Введение
Создание новых материалов, используемых при производстве одежды, совершенствование оборудования, изменение направлений моды, разработка новых способов технологической обработки изделий требуют от учащихся не только наличие глубоких знаний, но и постоянное их совершенствование.
В методическом пособии «Обработка изделий из различных материалов и трикотажа» рассмотрены вопросы технологии изготовления одежды из трикотажного полотна, искусственной кожи и замши, дублированного материала, прозрачных материалов и микроволокна, бархата и панбархата. В данном пособии описываются виды материалов, даны рекомендации по выбору оборудования, представлены виды швов и их характеристика, а также особенности обработки основных деталей и узлов изделий с изображениями схем выполнения по каждому виду материала.
Для студентов начального, среднего профессионального образования, студентов высших учебных заведений.
Особенности технологии изготовления одежды из трикотажного полотна.
Выпускаемые трикотажные материалы разнообразны как по переплетениям нитей, видам отделок, волокнистому составу, так и по физико-механическим свойствам.
К основным свойствам трикотажных полотен, влияющих на процесс изготовления изделия, относятся растяжимость и прорубаемость полотна. Эти факторы учитывают при разработке конструкции изделия, выборе способов обработки и оборудования.
Технология изготовлений одежды из трикотажного полотна требует соблюдения ряда правил, учитывающих свойства трикотажных полотен.
В настоящее время все больше производится изделий из формоустойчивых трикотажных полотен, позволяющих использовать при изготовлении швейные технологии изделий из ткани. Наряду с этим достаточно большое количество изделий производится из тонких трикотажных полотен, ажурных и рельефных полотен, бархата на трикотажной основе, трикотажных полотен с махровой или ворсованной изнаночной стороной, высокоэластичных трикотажных полотен и т.д.
Широко используется технология соединения деталей плоскими швами с одно- или двусторонним застилом ниток, что обеспечивает изделиям определенные эстетические и эксплуатационные показатели качества, в том числе удобство в носке и долговечность.
Выбор швейных игл и ниток.
При изготовлении одежды из трикотажных полотен в качестве скрепляющих материалов применяют хлопчатобумажные, синтетические и шелковые нитки.
Технологические показатели ниток и игл для изготовления изделий из трикотажных полотен представлены в таблице 1.1.
Таблица 1.1.
Технологические показатели ниток и игл для изготовления изделий из трикотажных полотен различной поверхностной плотности.
| Трикотажное полотно
| Поверхностная плотность полотна, г/м²
| Номер иглы
| Линейная плотность ниток, текс
|
| Для платьев, блузок и т.п.
| До 200
| 70, 75, 80
| 16…33
|
| Для костюмов, курток, блузонов и т.п.
| 200…300
| 80, 85, 90
| 30…45
|
| Для пальто, курток и т.п.
| Более 300
| 90, 100
| 40…50
|
Синтетические нитки имеют следующие преимущества по сравнению со швейными нитками из натуральных волокон:
1. Эластичность. Синтетические нитки более эластичны, чем натуральные, что позволяет рекомендовать их для использования при соединении деталей трикотажных изделий, а также для выполнения отделочных строчек, тем более что по внешнему виду они напоминают нитки из натурального шелка.
2. Стойкость к истиранию, а также стойкость окраски к воздействиям светопогоды в несколько раз выше, чем ниток из натуральных волокон.
3. Усадка от замачивания синтетических ниток составляет в среднем 0,2%, хлопчатобумажных – 2% и более.
Комплексные или штапельные синтетические нитки рекомендуется использовать для выполнения швов из синтетических трикотажных полотен, что позволяет применять более тонкие иглы и обеспечивает лучшую растяжимость швов.
Для подшивочных работ, выполнения обметочных строчек в изделиях из трикотажных полотен может быть использована мононить, которая благодаря рассеиванию света незаметна в изделии. Но, не смотря на большую эластичность, мононити не рекомендуется использовать для производства высококачественной одежды из трикотажа, что связано с их жесткостью и неудобством при эксплуатации.
Для выполнения строчек потайного стежка рекомендуется использовать швейные нитки из полиэфира.
Выбор швейных машин.
Высокая эластичность трикотажных полотен вызывает необходимость применения для соединения деталей машин цепного стежка.
