В данной курсовой работе условно принимаем тип производства рассматриваемой детали как мелкосерийный. Поэтому в качестве заготовки для детали выбран пруток диаметра 135 мм простого сортового проката (круглого профиля) общего назначения из АЛ4, НВ 60, σв=617-684 МПа по ГОСТ 2590-71.
Простые сортовые профили общего назначения используются для изготовления гладких и ступенчатых валов, стаканов диаметром не более 50 мм, втулок диаметром не более 25 мм, рычагов, клиньев, фланцев.
На заготовительной операции пруток нарезается в размер 170 мм, затем на фрезерно-центровальном станке торцуется в размер 160 мм, и здесь же одновременно выполняются центровые отверстия. Поскольку при установке детали в центрах происходит совмещение конструкторской и технологической базы, а погрешность в осевом направлении мала, то ей можно пренебречь.
Чертеж заготовки после фрезерно-центровальной операции представлен на рисунке 1.

Рисунок 1 — Чертеж заготовки
Выбор инструмента
Инструмент Т1, Т2 - [1]
Для наружной обработки заготовки правый проходной резец с механическим креплением ромбовой пластины CNMG 120408 из твердого сплава GC1525 прижимом повышенной жесткости (Рисунок 2).

Рисунок 2 – Проходной резец
Таблица 1 - Параметры проходных резцов Tl, Т2
| К r
| b,
мм
| f 1,
мм
| h,
мм
| h1,
мм
| l1,
мм
| l3,
мм
| γ
| λ
| h5r,
мм
| Эталонная пластина
|
| 95°
| 25
| 32
| 25
| 25
| 150
| 32
| -6°
| -6°
| 4,5
| CNMG 120408
|
Инструмент ТЗ, Т4 – [1]
Для наружного точения конуса и обработки двух дуг выбираем правый проходной резец с механическим креплением ромбической пластины DNMG 150608 из твердого сплава GC1525 прижимом повышенной жесткости [1] (Рисунок 3).
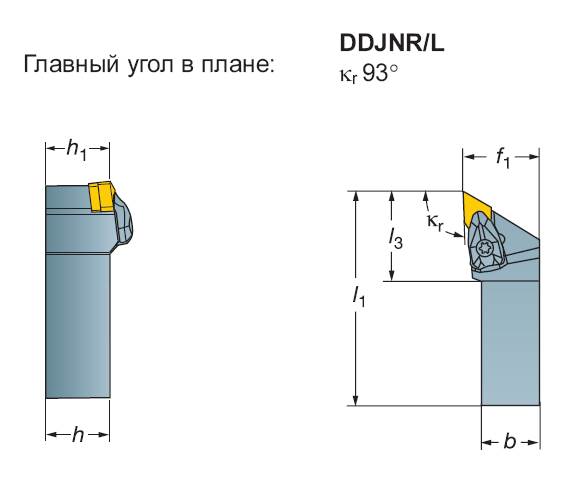
Рисунок 3 – Правый проходной резец
Таблица 2 - Параметры проходных резцов ТЗ, Т4
| К r
| b,
мм
| f1,
мм
| h,
мм
| h1,
мм
| l1,
мм
| l3,
мм
| γ
| λ s
| Эталонная
|
|
|
|
|
|
|
|
|
|
| пластина
|
| 93°
| 25
| 32
| 25
| 25
| 150
| 39.4
| -6°
| -7°
| DNMG
|
|
|
|
|
|
|
|
|
|
| 150608
|
Инструмент Т5, Т6 – [1]
Для токарной обработки конуса и галтели выбираем левый проходной резец с механическим креплением ромбической пластины DNMG 150608 из твердого сплава GC1525 прижимом повышенной жесткости [1] (Рисунок 4).

Рисунок 4 – Левый проходной резец
Таблица 3 - Параметры проходных резцов Т5, Т6
| К r
| b,
мм
| f1,
мм
| h,
мм
| h1,
мм
| l1,
мм
| l3,
мм
| γ
| λ s
| Эталонная
|
|
|
|
|
|
|
|
|
|
| пластина
|
| 93°
| 25
| 32
| 25
| 25
| 150
| 39.4
| -6°
| -7°
| DNMG
|
|
|
|
|
|
|
|
|
|
| 150608
|
Инструмент Т7
Для токарной обработки наружных канавок выбираем канавочный резец с креплением способом S пластин N123H20500-CM из твердого сплава GC1 [1] (Рисунок 5).


Рисунок 5 – Канавочный резец
Таблица 4 - Параметры канавочного резца Т7
| la
мм
| ar max
мм
| b,
мм
| f1,
мм
| h,
мм
| h1
мм
| L1,
мм
| l3
мм
| Эталонная
|
|
|
|
|
|
|
|
|
| пластина
|
| 5
| 13
| 25
| 26
| 25
| 25
| 150
| 34
| N123H20500-CM
|
Инструмент Т8
Для нарезания резьбы М70х2 выбираем резьбовой резец с механическим креплением пластины R166.0G-125 из твердого сплава GC1525 способом S [1] (Рисунок 6).
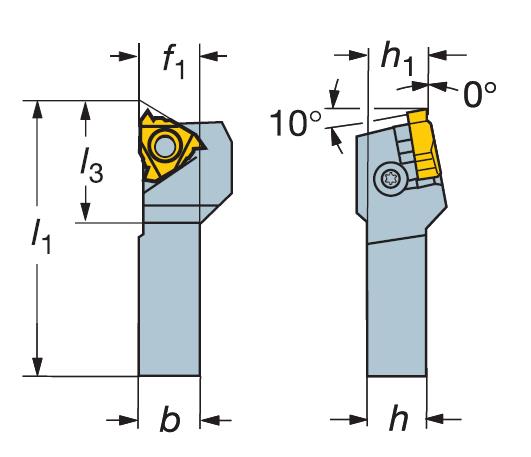
Рисунок 6 – Резьбовой резец
Таблица 5 - Параметры резьбового резца Т8
| b,
мм
| f1,
мм
| h,
мм
| h1,
мм
| l1,
мм
| l3,
мм
| Эталонная пластина
|
| 25
| 32
| 25
| 25
| 150
| 22,2
| R166.0G-125
|






