Понятие устойчивости
Одним из первых вопросов, возникающих при исследовании и проектировании линейных систем управления, является вопрос об их устойчивости. Линейная система называется устойчивой, если при выведении ее внешними воздействиями из состояния равновесия (покоя) она возвращается в него после прекращения внешних воздействий. Если после прекращения внешнего воздействия система не возвращается к состоянию равновесия, то она является неустойчивой. Для нормального функционирования системы управления необходимо, чтобы она была устойчивой, так как в противном случае в ней возникают большие ошибки.
Определение устойчивости обычно проводят на начальном этапе создания системы управления. Это объясняется двумя причинами. Во-первых, анализ устойчивости довольно прост. Во-вторых, неустойчивые системы могут быть скорректированы, т.е. преобразованы в устойчивые с помощью добавления специальных корректирующих звеньев.
Пропорционально-дифференциальный (ПД) регулятор
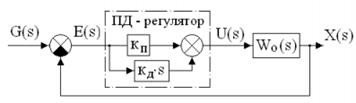
Управляющее воздействие U(s), приложенное к объекту управления с передаточной функцией WO(s), определяется равенством

где кП и кД – коэффициенты пропорциональности по ошибке и её производной соответственно, а Т1 – постоянная времени. Таким образом, управляющее воздействие (1) имеет две составляющие: одну пропорциональную ошибке, другую пропорциональную скорости ошибки. Особенно эффективен этот регулятор, когда входное воздействие имеет линейно нарастающий характер. Величина ошибки в начальной стадии отработки сигнала воздействия мала, а значение производной от ошибки пропорционально скорости линейного воздействия G(s) (тангенсу угла наклона линейной функции). Когда же ошибка установится, эффект от дифференцирования сводится к минимуму.
Пропорционально-интегрально-дифференциальный (ПИД) регулятор
В таком регуляторе для формирования управляющего воздействия используется информация о самой ошибке, её производной и интеграле от нее


Передаточная функция регулятора определяется равенством.

Где  Поскольку операция дифференцирования часто выполняется пассивными элементами, то коэффициент КД меньше единицы. При выполнении условия кП > кД частотные свойства регулятора близки к свойствам изодромного устройства. Этот вид регулятора является более общим и используется по мере необходимости при разработке систем управления.
Поскольку операция дифференцирования часто выполняется пассивными элементами, то коэффициент КД меньше единицы. При выполнении условия кП > кД частотные свойства регулятора близки к свойствам изодромного устройства. Этот вид регулятора является более общим и используется по мере необходимости при разработке систем управления.
36. Расчет потребляемой и полезной мощностей в электроприводах постоянного и
переменного тока.
Электропривод переменного тока потребляет из сети активную Р и реактивную Q мощности. Активная мощность расходуется на осуществление электроприводом полезной работы и покрытия потерь в нем, а реактивная мощность обеспечивает создание электромагнитных полей двигателя и непосредственно полезной работы не производит.
Коэффициент мощности электропривода характеризует его как потребителя электроэнергии
 ,
,
где S – полная потребляемая мощность.
Угол j определяет сдвиг фаз между напряжением сети и током электропривода. Электропривод, потребляя реактивную мощность, дополнительно нагружает систему электроснабжения, вызывая дополнительные потери напряжения и энергии в ее элементах.
Для большинства АД  . Для этих значений
. Для этих значений  , т.е. АД на каждый киловатт активной мощности потребляет из сети 0,5...0,75 квар реактивной мощности. Чем ниже cosj, тем большую реактивную мощность потребляет АД из сети, загружая её дополнительным током и вызывая в ней дополнительные потери.
, т.е. АД на каждый киловатт активной мощности потребляет из сети 0,5...0,75 квар реактивной мощности. Чем ниже cosj, тем большую реактивную мощность потребляет АД из сети, загружая её дополнительным током и вызывая в ней дополнительные потери.
Коэффициент мощности АД существенно зависит от его нагрузки. При холостом ходе АД коэффициент невелик, т.к. относительно велика доля реактивной мощности по сравнению с активной. По мере увеличения нагрузки АД возрастает и cosj достигая своего максимального значения примерно в области номинальной нагрузки. Зависимость cosj от кратности механической нагрузки для АД серии 4А при различных уровнях номинальных cosjн представлена на рисунке.