В случаях если швы при носке изделия подвергаются небольшим деформациям, для обработки отдельных деталей используют машины челночного стежка. Соединительные строчки выполняют на машинах типа 697 кл., 97 кл. ОЗЛМ, и машинах фирмы «Текстима» 8332 кл. (Германия); обметывание срезов деталей — на машине типа 51 кл. и 51А кл. ПМЗ; подшивание низа изделий и рукавов - на машине 85 кл. ПМЗ; обметывание петель — на машинах типа 225 кл. и 25 кл. ПМЗ.
При изготовлении трикотажных изделий широко применяют плоскошовные машины.
Требования к частоте стежков.
Необходимую прочность и надежность в эксплуатации обеспечивает правильный подбор количества стежков в определенной строчке. Частота стежков для машинных строчек представлена в табл. 1.2.
Таблица 1.2.
Требования к влажно-тепловой обработке.
Трикотажные полотна с большим содержанием синтетических волокон. Обрабатывают без увлажнения или с небольшим увлажнением. При обработке швов, а также обработке обтачанных деталей вначале сутюживают посадку, образовавшуюся от строчки, затем производят обработку шва, детали; во избежание образования лас используют проутюжильник из нескольких слоев марли, байки.
Трикотажные полотна с рельефной поверхностью.
Обрабатывают без сильного прижима утюжильной поверхности во избежание утраты рельефа, уплотнения структуры материала на мягкой поверхности, покрытый иглопробивным войлоком, ватином, через проутюжильник из марли, сложенный в несколько слоев, или из байки.
Материалы, трикотажные полотна, содержащие металлизированные нити.
Производят ВТО, не допуская заминов, так как остаются неустранимые следы от ранее выполненных операций ВТО (заутюживания, разутюживания).
Трикотажные полотна.
Обрабатывают с небольшим давлением, равномерно распределяя его по всей поверхности; движение утюга должно быть в направлении петельных столбиков во избежание перекоса полотна.
Трикотажные полотна, кроме формоустойчивых, обрабатывают с уменьшением пропаривания во избежание деформации полотна. При обработке различных технологических узлов в изделиях из синтетических трикотажных полотен необходимо обрабатывать рядом расположенные участки, устраняя вздутия, образовавшиеся вследствие тепловой усадки.
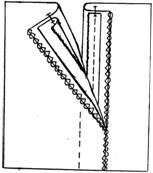
Обработка вытачек.
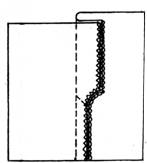
В изделиях из формоустойчивых трикотажных полотен вытачки могут обрабатываться неразрезными (рис. 1.3. а, б) или разрезными (рис. 1.3. в, г).

а б
в г
Рис.1.3. Обработка вытачек:
а – стачивание неразрезной вытачки швом взаутюжку; б – стачивание неразрезной вытачки швом вразутюжку; в – стачивание разрезной вытачки; г – стачивание разрезной вытачки накладным швом.
Срезы разрезной вытачки (рис. 1.3. в) стачиваются, заутюживаются в центр детали. Конец вытачки сутюживается.
Возможна обработка вытачки соединительным накладным швом. Припуски на обработку вытачки высекают, оставляя 5 мм на обработку шва. Стороны вытачки совмещают, накладывая припуски на обработку друг на друга. Строчку стачивания прокладывают от среза до конца вытачки. Закрепление конца строчки выполняют вручную. Вытачку приутюживают, сутюживая конец вытачки (рис. 1.3. г).
Обработка кокеток.
Кокетки (рис. 1.4.) в изделиях из трикотажных полотен проектируют притачными.
Притачную кокетку (рис. 1.4. а) соединяют с основной деталью машинной строчкой, затем отгибают, направляя шов в сторону кокетки и приутюживают.
Кокетка может соединяться с основной деталью накладным швом (рис. 1.4., б). В этом случае, предварительно обмётывают срезы основной детали и кокетки. Нижний срез кокетки отгибают на изнаночную сторону по намеченной линии, заутюживают или заметывают. Затем накладывают кокетку на основную деталь, совмещая подогнутый край кокетки с намеченной линией на основной детали, и настрачивают кокетку на расстоянии, предусмотренной моделью.
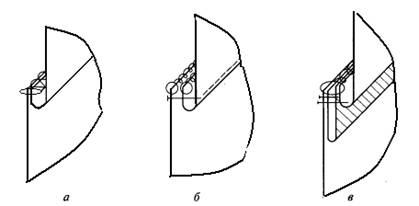
Рис. 1.4. Обработка кокеток:
а – стачным швом взаутюжку; б – накладным швом; в – отделочным стачным швом взаутюжку с кантом.
