

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Интересное:
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Затраты труда на погрузку, выгрузку и транспортировку материалов составляют большую долю в общем объеме работ по строительству ВЛ. Так, для строительства ВЛ 110 кВ на деревянных опорах требуется вывезти до 35 т материалов на 1 км трассы, а такой же линии на железобетонных опорах - до 50 т. Поэтому складируют материалы с таким расчетом, чтобы перевозки их на трассу и перегрузка были минимальны.
Организация складского хозяйства. Материалы, конструкции, линейная арматура, механизмы и инструмент поступают на центральный и линейные склады МК.
Большую часть поступающих грузов - длинномерные и тяжеловесные конструкции и материалы -выгружают автокранами, сортируют по маркам и видам и хранит непосредственно у места выгрузки на площадках. Железобетонные и деревянные стойки хранят в штабелях высотой до 2 м (на деревянных прокладках), укрепляемых стойками с подкосами. Между штабелями устраивают с одной стороны проходы шириной 1,5 м, а с другой - проезды шириной 5 м для кранов и автомашин. Железобетонные подножники, приставки и сваи складируют так, чтобы не повредить анкерные болты.
Изоляторы, линейная арматура, поковки и метизы поступают на склады в таре - ящиках или контейнерах. Изоляторы складывают на открытых площадках в ящиках или на деревянных решетках штабелями высотой до 1,5 м, а поковки, метизы и линейную арматуру хранят рассортированными по маркам и видам в закрытых складах или под навесами.
Провода, тросы и канаты поступают на склады намотанными на барабаны (иногда - в бухтах), которые, не вскрывая обшивку, устанавливают на деревянные прокладки высотой не менее 100 мм. На щеки барабанов наносят складской порядковый номер, занося его в картотеку склада.
Погрузку, выгрузку и хранение легковоспламеняющихся и взрывоопасных материалов (термитных патронов и спичек, баллонов с кислородом, пропаном и другими газами, горюче-смазочных и антисептических материалов) выполняют в соответствии с противопожарными правилами и правилами Госгортехнадзора.
Отбор материалов и конструкций. Отправляемые на трассу материалы и конструкции должны быть осмотрены и приняты начальником линейного участка (прорабом, мастером), соответствовать действующим стандартам и техническим нормам и иметь штамп проверки ОТК завода-изготовителя.
При отборе и приемке железобетонных конструкций проверяют наличие паспорта завода изготовителя, его соответствие типу и марке изделия, а также количество раковин, выбоин, сколов и трещин, которое регламентируется СНиПом. Так, на один метр стойки допускается не более двух раковин и выбоин, длина, ширина и глубина которых должны быть не более 10 мм. Трещины и сколы на поверхности стоек не допускаются. Поверхность надземной части железобетонных конструкций должна быть покрыта битумом или другим изоляционным материалом в два слоя.
При отборе и приемке металлических конструкций проверяют наличие заводского сертификата, правильность геометрических размеров, качество сварных швов, размеры отверстий для болтов и расстояния между ними. Так, длина секций стволов, траверс или подкосов не должна отличаться от проектной более чем на ± 10 мм, а ширина их граней в местах стыков - более чем на ±3 мм. Расстояния между любой парой отверстий не должны отклоняться от проектных более чем на ±2 мм.
Диаметр деревянных стоек и глубину их пропитки антисептиком проверяют на поперечных срезах.
Болты для сборки опор должны строго соответствовать проекту, покрыты черным лаком, смазаны солидолом, а гайки - свободно проходить по резьбе.
При отправке изоляторов на трассу проверяют отсутствие в них трещин, сколов и повреждений глазури; фарфоровые изоляторы испытывают также мегаомметром на напряжение 2500 В. Сопротивление изоляции каждого фарфорового изолятора или его элемента должно быть не менее 300 МОм.
Транспортировка материалов на трассу. Транспортные работы на строительстве ВЛ сопряжены с рядом трудностей, которые вызваны большой протяженностью фронта работ, бездорожьем, относительно невысокой прочностью некоторых конструкций, негабаритностью большинства грузов. Так как с доставки материалов и конструкций начинаются основные работы по сооружению ВЛ, их транспортировка имеет первостепенное значение для организации работ на трассе. Особое внимание ей уделяют в подготовительный период.
