В режиме ползучести
Вытяжка является одной из наиболее распространенных операций листовой штамповки для изготовления цилиндрических изделий с толстым дном и тонкой стенкой. Анализируя современное состояние технологии изготовления полых цилиндрических изделий, следует отметить, что наибольшее распространение получила вытяжка (без утонения). К недостаткам вытяжки относятся низкая производительность (большое число операций) при изготовлении глубоких изделий и невысокая точность по наружным размерам и по толщине стенки (в некоторых случаях требуется дополнительная обработка).
Вытяжка с утонением находит широкое применение при изготовлении глубоких цилиндрических сосудов, толщина стенки которых значительно меньше толщины дна. Изделия, изготовляемые вытяжкой с утонением, имеют более высокую точность, чем при вытяжке, однако число операций в технологическом процессе, основанном на вытяжке с утонением, остается значительным.
Совершенствование конструкций изделий ответственного назначения определяет применение высокопрочных материалов и изготовление деталей узлов со специальными, зависящими от условий эксплуатации характеристиками, обработка которых осуществляется в условиях медленного горячего формоизменения в режиме вязкого течения материала. Интенсификация процессов глубокой вытяжки может быть достигнута комбинированной вытяжкой, которая характеризуется одновременным изменением диаметра вытягиваемой заготовки и толщины стенки.
Ниже приведены результаты теоретических исследований кинематики течения, напряженного и деформированного состояний, силовых режимов первой операции изотермической комбинированной вытяжки цилиндрических деталей из трансверсально-изотропного материала через радиальную и коническую матрицы в режиме ползучести.
Особенности формоизменения при комбинированной вытяжке
Первая операция комбинированной вытяжки обычно осуществляется на матрицах с радиальным и коническим профилем, формоизменение на которых условно разделяется на четыре стадии (рис. 3.1 и 3.2).
В очаге деформации имеет место плоское напряженное (зона I) и плоское деформированное (зона II) состояния заготовки. На первой стадии комбинированной вытяжки осуществляется обычная вытяжка (без утонения) и реализуется плоское напряженное состояние в заготовке (рис. 3.1, а и 3.2, а). На второй стадии происходит формирование зоны утонения II (рис. 3.1, б и 3.2, б). На графиках «сила-путь» это проявляется в резком подъеме кривой «сила-перемещение пуансона».
Момент совпадения центра закругления пуансона с верхней кромкой калибрующегося пояска матрицы принимается за начало третьей стадии (рис. 3.1, в и 3.2, в). На третьей стадии имеет место процесс собственно комбинированной вытяжки (с наличием двух зон). На четвертой стадии исчезает зона плоского напряженного состояния I и происходит утонение краевой части заготовки (рис. 3.1, г и 3.2, г).