При обработке кокеток с кантом (рис. 1.4., в) полоску, приготовленную для канта и заутюженную вдоль по длине, лицевой стороной накладывают на лицевую сторону основной детали, уравнивают срезы и притачивают по отделочной детали. Образующийся шов имеет ширину 10…15 мм.
Если кокетка имеет углы, то в области углов присоединения канта с деталью предусматривают посадку во избежание затягивания кантом края кокетки.
Далее кокетку складывают с основной деталью лицевыми сторонами внутрь, уравнивают срезы и притачивают, прокладывая строчку в шов притачивания канта или на 1 мм от него в сторону основной детали. Затем кокетку отгибают на лицевую сторону, выправляют шов и приутюживают.
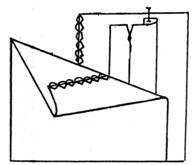
Обработка карманов.
Карманы в изделиях из трикотажных полотен могут быть прорезными, накладными, а также съемными.
Прорезные карманы (рис. 1.5, а, б) могут быть с клапанами, листочками (рис. 1.5, б) или в рамку (рис. 1.5, а). Особенность прорезных карманов трикотажных изделий заключается в том, что подкладка карманов выкраивается из основного материала. При обработке изделий из рельефных, ворсовых, растяжимых трикотажных полотен рекомендуется применять подкладку кармана из подкладочной ткани.
 а
а 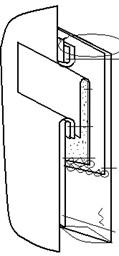 б
б
Рис. 1.5. Обработка прорезных карманов: а – в рамку; б – с листочкой с втачными концами.
При обработке кармана в рамку (рис. 1.5, а) на основной детали намечают место расположение кармана четырьмя основными линиями. Расстояние между горизонтальными линиями равно ширине кармана в готовом виде, расстояние между вертикальными линиями — длине входа в карман. Обтачки дублирубт клеевой прокладкой. Верхнюю обтачку заутюживают вдоль по середине лицевой стороной вверх. Срез нижней обтачки обметывают. Нижнюю обтачку заутюживают на 1/3 ширины лицевой стороной верх. На обтачках намечают линии притачивания от сгиба на расстоянии ½ ширины кармана в готовом виде. Нижний срез подзора обметывают. Подзор настрачивают на подкладку кармана швом шириной 2-3 мм.
На изнаночную сторону основной детали приметывают подкладку кармана так, чтобы ее верхний и боковые срезы выходили за ограничительные линии входа в карман на 20 мм с трех сторон.
Приметывают обтачки, совмещая намеченные линии на обтачках с намеченными горизонтальными линиями входа в карман. Обтачки должны быть длиннее входа в карман на 2 см с каждой стороны. Обтачки притачивают, начиная и заканчивая строчки строго у вертикальных линий входа в карман. Проверяют качество выполнения и симметрию строчек.
Разрезают основную деталь по линии входа в карман. Припуски на обработку обтачек вывертывают на лицевую сторону. Швы притачивания обтачек выметывают с лицевой стороны основной детали. Закрепляют концы кармана тройной машинной строчкой. Удаляют нитки приметывания подкладки кармана. Припуск на обработку нижней обтачки настрачивают на подкладку кармана швом шириной 2-3 мм. Срезы подкладки кармана уравнивают, совмещая верхний срез подкладки с верхним срезом подзора. Стачивают подкладку кармана швом шириной 1,0-1,5 см. Детали подкладки кармана обметывают. Карман приутюживают с лицевой и изнаночной сторон. Нитки временного назначения удаляют, карман приутюживают в готовом виде.
При обработке кармана с листочкой с втачными концами(рис. 1.5, б) На основной детали намечают место расположение кармана четырьмя линиями. Расстояние между горизонтальными линиями равно ширине листочки в готовом виде. Расстояние между вертикальными линиями — длине входа в карман. На изнаночную сторону основной детали приметывают подкладку кармана так, чтобы ее верхний и боковые срезы выходили за ограничительные линии входа в карман на 20 мм с трех сторон. Деталь листочки дублируют клеевой прокладкой, перегибают в долевом направлении так, чтобы нижний срез выступал на 10 мм. Нижний срез листочки обметывают. На листочке намечают линию ее ширины в готовом виде. Нижний срез подзора обметывают. Подзор настрачивают на подкладку кармана швом шириной 2-3 мм. На подкладке кармана намечают линию притачивания на расстоянии 20 мм от верхнего среза.