Железобетонные, металлические и деревянные детали опор, фундаменты, барабаны с проводом и другие грузы перевозят от железнодорожных станций или речных портов на базы преимущественно грузовыми автомобилями обычной (ЗИЛ-130, МДЗ-5335, КамАЗ-5320 и др.) или повышенной (ЗИЛ-131, УРАЛ-375К, КрАЗ-255Б, ГАЗ-66-02 и др.) проходимости, а также автомобильными седельными тягачами (КамАЗ-5410, УРАЛ-377Н, КрАЗ-258Б1 и др.) с прицепами. При развозке по трассе автомобильные тягачи обычно меняют на тракторные или перегружают грузы на тележки или сани.
На труднодоступных участках трассы (горы, болота и др.) для транспортировки грузов, несмотря на высокую стоимость эксплуатации, часто используют вертолеты. Наиболее эффективно их применение при перевозке секций или полностью собранных опор ВЛ на расстояние 7-8 км. При этом производительность вертолетов МИ-6 и МИ-10К составляет 200-400 т·км/ч, что примерно в 30-50 раз эффективнее доставки аналогичных грузов тракторами (с учетом стоимости сооружения временных дорог). Для перевозки барабанов с проводом, арматуры и изоляторов, а также доставки рабочих на трассу используют вертолеты других марок (МИ-8, МИ-4, МИ-2). Кроме того, с помощью вертолетов устанавливают опоры на трассе. Использование вертолетов позволяет избежать больших затрат на устройство дорог и значительно сокращает сроки строительства.
Иногда для транспортировки материалов и конструкций в горах применяют передвижные канатные установки ПКУ, которые позволяют перемещать грузы массой до трех тонн на расстояние до 400 м под углом 45°.
Железобетонные изделия развозят по пикетам особо осторожно, не допуская появления трещин. Транспортировка железобетонных стоек по трассе волоком и разгрузка их сбрасыванием запрещаются. При доставке свай и подножников необходимо обеспечить сохранность анкерных болтов и других выступающих металлических частей.
Элементы металлических опор перед отправкой на трассу максимально укрупняют, собирая в секции соответственно грузоподъемности и проходимости автомашин, а затем комплектуют необходимыми крепежными изделиями для последующей сборки на пикете. Секции укладывают на подкладки, принимая меры для обеспечения сохранности легкодеформируемых элементов решетки.
Барабаны с проводами и тросами перевозят в вертикальном положении, установив на обе щеки, подклинивая и закрепляя растяжками. Для погрузки и разгрузки барабанов используют различные подъемные и тяговые механизмы (автокраны, лебедки, тали). В исключительных случаях допускаются погрузка и выгрузка барабанов вручную по наклонной плоскости. При разгрузке барабаны обязательно должны тормозиться, для чего используют лебедку (трактор), к которой крепят тормозной канат.
Изоляторы, линейную арматуру и крепеж перевозят в деревянной таре или металлических контейнерах.
Особую осторожность необходимо соблюдать при вывозке на трассу термитных патронов и спичек: ящики с теми и другими укладывают отдельно. В кузове машины не должно быть легковоспламеняющихся веществ и посторонних предметов, а машина должна быть снабжена противопожарными средствами.
Сборка железобетонных опор
Железобетонные опоры, как правило, собирают в соответствии с разработанными для каждого типа опор технологическими картами, в которых указаны порядок выкладки деталей (стоек, траверс, ригелей и др.), последовательность операций, а также рекомендуемые приспособления.
Опоры собирают на ровной площадке, очищенной от посторонних предметов. При этом стойки опор ВЛ 35 кВ и выше выкладывает на деревянные прокладки бригада такелажников при разгрузке их на трассе, а стойки опор ВЛ до 10 кВ - бригада по их сборке. Выложенные стойки не должны мешать подходу землеройной машины или подъемного крана.
При сборке одностоечных опор закрепляют на стойке изготовленные на заводе и оснащенные траверсы, тросостойку и ригели, прокладывают заземляющий спуск (если он предусмотрен проектом), наносят нумерацию и предупредительные плакаты.
Одностоечные опоры ВЛ до 10 кВ из вибрированных стоек собирают в такой последовательности: поднимают приспособлением для подъема стоек или каким-либо грузоподъемным механизмом верхушку опоры, закрепляют на ней траверсу и заземляющий спуск (если необходимо) и опускают опору на землю. Опоры из центрифугированных стоек собирают двумя способами: поднимают верхушку опоры приспособлением или вращают стойку вокруг ее продольной оси. При втором способе стойку сначала разворачивают на подкладках так, чтобы сквозные отверстия для болтов были горизонтальны, и вставляют в них болты для крепления верхушечных штырей (на ВЛ 6-10 кВ), траверс и раскосов. Затем стойку поворачивают так, чтобы головки болтов оказались внизу, надевают на болты траверсы, раскосы, устанавливают и затягивают гайки. После этого на штыри набивают полиэтиленовые колпачки, навинчивают на них изоляторы, кернят гайки болтов и наносят на стойку по трафаретам порядковый номер опоры, год ее установки и предупредительный плакат.