Рисунок 3.1. Последовательность деформирования на первой операции
комбинированной вытяжки на радиальной матрице
При комбинированной вытяжке один и тот же материал находится в зоне I в условиях плоского напряженного состояния, а в зоне II - в условиях плоского деформированного состояния.
Первая операция изотермической вытяжки
На радиальных матрицах
Рассмотрим первую операцию изотермической комбинированной вытяжки трансверсально-изотропного материала с коэффициентом нормальной анизотропии  на радиальной матрице с радиусом закругления
на радиальной матрице с радиусом закругления  и степенью деформации
и степенью деформации  (рис. 3.2), где
(рис. 3.2), где  - коэффициент вытяжки;
- коэффициент вытяжки;  - коэффициент утонения;
- коэффициент утонения;  и
и  - радиус по срединной поверхности полуфабриката и начальный радиус заготовки;
- радиус по срединной поверхности полуфабриката и начальный радиус заготовки;  и
и  - толщина полуфабриката и заготовки соответственно.
- толщина полуфабриката и заготовки соответственно.
Первая стадия процесса. Рассмотрим распределение напряжений в заготовке на первой стадии процесса комбинированной вытяжки при наличии трех характерных участков (рис. 3.6). Очаг деформации состоит из трех участков: участок Iа расположен на плоскости матрицы и ограничен краем заготовки с текущей координатой  с одной стороны и постоянной координатой
с одной стороны и постоянной координатой  , точкой сопряжения плоского и криволинейного участков матрицы; участок Iб охватывает входную кромку матрицы и ограничен угловыми координатами
, точкой сопряжения плоского и криволинейного участков матрицы; участок Iб охватывает входную кромку матрицы и ограничен угловыми координатами  и текущим значением угла охвата заготовкой тороидальной поверхности матрицы
и текущим значением угла охвата заготовкой тороидальной поверхности матрицы  ; участок Iв (участок бесконтактной деформации) расположен между входной кромкой радиальной матрицы и кромкой пуансона.
; участок Iв (участок бесконтактной деформации) расположен между входной кромкой радиальной матрицы и кромкой пуансона.
Принимается, что напряженное состояние плоское ( ); на контактных границах заготовки и рабочего инструмента реализуется закон трения Кулона.
); на контактных границах заготовки и рабочего инструмента реализуется закон трения Кулона.

Рисунок 3.2. Схема к теоретическому анализу первой стадии
комбинированной вытяжки через радиальную матрицу
Уравнения связи между скоростями деформаций и напряжениями в цилиндрической системе координат имеют вид
 ;
;
 ; (3.1)
; (3.1)
 ,
,
где эквивалентное напряжение  и эквивалентная скорость деформации
и эквивалентная скорость деформации  определяются по формулам
определяются по формулам
Меридиональные  и окружные
и окружные  напряжения на участке Iа определяем путем численного решения приближенного уравнения равновесия
напряжения на участке Iа определяем путем численного решения приближенного уравнения равновесия
 (3.4)
(3.4)
совместно с уравнением состояния
 , (3.5)
, (3.5)
при граничных условиях