Приметывают листочку, располагая ее подлисточкой вверх, совмещая с намеченной на основной детали нижней горизонтальной линией. Боковые срезы листочки должны выходить на намеченные вертикальные линии входа в карман на 20 мм с каждой стороны. Приметывают подкладку кармана с подзором, совмещая намеченную линию с верхней намеченной линией кармана на основной детали. Боковые срезы подкладки кармана должны выходить на намеченные вертикальные линии входа в карман на 20 мм с каждой стороны. Листочку и подкладку с подзором притачивают, начиная и заканчивая строчки строго у вертикальных линий. Проверяют качество выполнения строчек. Разрезают основную деталь по линии входа в карман. Вывертывают и выметывают швы притачивания листочки и подкладки с подзором. Закрепляют концы кармана тройной машинной строчкой. Удаляют нитки приметывания подкладки кармана. Настрачивают припуск шва притачивания листочки на подкладку кармана швом шириной 2-3 мм. Стачивают детали подкладки кармана швом шириной 10 мм. Обметывают подкладки кармана. Удаляют нитки временного назначения. Приутюживают карман в готовом виде.
При обработке накладных карманов (рис. 1.6.) для предохранения их от растяжения к верхнему срезу по линии его сгиба с изнаночной стороны притачивают хлопчатобумажную тесьму (рис. 1.6., а). Возможно использование клеевой прокладки, которую прокладывают по всей поверхности кармана или только в верхней части.
Верхний срез накладных карманов должен быть обметан. Далее он может быть обработан швом вподгибку с открытым или закрытым срезом, потайной строчкой или с прокладыванием отделочной строчки, а также обтачкой, бейкой, кантом и т.п.
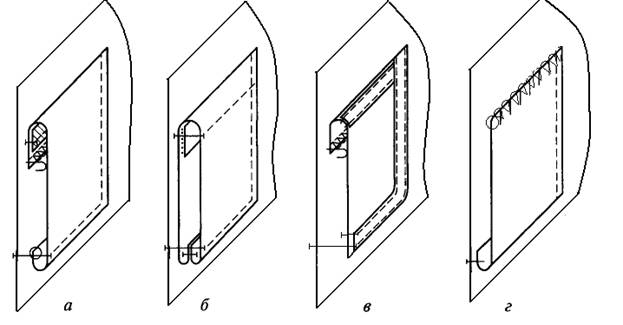
Рис. 1.6. Обработка накладных карманов:
а – без подкладки; б – с подкладкой, цельнокроеной с верхом; в – с отделочной бейкой; г – соединительными швами.
Накладные карманы могут быть обтачаны подкладкой из основного или подкладочного материала. Накладной карман может быть цельнокроеным с подкладкой кармана (рис. 1.6., б). В этом случае обтачиваются боковые и нижние края кармана. В одном из швов обтачивания оставляется отверстие 30 мм для вывертывания детали кармана на лицевую сторону.
Для изделий могут быть использованы карманы, обработанные отделочной бейкой (рис.1.6., в).
Накладной карман соединяют с полочкой накладным или стачным швом. Соединение стачным швом обычно применяют в моделях изделий с большими накладными карманами с закругленными концами.
Накладные карманы могут быть соединены с полочкой по нижнему срезу стачным, а по боковым срезам накладным швом (рис. 1.6., г).
Навесные карманы.
Карман навесной на «молнии» (рис. 1.7., а).

Рис. 1.7. Навесные карманы: а – на «молнии»; б – на поясе.
Карман состоит из трех конструктивных элементов: детали кармана, клапана и подклапана (рис. 1.8.).
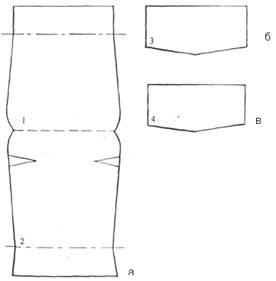
Рис. 1.8. Детали кроя навесного кармана:
а – карман (1- подкладка кармана, 2 – основная деталь накладного кармана); б – клапан; в - подклапан.