Асинхронные двигатели являются основными потребителями реактивной мощности в системе электроснабжения. Для снижения потребления АД реактивной мощности и тем самым повышения коэффициента мощности необходимо выполнить следующее:
заменить малозагруженный АД двигателем меньшей мощности. При замене АД меньшей мощности будет работать в области больших нагрузок с более высоким cosj. Кроме того КПД полностью загруженного двигателя будет высоким;
понизить напряжение у АД, работающего с малой загрузкой. При этом уменьшаются потребляемый из сети ток и реактивная мощность и повышается cosj. Реализуется это с помощью регулятора напряжения или, переключением обмотки статора со схемы треугольника на звезду, что приводит к снижению напряжения на обмотке каждой фазы  в
в  раз;
раз;
ограничить холостой ход АД;
применить СД вместо АД;
использовать компенсирующие устройства.
Главным требованием при выборе электродвигателя является соответствие его мощности условиям технологического процесса рабочей машины.
Применение двигателя недостаточной мощности приводит к нарушению технологического режима работы установки, снижению производительности, повышению нагрева, ускорения старения изоляции и выхода двигателя из строя. Недопустимым является также использование двигателя завышенной мощности, т.к. при этом повышается стоимость привода, увеличиваются потери электроэнергии за счет снижения КПД двигателя, снижается коэффициент мощности.
Выбор двигателя производится в следующей последовательности:
расчет мощности и предварительный выбор двигателя;
проверка выбранного двигателя по нагреву.
проверка выбранного двигателя по условиям пуска и перегрузки.
Основой для расчета мощности и выбора двигателя являются нагрузочные диаграммы, которые связывают режим работы двигателя с технологическим процессом. Их можно разделить на две группы:
диаграммы, у которых статический момент меняется случайным образом по неизвестному закону;
диаграммы, у которых статический момент меняется по известному закону.
В первом случае экспериментально снимается зависимость тока двигателя во времени, которая далее разбивается на ряд участков. Для каждого участка по среднему значению тока из статических характеристик определяются величины скорости и момента. Ускорение определяется как тангенс угла наклона кривой скорости к оси времени.
Для второго случая механические характеристики могут быть разделены на следующие четыре основные категории.

Момент постоянный, т.е. не зависит от скорости. Типичный пример - это подъёмный кран (рис. а). Принятый неизменным вес поднятого груза создаёт силу и, таким образом, момент двигателя. В этом случае мощность на валу, являющаяся произведением момента и скорости, линейно зависит от скорости.
В некоторых случаях, например, при перемешивании веществ с низкой частотой вращения, момент пропорционален частоте вращения (рис. б). Мощность, будучи произведением момента и скорости, пропорциональна второй степени (квадрату) скорости. Таким образом, при скорости, равной половине номинальной, требуемый момент равен также половине номинального, а мощность - четверти номинального значения.
Для передвижения жидкостей и газов требуется давление, пропорциональное квадрату скорости (т.е. перемещаемому объёму, рис. в). Так как центробежный насос перемещает объём, пропорциональный скорости, то давление и момент двигателя пропорциональны квадрату скорости. Следовательно, мощность пропорциональна третьей степени скорости. В этом случае, при уменьшении потока вдвое, требуется только 12,5 процентов мощности, потребляемой при полном потоке.
Есть некоторые очень вязкие вещества (например, хлебное тесто), которые становятся менее вязкими при увеличении скорости перемешивания (рис. г). В этом случае момент при пуске (скорость равна 0) может быть значительно выше, если, например, вещество стало более вязким после продолжительного простоя. Этот тип нагрузки имеет интересное свойство: максимальная мощность может потребляться при скорости, меньшей, чем номинальная.
На рисунке приведены типовые нагрузочные диаграммы электропривода подъемных механизмов. Число периодов (участков) у таких диаграмм может быть от трех до семи.

37.Методы расширения адресного пространства МП.