 , (3.6)
, (3.6)
где
 , (3.7)
, (3.7)
 - текущий радиус рассматриваемой точки;
- текущий радиус рассматриваемой точки;  ;
;  - коэффициент трения на контактной поверхности матрицы и прижима;
- коэффициент трения на контактной поверхности матрицы и прижима;  - сила прижима;
- сила прижима;  - текущая толщина заготовки.
- текущая толщина заготовки.
При анализе процесса вытяжки без прижима в граничном условии (3.6) необходимо положить  .
.
Рассмотрим кинематическое и деформированное состояние материала на этом участке.
Скорости деформации в меридиональном, тангенциальном направлениях и по толщине определяются по выражениям
 ;
;  ;
;  . (3.8)
. (3.8)
Используя уравнение несжимаемости  и уравнения связи скоростей деформаций и напряжений, найдем
и уравнения связи скоростей деформаций и напряжений, найдем
 , (3.9)
, (3.9)
где
 . (3.10)
. (3.10)
Уравнение для определения изменения толщины заготовки во фланце запишется как
 . (3.11)
. (3.11)
Для нахождения меридионального  и окружного
и окружного  напряжений на тороидальной поверхности матрицы (участок Iб) решаем совместно условие равновесия
напряжений на тороидальной поверхности матрицы (участок Iб) решаем совместно условие равновесия
 (3.12)
(3.12)
и уравнения состояния (3.5) при граничных условиях
при 
 , (3.13)
, (3.13)
где  - угол, характеризующий положение рассматриваемого сечения заготовки на тороидальной поверхности матрицы;
- угол, характеризующий положение рассматриваемого сечения заготовки на тороидальной поверхности матрицы;  ;
;  ;
;  - величина меридионального напряжения во фланце заготовки (участок Ia), вычисленная при
- величина меридионального напряжения во фланце заготовки (участок Ia), вычисленная при  ;
;  - сопротивление материала деформированию при .
- сопротивление материала деформированию при .
Уравнения для определения меридиональных скоростей и толщины заготовки в данном случае будут иметь вид аналогичный выражениям (3.10) и (3.11), где  – меридиональная скорость течения.
– меридиональная скорость течения.
Уравнения для определения меридиональных скоростей и толщины будут иметь вид
 ;
;  , (3.14)
, (3.14)
где  – меридиональная скорость течения.
– меридиональная скорость течения.
Распределение меридиональных и окружных напряжений на конусообразном участке бесконтактной деформации определяется путем численного интегрирования уравнения равновесия (3.4) с уравнением состояния (3.5) при граничном условии
 ,
,  . (3.15)
. (3.15)
Здесь  - угол, определяющий границу тороидального и конусообразного участков;
- угол, определяющий границу тороидального и конусообразного участков;  ;
;  - меридиональное напряжение на тороидальной поверхности матрицы, вычисленное при
- меридиональное напряжение на тороидальной поверхности матрицы, вычисленное при  ;
;  - сопротивление материала деформированию при .
- сопротивление материала деформированию при .
В выражении (3.15) последнее слагаемое учитывает приращение меридионального напряжения, связанное со спрямлением заготовки.
Начальная стадия процесса вытяжки оканчивается в момент полного прилегания заготовки к конической поверхности матрицы.
Положение внешнего края  в процессе деформации вычисляется из условия постоянства площади поверхности заготовки в зависимости от угла охвата заготовкой тороидальной поверхности матрицы или глубины вытяжки (пути пуансона).
в процессе деформации вычисляется из условия постоянства площади поверхности заготовки в зависимости от угла охвата заготовкой тороидальной поверхности матрицы или глубины вытяжки (пути пуансона).
Сила процесса на первой стадии при любой глубине вытяжки, определяемой углом  , находится по формуле
, находится по формуле
 . (3.16)
. (3.16)
При анализе процесса вытяжки без прижима в граничном условии (3.6) необходимо положить .
Уравнения для определения меридиональных скоростей и толщины заготовки в данном случае будут иметь вид аналогичный выражениям (3.9) и (3.11), где  – меридиональная скорость течения.
– меридиональная скорость течения.
Следует отметить, что при  конусообразный участок Iв исчезает. Здесь
конусообразный участок Iв исчезает. Здесь  ;
;  .
.
Сила процесса на первой стадии вытяжки при любой глубине вытяжки, определяемой углом  , находится по формуле
, находится по формуле
 , (3.17)
, (3.17)
где  - величина меридиональных напряжений на конусообразном участке бесконтактной деформации при
- величина меридиональных напряжений на конусообразном участке бесконтактной деформации при  .
.
Третья стадия процесса комбинированной вытяжки начинает реализовываться с момента полного охвата заготовкой контура закругления пуансона и матрицы и формирования зоны утонения (рис. 3.7).

Рисунок 3.3. Схема к теоретическому анализу третьей стадии
комбинированной вытяжки через радиальную матрицу
Расчет меридиональных  и окружных напряжений
и окружных напряжений  в зоне I очага пластической деформации осуществляется аналогичным образом, как для первой стадии процесса.
в зоне I очага пластической деформации осуществляется аналогичным образом, как для первой стадии процесса.
Величины меридиональной скорости и толщины заготовки на третьей стадии определяются аналогичным образом, как и для первой стадии, по выражениям (3.9) и (3.11), где – меридиональная скорость течения.
Граничное условие для скорости будет:
при ,  ,
,
где  - текущая толщина материала заготовки при входе в зону II.
- текущая толщина материала заготовки при входе в зону II.
Приближенный анализ распределения напряжений в зоне II выполняется с упрощением его конфигурации путем замены дуги профиля матрицы в пределах этого участка хордой и рассмотрением течения в канале сечения с углом (рис. 3.8)
 , (3.18)
, (3.18)
где - текущая толщина материала заготовки при входе в зону II.
Течение материала реализуется в условиях плоской деформации; на контактных границах заготовки и инструмента реализуется закон трения Кулона.