При сборке опор в населенной местности для двойного крепления проводов вместо верхушечного штыря применяют двухштырный оголовник, а вместо двухштырной траверсы - четырехштырную. Если необходимо, устанавливают опорные плиты или ригели.
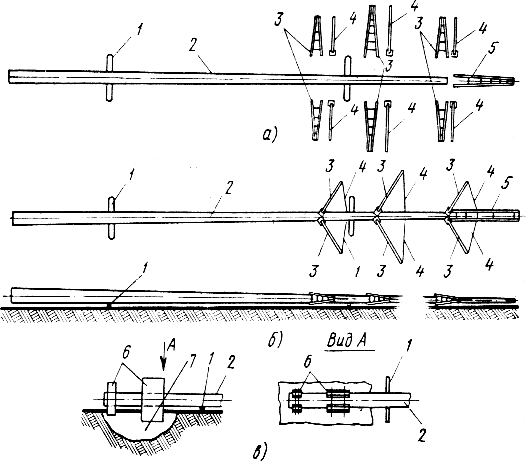
Рис.21. Сборка одностоечной двухцепной железобетонной опоры ВЛ 35-110 кВ:
а - выкладка деталей.
б - собранная опора,
в - установка ригелей.
1 - подкладки для выкладки опоры,
2 - стойка,
3 -траверсы,
4 - тяги траверсы,
5 - тросостойка,
6 -ригель,
7 - котлован
Сборку одностоечных одно- и двухцепных тросовых опор ВЛ 35-110 кВ начинают с выкладки деталей (рис.21, а). Затем с помощью крана к стойке 2 крепят поочередно нижнюю, среднюю и верхнюю траверсы 3 (способы крепления траверсы были показаны в специальной литературе) и устанавливают тросостойку. Собранную опору (рис.21, б) подтаскивают к котловану по деревянным каткам или передвигают краном. Затем устанавливают ригели (рис.2, в). Плоскость ригелей должна быть перпендикулярна плоскости траверс, поэтому для их размещения отрывают небольшой котлован 7.
Сборку одностоечных опор с оттяжками ВЛ 35-110 кВ в зависимости от способа их установки выполняют различными методами. Если опору поднимают методом поворота (краном и трактором), ее сборку начинают с установки шарнира. Сначала подтаскивают стойку 4 к фундаменту 10, приподнимают ее нижний конец домкратом и укладывают на подкладку 5. На торце стойки закрепляют опорную пяту 2, к которой хомутом 3 прикрепляют верхнюю 6 часть шарнира. Затем устанавливают на фундаменте нижнюю 8 часть шарнира, выкладывают стойку на подкладки, монтируют траверсы, тросостойку, детали крепления оттяжек.
При подъеме опоры только краном шарниры не устанавливают.
Сборку А - образных угловых опор ВЛ до 10 кВ выполняют следующим образом. Выкладывают стойки на подкладки, сближая их верхушки, и разводят нижние торцы на проектное расстояние. Стойки должны лежать так, чтобы отверстия для болтов были в вертикальном положении. Затем поднимают верхушки приспособлением или краном и соединяют их: двумя трапецеидальными пластинами 2 с четырьмя болтами и приваренными верхушечными штырями. С обеих сторон верхушек монтируют траверсы, закрепляют на штырях изоляторы, а на стойках - анкерные и опорные плиты. Непосредственно перед подъемом опоры устанавливают монтажную распорку.
Сборку А - образных анкерных опор ВЛ до 10 кВ выполняют так же, как угловых, только сначала вместо траверс устанавливают подтраверсники, к которым затем крепят траверсу.
При сборке опор с подкосом для ВЛ до 10 кВ на их стойках закрепляют траверсы, спуски заземления и, если необходимо, плиты или ригели, а на подкосах - кронштейны для крепления к стойке. Окончательно соединяют подкосы со стойками непосредственно при установке опор.
При сборке портальных опор с оттяжками сначала выкладывают и закрепляют в шарнирах торцы стоек. Затем на верхушках стоек устанавливают детали крепления траверс и монтируют траверсы и тросостойки, устанавливают на траверсах конструкции крепления гирлянд, а на тросостойках - детали крепления тросов. Для усиления жесткости опоры портал стягивают перекрестными монтажными растяжками. Тросовые оттяжки закрепляют одним концом на стойках и укладывают в бухты. Портальные свободностоящие опоры собирают так же (кроме оттяжек).