Известно, что размер адресного пространства определяется разрядностью счётчика команд микропроцессора. Достаточно часто при развитии микропроцессорной системы возможности адресного пространства исчерпываются. В таком случае приходится прибегать к методам расширения адресного пространства. Для расширения адресного пространства можно воспользоваться параллельным портом. Внешние выводы параллельного порта при этом используются в качестве старших битов адресной шины. Такой метод расширения адресного пространства называется страничным методом адресации. Регистр данных параллельного порта при использовании его для расширения адресного пространства будет называться переключателем страниц. Схема использования параллельного порта в качестве переключателя страниц памяти приведена на рисунке 4.

Рисунок 4. Использование параллельного порта в качестве переключателя страниц памяти
В этой схеме параллельный порт используется в качестве простейшего контроллера памяти микропроцессорного устройства. При применении восьмиразрядного параллельного порта в микропроцессорной системе появились дополнительные восемь линий адреса. В результате адресное пространство микропроцессорной системы увеличилось до 16 Мегабайт. Структура нового адресного пространства приведена на рисунке 5, а принцип формирования нового адреса с использованием переключателя страниц приведён на рисунке 6.

Рисунок 5. Структура страничного адресного пространства

Рисунок 6. Формирование адреса с использованием переключателя страниц
Метод страничной адресации прост в реализации и при формировании адреса физической памяти не приводит к дополнительным временным задержкам, но при использовании многозадачного режима работы процессора для каждой активной задачи выделяется целая страница в системной памяти микропроцессора. При такой работе в системной памяти процессора остаётся много неиспользуемых областей. Решить возникшую проблему позволяет метод сегментной организации памяти. При сегментном методе организации памяти для расширения адресного пространства используется базовый регистр, относительно которого производится адресация команд или данных в программе. Разрядность базового регистра обычно выбирают равной разрядности счётчика команд. В качестве базового регистра, как и при страничной организации памяти, можно использовать параллельный порт. Для формирования физического адреса используется параллельный двоичный сумматор. На входы этого сумматора подаётся содержимое базового регистра и содержимое счётчика команд. Суммирование производится со смещением содержимого базового регистра влево на несколько бит относительно счётчика команд (рисунок 8). В результате максимальный размер сегмента определяется разрядностью программного счётчика, а максимальная неиспользуемая область памяти — смещением базового регистра относительно программного счётчика. Адресное пространство при использовании сегментного метода адресации приведено на рисунке 7.

Рисунок 7. Пример адресного пространства с разделением на сегменты
Количество сегментов определяется количеством базовых регистров. Сегменты могут перекрываться в адресном пространстве, и тем самым может регулироваться размер памяти, который отводится под каждый конкретный сегмент памяти. В компьютерах семейства IBM PC имеются четыре базовых регистра, определяющих сегмент данных, сегмент программы, сегмент стека и дополнительный сегмент. Информацию в базовые регистры заносит операционная система при переключении задач.
Рисунок 8. Формирование адреса при сегментной адресации
Ещё одним распространённым способом увеличения адресного пространства является применение окон. При использовании окон производится расширение не всего адресного пространства, а только его части. Внутри адресного пространства выделяется некоторая область, которая называется окном. В это окно может отображаться часть другого адресного пространства. При использовании окон может быть использован как страничный метод отображения адресного пространства, так и сегментный метод отображения адресного пространства в окно. При использовании страничного метода отображения, конкретная страница другого адресного пространства, которая в данный момент отображается в окно памяти, определяется переключателем страниц, построенному по такому же принципу как это было рассмотрено на рисунке 4. При использовании сегментного метода отображения, конкретная область адресного пространства, которая будет отображаться в окно, определяется содержимым базового регистра. Если разрядность адреса вспомогательного адресного пространства, отображаемого в окно основной памяти, совпадает с разрядностью базового регистра, то любая область вспомогательной памяти может быть отображена в основную память с точностью до байта. Принцип построения оконной адресации при отображении страниц показан на рисунке 9.
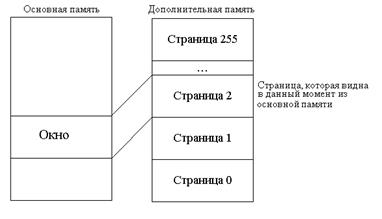
Рисунок 9. Применение окна для расширения адресного пространства
Оконная адресация часто используется при развитии микропроцессорных семейств, когда размера областей памяти, отведённых для конкретных задач в младших моделях семейства, не хватает для старших моделей семейства, а при этом нужно поддерживать аппаратную совместимость с младшими моделями семейства. В качестве примера можно привести микросхемы I81c96 фирмы INTEL или TMS320c5410 фирмы Texas Instrument, где для расширения области регистров специальных функций используется оконная адресация.