Рисунок 3.4. Схема к расчету напряженного состояния заготовки
в зоне плоского деформированного состояния
Для определения компонент напряжений в зоне II (радиальных  и контактных
и контактных  напряжений) и повреждаемости материала
напряжений) и повреждаемости материала  следует решать совместно следующие уравнения
следует решать совместно следующие уравнения

 ; (3.19)
; (3.19)
 ;
;  ; (3.20)
; (3.20)

 ; (3.21)
; (3.21)
и уравнение равновесия (рис. 3.5)
 , (3.22)
, (3.22)
если поведение материала описывается энергетической теорией ползучести и повреждаемости, при учете граничного условия при  ,
,  ,
,
где  - приращение напряжения, связанное с изменением направления течения материала при входе в зону утонения II, величина которого определяется по выражению
- приращение напряжения, связанное с изменением направления течения материала при входе в зону утонения II, величина которого определяется по выражению
 . (3.23)
. (3.23)
В том случае, когда поведение материала подчиняется кинетической теории ползучести и повреждаемости, используются уравнения (3.20), (3.22), (3.23) и вместо уравнения состояния (3.21) – уравнение (3.25).
Силу процесса комбинированной вытяжки определяем по формуле:
 . (3.24)
. (3.24)
Четвертая стадия комбинированной вытяжки начинается, когда концевая часть заготовки входит в зону утонения. Этому моменту соответствует максимальная величина нормального напряжения формоизменения на этой стадии. Величина радиального  и контактного напряжений на четвертой стадии комбинированной вытяжки определяются путем решения системы уравнений (3.19) - (3.22) при учете граничного условия
и контактного напряжений на четвертой стадии комбинированной вытяжки определяются путем решения системы уравнений (3.19) - (3.22) при учете граничного условия
 ,
,  .
.
В случае изотропного материала с изотропным упрочнением в приведенных выше формулах следует положить  и
и  .
.
Задание
Выполнить теоретические исследования первой операции изотермической комбинированной вытяжки цилиндрических деталей из анизотропного листового материала в режиме кратковременной ползучести. Установить зависимости влияния технологических параметров, анизотропии механических свойств материала заготовки на напряженное и деформированное состояния заготовки, силовые режимы и предельные возможности деформирования, связанные с максимальной величиной растягивающих напряжений на выходе из очага пластической деформации и накоплением повреждаемости.
| Материал
| Вид матрицы
|
| Сплав ВТ6 (930ºС)
| Радиальная
|
Построить графические зависимости:
| №
| Вид зависимости
| Диапазон изменения основного параметра
| Дополнительные
параметры
| Неизменные
параметры
|
| Радиальная матрица
|
| 1.
| 
| 
| 
|  ; ;  ; ;
|
| 2.
| 
| 
| 
|
|
| 3.
| 
| 
| 
| 
|
| 4.
| 
| 
| 
| 
|
| 5.
| 
| 
|
|  ; ; 
|
| 6.
| 
| 
|
|
|
| 7.
| 
| 
| критерии: 1,2,3,4
|
|
| 8.
| 
| 
| критерии: 1,2,3,4
|
|
| 9.
| 
|
| критерии: 1,2,3,4
| ; 
|
| 10.
| 
|
| критерии: 1,2,3,4
|
|
| 11.
| 
| 
| критерии: 1,2,3,4
| ; 
|
Сделать выводы о влиянии технологических параметров и анизотропии материала на силовые режимы и предельные возможности формоизменения первой операции изотермической вытяжки.
Исследовательская часть
На рисунках 4.1-4.6 изображены графические зависимости удельной силы от механических параметров изотермического процесса комбинированной вытяжки в режиме кратковременной ползучести изделий из сплава ВТ6, таких как скорость деформации, коэффициент вытяжки, коэффициент утонения, относительный радиус закругления матрицы, коэффициенты трения на пуансоне.