Работы по сборке любых опор заканчиваются установкой деталей заземления. Если на стойках имеются верхние и нижние выпуски (обычно болты) внутреннего заземляющего стержня, все заземляемые элементы присоединяют к верхнему, а с нижним соединяют заземлители (после установки опоры). Если заземляющих болтов нет, по всей длине стойки прокладывают заземляющий спуск, который крепят проволочными бандажами, и присоединяют к нему заземляемые элементы.
При приемке собранных опор проверяют их соответствие рабочим чертежам с учетом допускаемых отклонений. Так, одностоечные опоры могут иметь наклон траверс не более 1/100 их длины и разворот их в плане от проектного положения - не более 100 мм (конец траверс). Особое внимание уделяют качеству болтовых соединений. Размеры болтов и их антикоррозионное покрытие должны соответствовать проекту. Оси болтов должны быть перпендикулярны плоскости соединяемых элементов, а нарезная часть входить в соединяемые детали не более чем на 1 мм. Головки болтов и гайки должны плотно прилегать к шайбам и соединяемым деталям. Количество шайб должно быть не более трех. Гайки должны быть туго затянуты, резьба закернена. Качество стыков проверяют щупом толщиной 0,3 мм. Щуп должен проходить в стык соприкасаемых элементов на глубину не более 20 мм.
Данные о собранных опорах заносят в журнал с указанием основных отклонений от проекта. Приемку опор оформляют актом.
Сборка металлических опор
Подготовительные работы. Перед сборкой (рис.22) секции 2, 4 и 6 металлических опор, траверсы 5 и тросостойку 7 выкладывают на подкладки 3 в порядке, предусмотренном монтажной схемой и технологической картой. Направление выкладки зависит от схемы подъема опоры. Как правило, опоры собирают вдоль оси линии и лишь в исключительных случаях - поперек нее. У переходов через инженерные сооружения или естественные препятствия опоры выкладывают вершиной в их сторону.
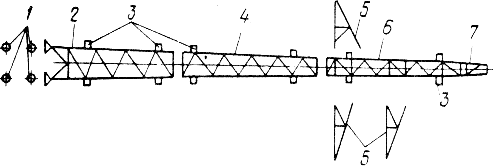
Рис.22. Выкладка секций металлических опор перед сборкой:
1-подножники.
2, 4, 6 - нижняя средняя и верхняя секции,
3-подкладки.
5 - траверсы.
7 - тросостойка
На уклонах направление выкладки принимают обычно таким, чтобы тяговый механизм при установке опоры перемещался вниз по склону.
Одновременно с выкладкой исправляют повреждения отдельных элементов секций. Небольшие изгибы уголков решетки устраняют без подогрева металла домкратом или специальным ключом. При значительных изгибах металл перед правкой подогревают газовыми горелками до 600 - 700 °С. Нагретые уголки выправляют струбциной, домкратом или специальным ключом. Выправка кувалдой во избежание расплющивания уголка и ослабления сварных швов запрещается. При отрыве уголков в местах сварки или частичном разрыве сварного шва старый сварной шов полностью срубают, поверхности тщательно зачищают до металлического блеска и сваривают заново. При большой деформации или разрывах элементов решетки поврежденный участок вырезают и взамен приваривают новый из стали того же сортамента.
Укрупнительная сборка. Сборке крупногабаритных опор на трассе обычно предшествует укрупнительная сборка их отдельных частей (стволов, секций, траверс, подкосов и др.), как правило, выполняемая на специальных монтажных площадках (полигонах) вблизи станций выгрузки. Укрупнительная сборка включает: предварительную выкладку секций; их соединение на временных сборочных болтах; рассверливание отверстий в стыках до проектного размера; соединение на расчетных болтах; выверку собранной конструкции.
Некоторые заводы металлоконструкций выпускают секции опор с отверстиями, рассверленными сразу на расчетный диаметр (с контрольной сборкой на заводе). В этом случае соединения при сборке выполняют сразу на расчетных болтах.
Рассверливают отверстия пневматическими или электрическими сверлилками. Диаметр отверстия не должен превышать диаметра болта более чем на 1,5-2 мм; допускается овальность отверстий для болтов диаметром до 22 мм не более 1 мм, до 25 мм - не более 1,2 мм, 27-30 мм - не более 1,5 мм. Забракованные отверстия могут быть рассверлены под больший диаметр или заварены и рассверлены вновь. Качеству болтовых соединений уделяют особое внимание.
Укрупнительную сборку опор болтового типа выполняют на нижнюю грань и методом параллельных граней.