38. Дискретные технологические процессы.
Дискретные технологические процессы(ДТП) характеризуются! в основном следующими особенностями: наличием отдельных операций с четко выраженными началом и концом; наличием регламентированных перерывов с остановом и выключением различных групп технологического оборудования; относительной универсальностью единиц технологического оборудования, что обусловливает возможность выполнения на одном рабочем месте нескольких видов операций. К характерным признакам ДТП относится также наличие партий при обработке деталей и межоперационных заделов. Общий дискретный технологический процесс, как правило, подразделяется на заготовительные и сборочные процессы. Заготовительные процессы осуществляются в заготовительных цехах | предприятия, где выпускают всю номенклатуру деталей, которая в совокупности с поставками со стороны необходима для работы сборочных цехов. Номенклатура деталей в соответствующем количестве по каждой позиции, достаточная для выпуска одного полностью укомплектованного изделия сборочными цехами, называется машинокомплектом. Сборочный процесс накладывает организационную зависимость на работу технологических единиц, требуя поставки всей номенклатуры машинокомплектав заданные сроки, определяемые ритмичностью, темпом сборки и наличием заказов. Если при непрерывной технологии каждая технологическая линия постоянно выполняет одну и ту же операцию, то в дискретном производстве в результате многокомпонентного состава изделий размерность номенклатуры Нпревышает число технологических линий ТЛ.В этих условиях для обеспечения выпуска всей необходимой номенклатуры деталей оборудование должно носить в большей или меньшей степени универсальный характер для возможности производства различных деталей на одном станке. Требующаяся в связи с этим синхронизация работы оборудования с ритмом сборочных процессов приводит к необходимости использования специфических средств организации дискретного производства — переналадок технологических линий с выпуска одних типов деталей на другие, выпуска деталей партиями, создания различных технологических заделов. В свою очередь, такие характеристики, как частота переналадок, размер партий деталей, объем заделов различных видов, зависят от соотношения между числом технологических линий ТЛи размерностью номенклатуры Н.От этого соотношения зависит вид производства. Чем универсальное оборудование, тем при заданной номенклатуре больше отношение Н/ТЛ и тем в большей степени производственный процесс носит дискретный характер. Отношение k  = H/TJ1называется коэффициентом дискретности. Принято выделять три основных вида производства: массовый, серийный, единичный. Массовое производствохарактеризуется изготовлением ограниченной номенклатуры изделий на узкоспециализированных рабочих местах. Для этого производства k = 2 - 3. Серийное производствохарактеризуется изготовлением более широкой номенклатуры изделий повторяющимися сериями (партиями) на рабочих местах с широкой специализацией. При этом коэффициент дискретности может изменяться в пределах k = 3 - 10. Единичное производствохарактеризуется изготовлением широкой номенклатуры изделий в единичных количествах, повторяющихся через определенные промежутки времени или вовсе не повторяющихся, на рабочих местах, не имеющих определенной специализации. Наряду с рассмотренными существуют также промежуточные виды производства: крупно-, средне- и мелкосерийные. Крупносерийное производство приближается по своим характеристикам к массовому, а мелкосерийное — к единичному производствам. Конечной целью системы управления дискретными технологическими процессами, как и непрерывными, является обеспечение ритмичной работы предприятия. Но в дискретном производстве эта задача из-за сложности и значимости выступает на первый план. Нарушение нормального рабочего ритма происходит в конечном счете в результате возникновения дефицита деталей на сборке. Если наличие дефицита обнаружено только в процессе сборки, то время его ликвидации заготовительными цехами определяет время простоя. При ликвидации дефицита в первую очередь выпускаются детали, требующиеся для текущей работы сборочных цехов. Это может привести к тому, что нарушается нормальный ритм работы заготовительного производства и создаются условия для нового возникновения дефицита через некоторое время. Отсюда следует вся важность задачи оптимальной координации и управления работой заготовительных цехов в дискретных технологических процессах. Нарушение нормального рабочего ритма может возникать не только в результате ошибок в планировании, но также и по следующим причинам: невыполнение обязательств смежниками, аварии оборудования, недостаточная обеспеченность трудовыми ресурсами. Последние три фактора носят в большей или меньшей степени стихийный характер и характерны как для непрерывных, так и для дискретных технологических процессов. В то же время задача координации характерна именно для дискретного производства. Ниже рассмотрена эта задача в различных ее аспектах. Ее решение включает расчет и увязку производственных программ заготовительных цехов и сборки при изменении объемов и номенклатуры производимой продукции, а также контроль за выполнением программ и оперативное вмешательство при возникающих отклонениях в ходе производства.