Клапан и карман соединены машинной строчкой по верхним срезам и закреплены на нижней стороне разъемной «молнии». Верхняя сторона «молнии» настрочена на основную деталь изделия по разметке.
Обработка кармана.
Стачать вытачки передней части кармана. Вытачку разутюжить. Цельновыкроенную обтачку основной детали накладного кармана укрепить клеевой прокладкой и обметать на обметочной машине по внутреннему срезу. Обтачку кармана перегнуть на изнаночную сторону, заутюжить и закрепить отделочной строчкой (рис. 1.9. а). Сложить накладной карман с подкладкой лицевыми сторонами внутрь, совмещая боковые среза подкладки и кармана. Накладной карман обтачать швом шириной 10 мм и обметать по боковым срезам. (рис. 1.9. б).
а б
Рис. 1.9. а – обработка верхнего среза кармана; б – обтачивание накладного кармана.
Обработка клапана.
Клапан и подклапан сложить лицевыми сторонами внутрь и обтачать по боковым и нижней сторонам. Ширина шва обтачивания 6,0 - 7,0 мм. Клапан вывернуть на лицевую сторону, уголки выправить, предварительно подрезать припуски на швы в уголках. Клапан приутюжить.
Клапан наложить на выступающую нижнюю часть кармана и скрепить машинной строчкой. Шов соединения клапана и кармана обметать (рис. 1.10.).
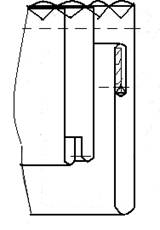
Рис. 1.10. Соединение накладного кармана с клапаном.
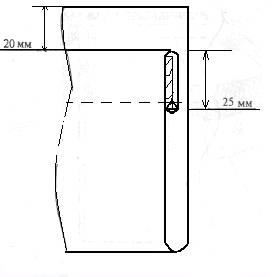
Готовый карман с клапаном наложить на нижнюю сторону «молнии» уравнять срезы, совмещая лицевую сторону кармана с лицевой стороной «молнии» и настрочить машинной строчкой. Карман с клапаном отогнуть вниз, и поставить две закрепки с лицевой стороны, закрепляя карман и клапан в заданном положении (рис. 1.11. а). Затем верхнюю часть застежки «молния», накладывают по разметке на изделие и настрачивают одной или двумя строчками, делая закрепки (рис. 1.11. б).
а б
Рис. 1.11. а – соединение накладного кармана с «молнией»; б – Настрачивание «молнии» на основную деталь.
Карман подвесной к поясу.
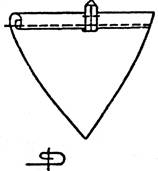
Различие этих двух карманов состоит в том, что второй карман имеет цельновыкроенный с ним клапан (рис. 1.12).
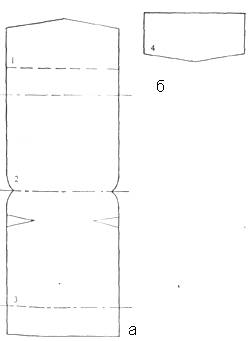
Рис. 1.12. Детали кроя навесного кармана: а – карман (1- клапан, цельнокроеный с подкладкой кармана, 2 – подкладка кармана, 3 – основная деталь кармана); б – подклапан.
Обработка этого кармана аналогична обработке навесного кармана на «молнии», только лишь с тем отличием, что отсутствует операция соединения кармана с клапаном.
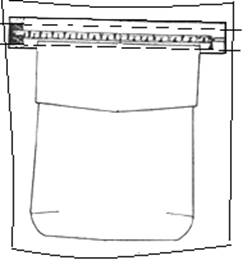
Клапан укрепляют прокладкой и обтачивают подкладкой строго до линии сгиба клапана. Обрабатывают верхний срез кармана цельновыкроенной обтачкой как при обработке кармана на «молнии». Складывают накладной карман с подкладкой лицевыми сторонами внутрь, совмещая боковые среза подкладки и кармана. Накладной карман обтачивают по боковым сторонам, прокладывая строчку до линии сгиба клапана. Ширина шва обтачивания 10 мм. Боковые срезы кармана обметывают. Карман вывертывают на лицевую сторону, выправляя швы в углах клапана.