В первом случае нижние поясные уголки нижней секции шарнирами крепят к двум подножникам со стороны выкладки опоры. На верхних и нижних концах поясных уголков устанавливают поперечные диафрагмы, к которым, в свою очередь, крепят два других поясных уголка. После этого между поясными уголками устанавливают и прибалчивают раскосы решетки сначала в боковых, а затем в нижних и верхних гранях секции. Поясные уголки следующей секции крепят к верхним элементам первой секции, а затем заполняют решетку в той же последовательности. Так же собирают остальные секции ствола, наращивая опору снизу вверх - от фундамента к вершине.
Этот метод обеспечивает точность сборки нижних секций по отношению к фундаментам и исключает последующие трудоемкие операции по установке опор на шарниры.
Во втором случае поясные уголки нижней секции попарно выкладывают на подкладках в горизонтальной плоскости. Затем из элементов решетки на каждой паре уголков собирают боковые грани секции, раскантовывают их кранами и устанавливают вертикально, после чего собирают верхние и нижние грани, прибалчивая соответствующие элементы решетки к поясным уголкам. Пяты нижней секции устанавливают в шарниры на двух подножках. Так же собирают другие секции.
Общая сборка. Порядок общей сборки определяется в основу ном конструкцией опоры и готовностью фундамента. Технология общей сборки такая же, как укрупнительной.
Общая сборка одностоечных опор заключается в сборке ствола из секций и присоединении к нему траверс и тросостойки. Сначала нижнюю секцию ствола закрепляют на шарнирах на двух подножниках фундамента и крепят к ней среднюю секцию, для чего захватывают ее краном и сближают с нижней, совмещают стыки и соединяют секции временными монтажными болтами. Затем рассверливают отверстия до проектных размеров и устанавливают расчетные болты. Некоторые опоры сразу собирают на расчетных болтах.
Таким же способом соединяют в ствол следующие секции и тросостойку. После сборки ствола к нему прикрепляют траверсы: сначала нижние, затем средние и, наконец, верхние. Собранную опору выверяют по чертежам, исправляют дефекты отдельных элементов и восстанавливают поврежденную окраску.
При общей сборке опор портального типа сначала закрепляют пяты обоих стволов в шарнирах на подножниках фундамента, собирают стволы, присоединяют к ним траверсу, устанавливают подкос и тросостойки и выверяют размеры.
В труднодоступных местах или стесненных условиях опоры можно собирать вертикальным наращиванием элементов снизу вверх с помощью монтажных мачт.
При сборке металлических опор широко применяют механизированный (электрические или пневматические гайковерты, сверлилки, кернеры) и ручной инструмент, а также различные приспособления.
Данные о сборке и выверке опор заносят в журнал, который подписывают прораб (или мастер) и бригадир сборщиков.
Сборка деревянных опор
Деревянные опоры собирают из заранее заготовленных заводских антисептированных деталей - стоек, траверс, раскосов затесами, врубками и просверленными - отверстиями. Однако вследствие различной кривизны и сбега бревен, а также отклонения размеров заводские детали могут не вполне точно подходить друг к другу и поэтому при сборке на трассе требуют дополнительной подгонки. Иногда деревянные опоры собираю из столбов.
Заготовка, обработка и сопряжение стоек и приставок. Эти операции выполняют на горизонтальных помостах или подкладках из бревен с помощью механизированного инструмента, а также различных такелажных средств и приспособлений. При этом заготовка и обработка деталей необходимы только при изготовлении опор из столбов.
Заготовку стоек начинают с обработки верхушки на конус или клин. Верхнюю часть деревянной приставки делают наклонной.
Для плотного сопряжения приставку и часть стойки на длину припасовки затесывают топором. При использовании двойных деревянных приставок 2 (рис.23) стойку 1 затесывают с обеих сторон. Стык стойки с приставкой должен быть плотным, без просветов. Если стойка или приставка имеет кривизну, припасовку выполняют так, чтобы кривизна их была направлена вдоль оси ВЛ.

Рис.23. Подготовка стойки и двойных деревянных приставок к сопряжению:
1 - стойка,
2 - приставка,
3. 4 - врубки для прохода проволочного бандажа и стяжных болтов.
5 - проволочный бандаж
Затем на стойках и приставках размечают места расположения проволочных бандажей 5 или припасовочных хомутов и вырубают небольшие выемки для прохода бандажных проволок и стяжных болтов (при креплении проволочными бандажами). Проволочным бандажом или припасовочным хомутом можно стягивать не более двух деталей (стойку и приставку). Стягивать общим бандажом двойные приставки и стойку запрещается.