= H/TJ1называется коэффициентом дискретности. Принято выделять три основных вида производства: массовый, серийный, единичный. Массовое производствохарактеризуется изготовлением ограниченной номенклатуры изделий на узкоспециализированных рабочих местах. Для этого производства k = 2 - 3. Серийное производствохарактеризуется изготовлением более широкой номенклатуры изделий повторяющимися сериями (партиями) на рабочих местах с широкой специализацией. При этом коэффициент дискретности может изменяться в пределах k = 3 - 10. Единичное производствохарактеризуется изготовлением широкой номенклатуры изделий в единичных количествах, повторяющихся через определенные промежутки времени или вовсе не повторяющихся, на рабочих местах, не имеющих определенной специализации. Наряду с рассмотренными существуют также промежуточные виды производства: крупно-, средне- и мелкосерийные. Крупносерийное производство приближается по своим характеристикам к массовому, а мелкосерийное — к единичному производствам. Конечной целью системы управления дискретными технологическими процессами, как и непрерывными, является обеспечение ритмичной работы предприятия. Но в дискретном производстве эта задача из-за сложности и значимости выступает на первый план. Нарушение нормального рабочего ритма происходит в конечном счете в результате возникновения дефицита деталей на сборке. Если наличие дефицита обнаружено только в процессе сборки, то время его ликвидации заготовительными цехами определяет время простоя. При ликвидации дефицита в первую очередь выпускаются детали, требующиеся для текущей работы сборочных цехов. Это может привести к тому, что нарушается нормальный ритм работы заготовительного производства и создаются условия для нового возникновения дефицита через некоторое время. Отсюда следует вся важность задачи оптимальной координации и управления работой заготовительных цехов в дискретных технологических процессах. Нарушение нормального рабочего ритма может возникать не только в результате ошибок в планировании, но также и по следующим причинам: невыполнение обязательств смежниками, аварии оборудования, недостаточная обеспеченность трудовыми ресурсами. Последние три фактора носят в большей или меньшей степени стихийный характер и характерны как для непрерывных, так и для дискретных технологических процессов. В то же время задача координации характерна именно для дискретного производства. Ниже рассмотрена эта задача в различных ее аспектах. Ее решение включает расчет и увязку производственных программ заготовительных цехов и сборки при изменении объемов и номенклатуры производимой продукции, а также контроль за выполнением программ и оперативное вмешательство при возникающих отклонениях в ходе производства.
39. Автоматические линии, общие принципы построения.
Автоматические линии (АЛ) предназначены для изготовления деталей в условиях крупносерийного и массового производства. Экономическая эффективность использования АЛ достигается благодаря их высокой производительности, сокращению обслуживающего персонала, стабильному качеству изделий, ритмичности выпуска, созданию условий для современных методов организации производства и, как следствие, низкой себестоимости продукции. Автоматическая линия представляет собой совокупность автоматического основного технологического и вспомогательного оборудования (машин), установленного в порядке следования технологического процесса и имеющего общее управление или несколько взаимосвязанных систем управления. Загрузка, разгрузка и межоперационное перемещение заготовок от станка к станку осуществляются автоматической транспортной системой, имеющей накопитель первичной загрузки. АЛ должна содержать не менее двух автоматических станков. По степени совмещения времени обработки с транспортированием заготовки АЛ подразделяют на:
- стационарные,
- роторные,
- конвейерные.