Рисунок 4.1 - графические зависимости  от
от  для сплава ВТ6
для сплава ВТ6
( ; )
; )
На рисунке 4.1 представлены графические зависимости изменения относительной силы  от величины относительного перемещения пуансона
от величины относительного перемещения пуансона  на первой операции комбинированной вытяжки изделий из сплава ВТ6.
на первой операции комбинированной вытяжки изделий из сплава ВТ6.
Анализ графических зависимостей показывает, что при увеличении коэффициента вытяжки  , величина относительной силы на первой операции комбинированной вытяжки уменьшается. Так при увеличении от 0,6 до 0,8 величина относительной силы
, величина относительной силы на первой операции комбинированной вытяжки уменьшается. Так при увеличении от 0,6 до 0,8 величина относительной силы  уменьшается на 42,85%. Пиковое значение относительной силы
уменьшается на 42,85%. Пиковое значение относительной силы  наблюдается на 4 стадии операции.
наблюдается на 4 стадии операции.
На рисунке 4.2 приведены графические зависимости изменения относительной силы от относительного радиуса матрицы  на первой операции комбинированной вытяжки изделий из сплава ВТ6.
на первой операции комбинированной вытяжки изделий из сплава ВТ6.





Рисунок 4.2 - графические зависимости от для сплава ВТ6
( )
)
В результате проведенных исследований были построены зависимости, представленные на рисунке 4.2. На данном рисунке проиллюстрированы графические зависимости изменения относительной силы от величины относительного радиуса матрицы , при постоянном коэффициенте утонения на первой операции комбинированной вытяжки изделий из сплава ВТ6.
Анализ графических зависимостей показывает, что при увеличении коэффициента вытяжки  , величина относительной силы на первой операции комбинированной вытяжки уменьшается и при увеличении относительного радиуса матрицы величина относительной силы также уменьшается. Так при увеличении md от 0,6 до 0,8 величина относительной силы уменьшается на 18-30%, а при увеличении
, величина относительной силы на первой операции комбинированной вытяжки уменьшается и при увеличении относительного радиуса матрицы величина относительной силы также уменьшается. Так при увеличении md от 0,6 до 0,8 величина относительной силы уменьшается на 18-30%, а при увеличении  от 2 до 8 уменьшается на 25-38%.
от 2 до 8 уменьшается на 25-38%.
На рисунке 4.3 приведены графические зависимости изменения относительной силы от коэффициента вытяжки на первой операции комбинированной вытяжки изделий из сплава ВТ6.






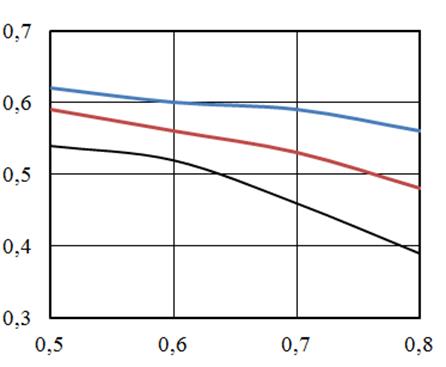
Рисунок 4.3 - графические зависимости от для сплава ВТ6
()
Анализ данных зависимостей показывает, что при увеличении коэффициента вытяжки , величина относительной силы на первой операции комбинированной вытяжки уменьшается и при увеличении коэффициента утонения  величина относительной силы также уменьшается. Так при увеличении md от 0,5 до 0,8 величина относительной силы уменьшается на 10-28%, а при увеличении от 0,5 до 0,8
величина относительной силы также уменьшается. Так при увеличении md от 0,5 до 0,8 величина относительной силы уменьшается на 10-28%, а при увеличении от 0,5 до 0,8  уменьшается на 12-30%.
уменьшается на 12-30%.
На рисунке 4.4 приведены графические зависимости изменения относительной силы от скорости перемещения пуансона  на первой операции комбинированной вытяжки изделий из сплава ВТ6.
на первой операции комбинированной вытяжки изделий из сплава ВТ6.