Крепление приставок к стойкам (припасовку) выполняют на монтажных площадках в том случае, когда имеется возможность вывезти на трассу длинномерные элементы опор. На небольших линиях припасовку выполняют непосредственно на месте сборки опор.
Для припасовки деревянных приставок стойку; разворачивают на подкладках затесанной плоскостью вверх, накладывают приставку и временно скрепляют ее со стойкой струбциной или строительными скобами так, чтобы врубки для прохода бандажных болтов совпадали. Под комель приставки кладут подкладку. Перед припасовкой все места, подвергавшиеся обработке, покрывают антисептиком, нагретым до 80- 90 °С.
При установке проволочных бандажей один конец заготовленной бандажной проволоки загибают и забивают молотком на 20-25 мм в стойку. Проволоку плотно наматывают рядами вокруг стойки и приставки, подбивая и выравнивая молотком витки бандажа, и обрубают. Свободный конец проволоки просовывают под уложенные витки и загибают. Затем весь бандаж натягивают ломом, проверяют правильность его укладки и рихтуют молотком, а конец проволоки забивают в приставку.
После этого середину бандажа с обеих сторон стойки раздвигают ломом и в образовавшееся отверстие между витками и ранее вырубленное отверстие 4 (см. рис.4) продевают стяжной болт с надетой на него бандажной шайбой. С противоположной стороны на болт надевают вторую бандажную шайбу, навертывают гайку и затягивают бандаж. Между бандажными шайбами и стойкой с приставкой оставляют зазор 15-20 мм для последующей подтяжки бандажа при эксплуатации.
Так же монтируют второй бандаж, а затем снимают струбцины.
Для ВЛ до 10 кВ допускается припасовка стоек с приставками проволочными бандажами без стяжных болтов. В этом случае витки проволочного бандажа скручивают ломом с обеих сторон стойки.
Железобетонные приставки сопрягают со стойками как припасовочными хомутами, так и бандажами. Приставки укладывают на стойки не сверху, а сбоку так, чтобы плоскость сопряжения была вертикальной, охватывают их припасовочными хомутами, накладывают шайбы и затягивают гайки. При сопряжении стоек с двойными приставками вначале закрепляют одну приставку, затем прикладывают вторую и закрепляют ее.
При сопряжении стоек А - и АП - образных деревянных опор заготовленные стойки укладывают верхушками (без разделки) одна на другую, а их комли разводят на проектное расстояние. При этом приставки устанавливают с внешней стороны угла, образованного стойками.
Вершины стоек затесывают по линии их пересечения, прикладывают одну к другой затесанными плоскостями, временно скрепляют строительными скобами и размечают места установки болтов. Затем стойки разъединяют, затесывают верхушки и просверливают отверстий для болтов. Глубина врубки не должна отличаться от проектной более чем на 5 мм. Зарубы, затесы и отколы древесины допускаются на глубину не более 10% диаметра бревна.
Подогнанные стойки маркируют попарно. Остальные операции по сборке А - и АП - образных опор выполняют на трассе ВЛ.
Заготовка и обработка траверс, подтраверсников, поперечин, раскосов и ригелей. При отсутствии заводских деталей траверсы, подтраверсники, поперечины, раскосы и ригели нарезают из бревен. Заготовки размечают по шаблону, затем просверливают в них отверстия и делают необходимые затесы. Отверстия под штыри и узлы крепления гирлянд сверлят точно по их диаметру. Места затесов и опилов антисептируют, ненужные отверстия забивают Пробками.
Подготовленные траверсы оснащают штырями и подкосами или узлами крепления гирлянд.
Под головки и гайки болтов подкладывают шайбы (не менее 60х60х5 мм). Под головки штырей шайбы не устанавливают древесину под шайбами тщательно подтесывают.
Сборка опор ВЛ до 35 кВ с креплением изоляторов на штырях или крюках. Сборка этих опор проста, не требует применения кранов и состоит в последовательной выкладке элементов, припасовке приставки к стойке, ввертывании крюков и закреплении изоляторов. При наличии прицепов для вывоза на трассу длинномерных грузов сборку организуют на монтажных площадках.
При сборке промежуточных одностоечных опор с штыревыми изоляторами соединяют приставки со стойкой и устанавливают оголовок и траверсу. Траверсы поступают на трассу полностью подготовленными с затесами, отверстиями, установленными штырями, в комплекте с раскосами и крепежными изделиями.
При сборке А - образных опор их верхушки собирают с помощью металлических оголовков 3 и стяжных болтов 4, соединяют стойки поперечиной и устанавливают на приставках ригели. Траверсы анкерных опор закрепляют на подтраверсниках, предварительно приподняв домкратом верхушку опоры. Иногда анкерные опоры собирают только с подтраверсниками, а траверсу крепят при установке опоры.