По числу потоков различают однопоточные (каждая операция выполняется на одной заготовке) и многопоточные (одна и та же операция выполняется одновременно на нескольких заготовках). Транспортные потоки на линиях могут быть зависимыми и независимыми, т.е. заготовки на последующую обработку поступают на определенное оборудование или нет. По числу типов одновременно обрабатываемых заготовок линии подразделяют на однопредметные (однономенклатурные) и многопредметные (многономенклатурные).Гибкая АЛ — переналаживаемая на заданную и перенастраиваемая на новую номенклатуру деталей. Переналадка может осуществляться регулированием. Автоматические линии (АЛ) используются в крупносерийном и массовом производствах. В основе лежит принцип концентрации операций. Степень концентрации характеризуется числом инструментов, которые одновременно или со смещением во времени обрабатывают заготовку. Конструктивное объединение рабочих позиций может производиться последовательно (рис. 1), параллельно (рис. 2) и параллельно-последовательно (рис. 3).

При последовательном объединении рабочих позиций перемещение заготовок может быть дискретным и непрерывным. При параллельном объединении рабочих позиций на одном станке выполняются одиночные операции.
40. Структура микропроцессорной системы ЧПУ.
Из всего многообразия типов систем числового программного управления рассмотрим наиболее часто встречающиеся. Как говорилось выше, по некоторым особенностям функционирования и способов переработки информации все системы ЧПУ делятся на две большие группы типа NC и CNC. Структурная схема систем ЧПУ класса NC. В общем виде структуру числового программного управления можно представить в виде 3-х блоков: управляющая программа, устройство ЧПУ, станок. Управляющая программа содержит укрупненное кодированное описание всех стадий обработки детали. В качестве программоносителя чаще всего используется перфолента или магнитная лента. В устройстве ЧПУ управляющая про- грамма транслируется в результате чего происходит формирование команд в реальном масштабе машинного времени станка. Станок представляет собой основной потребитель управляющей информации, а более конкретно – механизмы координатных подач, регулируемый привод главного движения, устройство смены инструмента, устройство зажима заготовки. Рассмотрим структурную схему системы ЧПУ типа NC (рис.6.1) Устройство ввода – предназначено для по кадрового ввода управляющей программы. Для этой цели применяются фотосчитывающие устройства (ФСУ). Блок запоминания – предназначен для хранения в в буферной памяти информации одного кадра, необходимый из-за того, что информация с перфоленты считывается последовательно, а используется параллельно, т.е. вся сразу. В этом блоке осуществляется контроль и формирование соответствующего сигнала в случае возникновения ошибки. Во многих СЧПУ этот блок может принимать информацию от ЭВМ минуя ФСУ.

Структурные схемы систем ЧПУ класса CNC. С появлением систем класса CNC значительно расширились функциональные возможности программного управления, появились функции, которые раньше не могли быть реализованы: хранение программы управления и ее редактирование непосредственно на рабочем месте, расширенные возможности индикации на дисплее, диалоговое общение с оператором, широкие возможности коррекции, в том числе и погрешностей станка и др. Появление микропроцессоров и микро- ЭВМ привело к качественным изменениям в технике программного управления. Появилась возможность унифицировать аппаратные части УЧПУ для различных групп станков, что позволило резко сократить число модификаций устройств, уменьшить время их проектирования и изготовления.
Несмотря на относительно малый срок применения систем ЧПУ данного типа, они в своем развитии прошли несколько этапов, определяемых уровнем развития электронной техники. Первые устройства этого типа напоминали микро ЭВМ и имели структуру представленную на рис. 6.2. 42 Связь со станком в этих системах осуществляется через интерфейсный блок привода, через который осуществляется обмен управляющими сигналами на при- вод и сигналами с датчиков обратной связи.

Основным недостатком систем данного типа является малая скорость выдачи управляющих команд в приводы металлорежущего станка, так как микро ЭВМ решает здесь все задачи связанные с управление приводами, первичной обработкой данных, диспетчирования и некоторые другие. Для снятия этого ограничения получили распространение системы управления с микропроцессором на входе (рис.6.3).

Рис.6.3. Обобщенная структурная схема систему ЧПУ с микропроцессором на входе
Микропроцессорный узел здесь обладает определенной автономией и решает задачи распределения в памяти управляющей технологической программы, пер- вичной переработки информации, обращение к периферии, обработки прерыва- ний и др. Задача формирования траектории решается специализированными бло- ками. Недостатком таких систем является наличие специализированных блоков. Современные устройства ЧПУ типа CNC строят на базе одного или несколь- ких процессоров. Структурная схема такой системы ЧПУ «Электроника НЦ – 31» представлена на рисунке 6.4.