Рисунок 4.4 - графические зависимости от для сплава ВТ6
( )
)
Анализ данных зависимостей показывает, что при увеличении скорости перемещения пуансона  , величина относительной силы на первой операции комбинированной вытяжки увеличивается,а при увеличении коэффициента утонения величина относительной силы также уменьшается. Так при увеличении
, величина относительной силы на первой операции комбинированной вытяжки увеличивается,а при увеличении коэффициента утонения величина относительной силы также уменьшается. Так при увеличении  от 0,01 до 0,05 величина относительной силы
от 0,01 до 0,05 величина относительной силы  увеличивается в 2-2.5 раза, а при увеличении
увеличивается в 2-2.5 раза, а при увеличении  от 0,6 до 0,8 уменьшается на 22%.
от 0,6 до 0,8 уменьшается на 22%.
На рисунке 4.5 приведены графические зависимости изменения относительной силы от коэффициента трения на пуансоне  на первой операции комбинированной вытяжки изделий из сплава ВТ6.
на первой операции комбинированной вытяжки изделий из сплава ВТ6.







Рисунок 4.5 - графические зависимости от для сплава ВТ6
( ; )
; )
Анализ данных зависимостей показывает, что при увеличении коэффициента трения на пуансоне , величина относительной силы на первой операции комбинированной вытяжки увеличивается,а при увеличении коэффициента утонения величина относительной силы уменьшается. Так при увеличении  от 0,05 до 0,2 величина относительной силы
от 0,05 до 0,2 величина относительной силы  увеличивается на 8-10, а при увеличении от 0,6 до 0,8 уменьшается на 21-22%.
увеличивается на 8-10, а при увеличении от 0,6 до 0,8 уменьшается на 21-22%.
На рисунке 4.6 приведены графические зависимости изменения относительной силы от коэффициента анизотропии на пуансоне  на первой операции комбинированной вытяжки изделий из сплава ВТ6.
на первой операции комбинированной вытяжки изделий из сплава ВТ6.



Рисунок 4.6 - графические зависимости от  для сплава ВТ6
для сплава ВТ6
( )
)
Анализ данных зависимостей показывает, что при увеличении коэффициента анизотропии  , величина относительной силы на первой операции комбинированной вытяжки уменьшается, так же, как и при увеличении коэффициента утонения . Так при увеличении от 0,2 до 2 величина относительной силы уменьшается на 12-26%, а при увеличении
, величина относительной силы на первой операции комбинированной вытяжки уменьшается, так же, как и при увеличении коэффициента утонения . Так при увеличении от 0,2 до 2 величина относительной силы уменьшается на 12-26%, а при увеличении  от 0,6 до 0,8 уменьшается на 15-28%.
от 0,6 до 0,8 уменьшается на 15-28%.
На рисунках 4.7-4.11 представлены графические зависимости предельного коэффициента утонения  , полученные по 3 различным критериям: критерий 1 – по величине осевого напряжения; критерий 2 – по величине накопленной повреждаемости (при
, полученные по 3 различным критериям: критерий 1 – по величине осевого напряжения; критерий 2 – по величине накопленной повреждаемости (при  ); критерий 3 – по величине повреждаемости (при
); критерий 3 – по величине повреждаемости (при  ).
).
На рисунке 4.7 приведены графические зависимости изменения предельного коэффициента утонения  относительного радиуса матрицы
относительного радиуса матрицы  на первой операции комбинированной вытяжки изделий из сплава ВТ6.
на первой операции комбинированной вытяжки изделий из сплава ВТ6.



 ;
;

 .
.

















