток будет ударяться в вихрь, который образовал первый поток металла. Вертикальный вихрь (смерч) можно использовать для шлакоудаления.
Газовая пористость. При выделении из раствора в процессе кристаллизации газы могут образовывать пустоты, которые разделяются на скопление мелких пузырьков, называемых газовой пористостью. Источники газов: шихтовые материалы, атмосфера печи, атмосфера формы при разливке. Причины: 1.Недостаточные вентиляция и газопроницаемость формы или стержня; 2. Высокая гэзотворная способность формовочной или стержневой смеси.; 3. Не правильный расчет и конструкция элементов литниковой системы. 4.Низкая температура заливаемого металла. 5.Высокая скорость заполнения формы металлом. 6. Применение некачественных холодильников и жеребеек. 7.Нарушен режим сушки форм и стержней. 8.Высокая газонасыщенность металла. 9. Установка в холодильную формугорячих стержней или горячую форму холодных стержней, длительный простой формы.
Неметаллические включения. Неметаллические включения в отливках представляют собой твердые частицы соединений компонентов сплавов с неметаллическими примесями. Их размеры колеблются от долей микрона до десятков микрон. Основная масса неметаллических включений в литейных сплавах делится по составу на окислы и сульфиды. По видам источников неметаллические включения: на попадающие в сплав вместе с шихтой, продукты взаимодействия компонентов сплава с примесями или добавками, продукты взаимодействия компонентов сплава с атмосферой. По формам неметаллические включения делятся на круглые, кристаллические, дендритные и пленочные. Причины: 1.Неправильный расчет и конструкции элементов литниковой системы; 2.Некачественная сборка формы. 3.Низкая формовочной или стержневой смеси. 4.Слабое уплотнение формы или стержня.
Несоответствие геометрических размеров. Причины: Чаще всего эти дефекты не являются следствием недоработки технологического процесса. Возможными причинами их образования являются: использование медалей и стержневых ящиков, требующих ремонта; изменение контура формы в процессе транспортировки или хранения; срезка выступающих углов и болванов, подпиловка стенок, заправка поломок формы при формовке в сборке; неправильное использование отъемных частей стержневых ящиков при изготовлении стержней; применение моделей и стержневых ящиков, вылолненных с отклонениями от чертежей; износ направляющих втулок и штырей неправильный монтаж моделей на плитах; назначение повышенных зазоров по знакам стержней.