УЧПУ предназначено для управления токарными станками со следящим приводом подач и импульсными датчиками обратной связи. КИП – контроллер импульсных преобразователей в код угла поворота по осям x, z шпинделя и штурвала АМТ – адаптер магистрали МНЦ и программируемой таймер ВП – внешняя память Блоки П1, П2, ОЗУ и АМТ – образуют вычислительную часть Блоки ПО, КП, КИП, КЭ реализуют связь со станком. Все функциональные модули взаимодействуют между собой через магистраль МНЦ. Все модули делят- Рис.6.4. Структурная схема устройства ЧПУ «Электроника НЦ – 31» 44 ся на ведущие и ведомые. Ведущие модули П1, П2, АМТ, К.Э., КИП, ПО в про- цессе работы требуют обмена информацией с другими модулями или прервать работу другого модуля. Ведомые модули ОЗУ, ОЗУ-ВП, КП участвуют в обмене информацией. Обмен информацией по МНЦ между модулями осуществляется 16 разряд- ными словами. Адрес хранения слова также представляется в виде 16-разрядного двоичного хода. Магистраль МНЦ представляется одному из ведущих модулей по специальному алгоритму процессором П1. Дополнительный канал управления увеличивает функциональную гибкость УЧПУ и позволяет сократить аппаратную часть в модулях К.Э., КИП, КП, ПО. Процессоры П1 и П2 совместно выполняют программу работы УЧПУ. Модуль КЭ обеспечивает необходимое электрическое согласование сигналов между УЧПУ и электроавтоматикой Модуль КИП выполняет следующие функции: преобразует сигналы между УЧПУ и датчиками угла поворота; преобразует унитарный ход в 16-ти разрядный двоичный ход. Модуль КП, обеспечивающий управление подачей режущего инструмента по осям x и z, преобразует двоичный ход скорости подачи в пропорциональный это- му ходу аналоговый сигнал. Аналоговый сигнал изменяется в диапазоне от -10в до +10 в с шагом 5 мв. Модуль АМТ выполняет функцию преобразования МНЦ в радиальный канал управления модулями К Э, КИП, КП, ПО.
41. Система команд и методы адресации микроконтроллера 68НС908GP32.
Система команд:
Команды LDA, LDX, производящие загрузку операнда в регистры A, X, используют все способы адресации, кроме относительного и индексного с пост-инкрементом. При записи содержимого регистров A, X в память командами STA, STX не используется также непосредственная адресация. Команда LDHX позволяет записать в индексный регистр H:X двухбайтовый непосредственный операнд #Im, который содержится во втором и третьем байте команды, или загрузить в этот регистр содержимое двух рядом расположенных ячеек памяти. Команда STHX производит запись содержимого H:X в две рядом расположенные ячейки памяти. При обращении к памяти в командах LDHX,STHX задается адрес первой ячейки памяти с помощью 8-разрядной прямой адресации.
Команды TAX, TXA выполняют пересылку операндов между регистрами A и X. Команды TAP и TPA позволяют соответственно считать в аккумулятор содержимое регистра признаков CCR для последующего анализа или сохранения и загрузить в этот регистр новое содержимое из аккумулятора.
К этой же группе относятся команды CLRA, CLRX, CLRH, CLR (opr), производящие запись 0 в регистры A, X, H и ячейку памяти. В команде CLR (opr) могут использоваться следующие способы адресации: индексная, индексная по указателю стека с 8-разрядным смещением или прямая с 8-разрядным адресом.
Команда NSA меняет местами старшую (биты A7-4) и младшую (биты A3-0) тетрады содержимого аккумулятора.
Отдельную подгруппу составляют команды сохранения в стеке содержимого регистров ^ A, H, X и загрузки этих регистров из стека. Команды сохранения PSHA, PSHH, PSHX пересылают содержимое соответствующих регистров в ячейку памяти, адресуемую содержимым регистра SP, затем содержимое этого регистра уменьшается на 1, адресуя следующую свободную ячейку стека. Команды загрузки увеличивают на 1 содержимое SP, адресуя верхнюю заполненную ячейку стека, после чего содержимое ячейки загружается в соответствующий регистр.