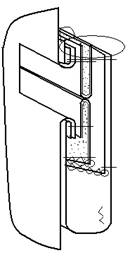
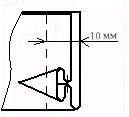
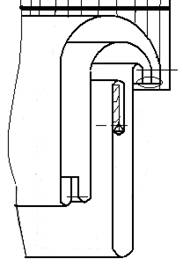
На клапане обметывают две петли, а на кармане пришивают две пуговицы. Карман огибает пояс и застегивается на петли-пуговицы (рис.1.13.)
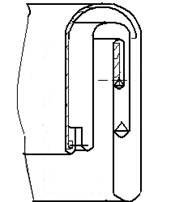
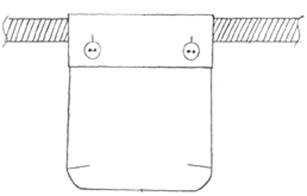
Рис. 1.13. Обработка навесного накладного кармана.
Пояс с карманом вдевается в шлевки на джемпере.
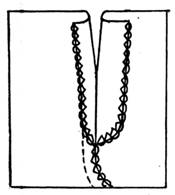
Карман в шве изделия.
При втачивании отлетного мягкого опадающего кармана в шов изделия рис.1.14 а, б обрабатывают верхний край кармана швом вподгибку с закрытым срезом; одновременно можно втачать в зависимости от модели петлю рис. 1.14 а, хлястик с пряжкой и т.п. для прикрепления верхнего края кармана к детали изделия. Карман перегибают пополам изнаночной стороной внутрь, уравнивая его боковые срезы. Стачивают срезы шва изделия, одновременно втачивая боковые стороны кармана 1.14 б. Срезы основной детали обметывают, одновременно обметывая боковые срезы кармана. По рельефному шву основной детали прокладывают отдельную строчку.
 а
а 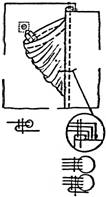 б
б
Рис. 1.14.
Обработка бортов.
Бортаобрабатывают цельновыкроенными и отрезными подбортами, швом вподгибку, отделывают бейками, тканой, вязаной или плетеной декоративной тесьмой и унифицированными способами обработки.
Обработка открытых краев деталей бейкой.
1способ.
Для обработки края борта, горловины, проймы, низа рукавов в трикотажных изделиях можно использовать ткань и трикотаж более тонкий, чем основное полотно изделия. Полоску ткани выкраивают по косой, а трикотажное полотно поперек петельного столбика. Полоска может иметь ширину от 2,0 см и более, согласно модели, длина ее соответствует размеру обрабатываемого участка. Деталь дублируют клеевой прокладкой (выкроенной под углом 45˚ к нитям основы) на трикотажной основе или нетканым полотном. Полоску заутюживают вдоль пополам. Для обработки борта и низа рукавов бейка имеет прямую форму, для обработки горловины – форму окружности, которую придают с помощью влажно-тепловой обработки. Округлую полоску стачивают в кольцо, шов разутюживают.
Кольцевой бейкой огибают горловины так, чтобы шов соединения совместился с левым плечевым швом. Затем приметывают или закалывают булавками и распошивают на машине 5-ти ниточного плоского шва с двумя перекрытиями, закрывая необработанный край бейки (рис. 1.15).

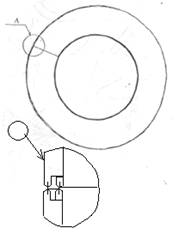
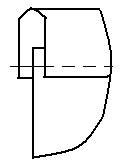
Рис. 1.15. Обработка открытых срезов деталей бейкой.
2 способ.
В соответствии с направлением моды возможна обработка открытых краев деталей накладным швом.
Особенность данного способа обработки заключается в том, что отсутствует операция обтачивания краев деталей. Нижний воротник и подборта выкраиваются из неосыпаемой ткани, которая хорошо сочетается по цветовой гамме с трикотажными полотнами жакета. Детали нижнего воротника и подборта должны быть меньше соответствующих основных деталей на 20 – 30 мм.
Верхний воротник из трикотажного полотна накладывается на нижний воротник из ткани, наметывается и настрачивается накладным швом по концам и отлету на машине плоского шва. Борта обрабатываются аналогичным способом (рис.1. 16.).
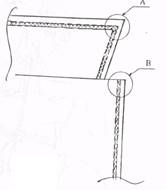


Рис. 1.16. Обработка открытых срезов деталей накладным швом на машине плоского шва.