Подкосы опор ВЛ до 1 кВ и трехногих опор ВЛ 6-35 кВ собирают отдельно и соединяют со стойкой или А - образной фермой при установке опоры. Изоляторы навертывают на крюки или штыри при сборке опор.
Сборка П-образных опор. Сборку П-образных опор ВЛ 35-110 кВ с приставками начинают с замера деталей и проверки их соответствия рабочим чертежам. Затем выкладывают краном или вручную приставки и стойки вдоль оси линии, параллельно друг другу, и соединяют их. При сборке опор из пропитанных столбов стойки и приставки предварительно обрабатывают.
Соединенные с приставками стойки выкладывают по обе стороны от оси ВЛ на одинаковом от нее расстоянии так, чтобы приставки были развернуты на внешнюю сторону опоры. Затем к стойкам присоединяют седла для крепления траверс. Отверстия в седлах и стойках должны совпадать, а расстояния от середины седла до верхушки и комля стойки у обеих стоек должны быть одинаковыми. Шипы седла забивают в стойку кувалдой так, чтобы опорная пластина седла плотно прилегала к стойке.
Размечают на траверсе положение осей стоек и вкладывают траверсу в седла так, чтобы метки пришлись посередине седел затем просверливают в траверсе отверстия, крепят ее к стойкам сквозными болтами и устанавливают детали крепления подвесных гирлянд.
Отверстия в стойках для крепления раскосов заранее просверливают на заводах или монтажных площадках. Раскосы обрабатывают только со стороны комля. Подгонку и обработку раскосов со стороны отруба выполняют при сборке опоры. В стойки и раскосы в местах соединения забивают контактные полосы, затем раскосы накладывают на стойки: один раскос - поверх обеих стоек, а второй - так, чтобы его комель лежал под одной из стоек, а отруб находился над второй стойкой. После этого, если надо, просверливают отверстия и вставляют сквозные болты. В месте пересечения раскосов также сверлят отверстия и устанавливают стягивающий болт. Наконец, крепят к приставкам ригели и укрепляют на верхушках стоек защитные крышки.
Сборка П-образных опор с цельными стойками, с грозозащитными тросами и со сваями-приставками, а также опор ВЛ 220 кВ имеет ряд особенностей, связанных с их конструкцией.
П - образные опоры с цельными стойками собирают значительно быстрее, чем с приставками, так как не надо выполнять припасовку приставок к стойкам.
На П - образных опорах с грозозащитным тросом траверсу устанавливают на расстоянии 2,35 м от верхушки стойки. Для крепления троса монтируют специальные поковки, а по одной из стоек прокладывают заземляющие спуски.
Сборку П - образной опоры на деревянных сваях-приставках начинают с погружения сваи в грунт. Плоскость сопряжения свай со стойками должна быть ориентирована вдоль оси ВЛ и обращена к центру опоры. Стойки выкладывают вдоль линии с внутренней стороны свай-приставок и закрепляют на них траверсы. При этом расстояния между центрами седел и центрами отрубов свай-приставок должны совпадать, так как при несоответствии этих размеров траверсы будут стоять наклонно. В каждой стойке и свае-приставке просверливают отверстия диаметром 22 мм для установки шарнирных болтов, вокруг которых вращают стойки опоры при установке. Нижнюю часть стоек поднимают вдоль свай-приставок домкратами или краном так, чтобы эти отверстия совпали, затем пропускают через стойки и сваи шарнирные болты и навертывают гайки. После установки опоры стойку со сваями соединяют постоянными бандажами.
При сборке П-образных опор ВЛ 220 кВ диаметры двойных приставок одной стойки не должны отличаться больше чем на 2-3 см, так как иначе более тонкая приставка при эксплуатации может сломаться. Стойки опоры сначала соединяют с нижней половиной траверсы, а затем на сквозные болты устанавливают верхние седла и верхнюю половину траверсы.
Сборка АП - образных опор. До начала сборки бригада электролинейщиков из 5-6 человек выкладывает краном детали опоры на сборочной площадке в соответствии со схемой, показанной на рис.24, а, после чего приступает непосредственно к сборке опоры.
Вначале стойки 6 соединяют с приставками 11 встык деревянными накладками 9 и болтами. Стык должен быть плотным, без просветов, а стойка и приставка должны образовывать прямую линию. Заготовленные стойки собирают в А - образные фермы так же, как А - образные опоры со штыревыми изоляторами. Нижние ригели 1 устанавливают при сборке, а верхние крепят после установки опоры и частичной засыпки котлована. Приставки каждой фермы соединяют временной монтажной распоркой 13 для увеличения жесткости и прочности опоры при монтаже.