Команда MOV обеспечивает пересылку содержимого между двумя ячейками памяти. При этом возможны четыре варианта выполнения команды:
MOV #Im, addr8 - пересылка непосредственного операнда Im в прямо адресуемую ячейку памяти;
MOV addr8-s, addr8-d - пересылка между двумя прямо адресуемыми ячейками памяти: источником (адрес addr8-s) и приемником (адрес addr8-d);
MOV addr8, X - пересылка содержимого прямо адресуемой ячейки в ячейку, адресуемую с помощью регистра ^ H:X, после пересылки производится инкремент содержимого H:X;
MOV X, addr8 - пересылка содержимого ячейки, адресуемой с помощью регистра H:X, в прямо адресуемую ячейку памяти; после пересылки производится инкремент содержимого H:X.
Во всех вариантах команды MOV используется только 8-рязрядная прямая адресация.
Способы адресации. Микроконтроллер выполняет набор операций над операндами, размещенными в регистрах A, X и памяти. Команды имеют длину от 1 до 3 байтов: первый байт содержит код операции, второй и третий байты обеспечивают адресацию операнда. Для выборки операнда используются следующие способы адресации:
- регистровая (операнд располагается в регистре A или X);
- индексная (адресом операнда служит содержимое регистра H:X);
- индексная со смещением (адрес операнда образуется сложением содержимого регистра H:X и 8- или 16-разрядного смещения, заданного во втором и третьем байте команды);
- индексная с пост-инкрементом (используется только в командах MOV и CBEQ - адресом операнда служит содержимое регистра H:X, которое после выполнения команды автоматически увеличивается на 1);
- индексная со смещением и пост-инкрементом (используется только в команде CBEQ - адрес операнда образуется сложением содержимого регистра H:X и 8-разрядного смещения, заданного во втором байте команды, после выполнения команды содержимое регистра H:X автоматически увеличивается на 1);
- индексная по указателю стека со смещением (адрес операнда образуется сложением содержимого регистра ^ SP и 8- или 16-разрядного смещения, заданного во втором и третьем байте команды);
- прямая (8- или 16-разрядный адрес операнда задается во втором и третьем байте команды);
- непосредственная (8-разрядный операнд задается во втором байте команды);
- относительная (используется только в командах ветвления - адрес команды образуется сложением текущего содержимого PC и заданного во втором байте команды 8-разрядного смещения, которое является числом со знаком).
При прямой адресации с 8-разрядным адресом обращение возможно только к 256 начальным позициям адресного пространства (см. рис.2), в котором располагаются регистры интерфейсных и периферийных модулей и часть ОЗУ. При индексной адресации смещение является числом без знака. Индексная адресация и прямая адресация с 16-разрядным адресом позволяют обращаться к любой позиции адресного пространства, однако при этом необходимо, чтобы значение адреса не превышало $FFFF. При относительной адресации возможен переход к командам, расположенным в пределах 127 позиций ниже или выше очередной команды программы.
В набор команд входят безадресные и одноадресные команды. Регистровая адресация задается указанием имени соответствующего регистра A, X в мнемокоде команды, поэтому команды с такой адресацией являются безадресными. В одноадресных командах задается адрес используемого операнда или размещения результата. В таблицах после мнемокода этих команд указывается символ (opr), который при записи на языке Ассемблера заменяется символом, определяющим способ адресации:
$addr8 или $addr16 – 8- или 16-разрядное значение адреса в шестнадцатиричной форме при прямой адресации;
^ X – при индексной адресации;
X - при индексной адресации с пост-инкрементом;
d8, X или d16, X – при индексной адресации со смещением (d8, d16 – 8- или 16-разрядное смещение);
d8, X - при индексной адресации с пост-инкрементом и смещением (d8 – 8-разрядное смещение);
d8, SP или d16, SP – при индексной адресации по указателю стека со смещением (d8, d16 – 8- или 16-разрядное смещение).
Адресуемый таким образом операнд, выбираемый из ячейки памяти, обозначается символом ^ M. При непосредственной адресации символ (opr) заменяется на #Im - значение операнда Im с префиксом #.
Выполняемые микроконтроллером команды делятся на группы команд пересылки, арифметических и логических операций, сд