Подобным способом может быть обработан верх накладного трикотажного кармана с помощью тканевой обтачки верха. Этот способ помимо вышеперечисленных преимуществ является экономичным, т.к. позволяет использовать трикотажное полотно самым выгодным образом, даже при отсутствии у купона трикотажа специальной заработки края.
При обработке бортов двойными планками, двойные планки или полоски из основного полотна соединяют с изделием шириной шва 4 — 8 мм (рис. 1.17., а), отступив от нижних концов бортов на 40 — 50 мм (ширина подгибки низа изделия), при этом планка должна быть длиннее обрабатываемого борта на 10 мм.
Нижние концы планки обтачивают швом шириной 10 мм, вывертывают на лицевую сторону и приутюживают.
Внутренние срезы планки складывают со срезом борта изделия, укладывая ее на лицевую сторону основной детали. Нижние углы планки огибают припусками на обработку низа изделия и притачивают планку швом шириной 4-8 мм (рис. 1.17., б).
Планку отворачивают, нижние углы швов притачивания планки выправляют.
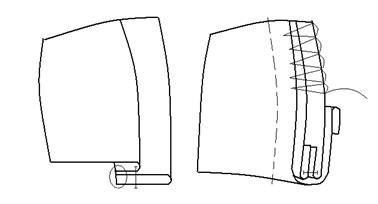
Рис. 1.17. Обработка бортов двойными планками.
Обработка застежек.
Обработка супатной застежки с отрезным подбортом (рис. 1.18).
Для обработки застежки выкраивают планку шириной 10 см. Подборт дублируют клеевой тканью и обметывают его внутренний срез. Планку складывают с подбортом лицевыми сторонами внутрь и обтачивают швом шириной 5-7 мм. Детали выворачивают на лицевую сторону и выметывают кант из подборта шириной 1-2 мм. Кант закрепляют строчкой на расстоянии 2 мм. Намечают место расположения петель и обметывают их. Планку перегибают во внутренней и внешней намеченным линиям. Далее заметывают открытый срез планки, перегнув его на 10-12 мм на изнаночную сторону.
Между линиями сгиба планки вкладывают полочку, совмещая срез борта с внешним сгибом планки. Затем приметывают планку к полочке на расстоянии 3 мм от сгиба планки застежками 10-15 мм.
Подборт отгибают на лицевую сторону изделия, обтачивают нижний срез борта швом шириной 10-15 мм и верхний угол борта до линии полузаноса. В конце строчки выполняют рассечку. Подборт отгибают на изнаночную сторону изделия и закрепляют отделочной строчкой, прокладывая ее на расстоянии 1-2 мм от линии сгиба планки.
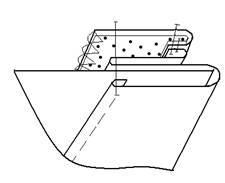
Рис. 1.18 Обработка супатной застежки.
Застежки не доходящие до низа изделия (рис. 1.19.), могут быть обработаны планками (рис. 1.19., а, б), окантовочным швом (рис. 1.19., в), тесьмой-молнией (рис. 1.19., г, д).
Застежки обрабатывают с прокладкой или без них в зависимости от вида и свойств трикотажного полотна.
В зависимости от вида окантовочного материала разрез застежки обрабатывают окантовочным швом с открытыми или закрытыми срезами (рис. 1.19., в).
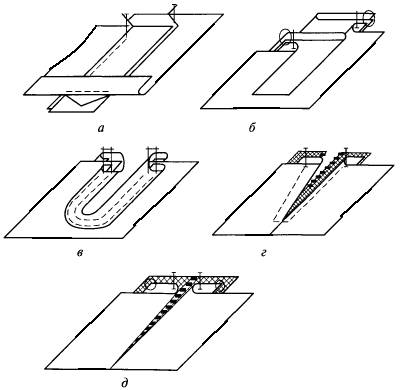
Рис. 1.19. Обработка застежек:
а, б – планкой; в – кантом на плоскошовной машине; г – настроченной тесьмой-молнией, д – притачной тесьмой-молнией.
При обработке тесьмы-молнии в шве изделия с изнаночной стороны основной детали на срезы шва, выполненного вразутюжку, накладывают лицевой стороной застежку-молнию и притачивают ее по боковым и нижней сторонам к основной детали изделия (рис. 1.19., г).