Затем приступают к установке А - образных ферм на ребро, располагая их так, чтобы стойки, вокруг которых их будут кантовать, находились по оси котлованов или параллельно биссектрисе угла поворота трассы (рис.24, б). Кантуют фермы краном или трактором с помощью вспомогательной стрелы высотой 3,5-4 м, закрепляют по обе стороны расчалками и приступают к монтажу траверс.
Предварительно размеченную траверсу 4 заводят внутрь угла, образованного стойками А - образных ферм, и укладывают на нижние стойки. К стойкам и траверсе примеряют и подгоняют подтраверсные брусья 5. Сначала устанавливают нижние брусья подтраверсников и крепят их к стойкам болтами. Затем крепят к ним траверсу, к которой, в свою очередь, крепят верхние брусья и, наконец, крепят верхние брусья к стойкам.
На стойках и подтраверсных брусьях устанавливают металлические детали 10 крепления раскоса верхнего яруса, а на траверсе- узлы крепления натяжных гирлянд изоляторов. Затем устанавливают краном раскосы 3 и поперечины 2 нижнего и верхнего ярусов плоскости Я, для чего их предварительно оснащают деталями сопряжения со стойкой. Для работы на высоте при установке раскосов и поперечин используют переносные лестницы.
В правильно собранной опоре А-образные фермы образуют с траверсой прямые углы, а комли стоек находится в вершинах прямоугольника. Отклонения габаритных размеров не должны превышать 1 см на 1 м длины. На тросовых АП - образных опорах монтируют дополнительную тросовую траверсу и металлические тяги, усиливающие жесткость верхнего яруса, и прокладывают заземляющие спуски.
Порядок сборки АП - образных опор ВЛ 220 кВ аналогичен описанному, только два бревна, составляющих траверсу, крепят не внутри угла, образованного стойками А - образных ферм, а снаружи, причем комли бревен должны быть направлены в противоположные стороны.

Рис.24. Выкладка деталей (а) и сборка А - образных ферм (б) АП - образных опор:
1- ригели,
2, 8 - поперечины плоскостей П и А.
3 - раскосы плоскости П,
4 - траверса,
5 - подтраверсники,
6 - стойки.
7 - подкладки,
9- накладки дли соединения стоики с приставкой,
10 - детали крепления раскосой,
11 - приставки.
12 - котлованы,
13 - монтажная распорка
Иногда сборку АП - образных опор начинают с П-образных ферм. Сначала собирают все элементы нижней П - образной фермы, причем затес верхушек стоек должен быть обращен вверх. Затем на стойки нижней фермы накладывают верхние стойки, предварительно соединенные с приставками (затес верхушек должен быть обращен вниз). Верхние стойки временно соединяют в верхушке с нижними накладками и крайними от вершины болтами и собирают поперечины и раскосы верхней П - образной фермы. После этого к верхним стойкам присоединяют поперечины А - образных плоскостей, при этом свободные концы поперечины временно укладывают вдоль стоек. Поперечины не затягивают болтами, чтобы при подъема верхней фермы они могли спуститься под действием собственной массы. Затем поднимают краном верхнюю П - образную ферму, вращая ее вокруг скрепленных верхушек, пока расстояние между комлями приставок не достигнет проектного. Наконец, производят окончательную сборку верхушек, крепление поперечин плоскости А, установку подтраверсников и траверс.
Работы по сборке деревянных опор всех типов заканчивают прокладкой заземляющего спуска (если это указано в проекте) и крепления его скобами.
Общие требования по сборке опор. Сопряжения всех частей собранной опоры должны быть плотно пригнаны, а болты - надежно затянуты. Резьба болтов не должна выступать за гайку на длину более 10 мм, под гайкой должен быть достаточный запас резьбы для последующей подтяжки стыка при усыхании древесины. Выступающая часть болтов, находящихся на высоте до 3 м от земли, должна быть расчеканена.
Места обработки пропитанных деталей опоры необходимо промазать горячим антисептиком, а места поврежденной окраски металлических, деталей - покрыть битумным лаком.
Окончив работу, заполняют журнал сборки опор, в котором отмечают марку и тип собранной опоры, отклонения ее габаритных размеров от проекта, диаметры основных элементов и примененных болтов. Журнал подписывает мастер по сборке опор и проверяют производитель работ и инспектор технадзора заказчика. После устранения недоделок в нем делают отметку о приемке опоры и разрешении на ее установку.
|
|
|
Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