Застежка-молния может быть потайной. В этом случае ее соединяют с припусками на обработку застежки (рис. 1.19., д). Потайная застежка-молния должна быть длиннее разреза для застежки не менее чем на 2 см. Она притачивается выше или ниже разреза, то есть при полностью открытых срезах, с помощью однорожковой лапки швейной машины.
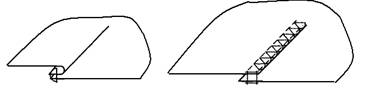
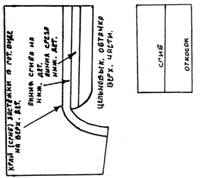
Обработка застежки с отрезным откоском для брюк в джинсовом и спортивном стилях.
Детали кроя застежки (рис. 1.20, а) Детали откоска складывают вдоль посередине, совмещая срезы, и приутюживают. Открытые срезы откоска окантовывают или обметывают (рис. 1.20, б). Застежку «молния» настрачивают на откосок, заканчивая строчку, не доходя 40 мм до конца застежки (рис. 1.20, в).
Припуски застежки заутюживают на изнаночную сторону, стачивают шов, в котором расположена застежка, до контрольного знака, определяющего конец застежки (рис. 1.20, г). Срез цельновыкроенной обтачки правой стороны застежки обрабатывается в зависимости от вида ткани.
Под заутюженный сгиб нижней детали подкладывают откосок с настроченной на него застежкой «молния» так, чтобы звенья застежки располагались встык к заутюженному краю нижней детали (рис. 1.20, д).
Совмещают края застежки в готовом виде, заметывают застежку вдоль края и намечают линию отделочной строчки вдоль края застежки на верхней детали (рис. 1.20, е).
Настрачивают застежку «молния» на цельновыкроеную обтачку верхней детали (рис. 1.20, ж).
Прокладывают отделочную строчку по линии, намеченной на рис. 1.20, е в один прием, предварительно отогнув откосок так, чтобы он не попал под отделочную строчку. Откосок соединяют с изделием в нижней части застежки закрепками, выполненными с лицевой или изнаночной стороны изделия (рис. 1.20, з).
 а
а 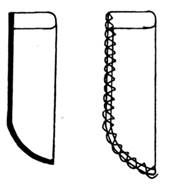 б
б  в
в
Рис. 1.20.
 г
г 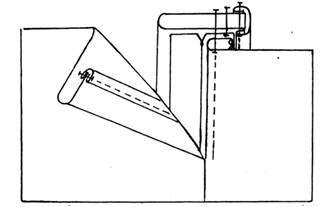 д
д
 е
е  ж
ж 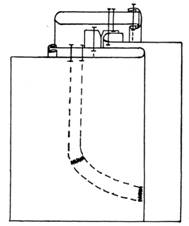 з
з
Рис. 1.20.
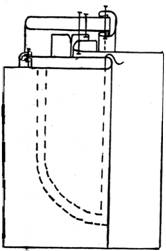
Обработка закрытой застежки «молния» с цельновыкроенным откоском в брюках и юбках.
Перед обработкой застежки основные детали стачивают с изнаночной стороны изделия до контрольного знака, определяющего конец застежки. Припуски застежки заутюживают в сторону верхней детали (рис.1.21, а).
На лицевой стороне припуска нижней детали откладывают 15-20 мм в сторону среза линии застежки в готовом виде и намечают линию притачивания застежки «молния» (рис.1.21, б).
К меловой линии прикладывают застежку «молния» лицевой стороной вниз и притачивают ее швом шириной 5 мм (рис. 1.21, в).
Застежку «молния» отгибают вдоль строчки притачивания и фиксируют в таком положении (рис. 1.21, г).
Совмещают заутюженный край верхней детали с линией застежки в готовом виде на нижней детали и заметывают застежку вдоль ее края. С лицевой стороны на верхней детали намечают линию отделочной строчки застежки (рис. 1.21, д).
Припуск нижней детали застежки отгибают и притачивают застежку «молния» только к припуску верхней детали (рис. 1.21, е).
Отделочную строчку выполняют вдоль края застежки по линии, намеченной на рис. 1.21, д в два приема:
1. отогнув цельновыкроенный откосок, прокладывают отделочную строчку на прямом участке до закругления;
2. прокладывают строчку на нижнем закругленном участке намеченной линии, вернув откосок в первоначальное положение (рис. 1.21, ж).
 а
а 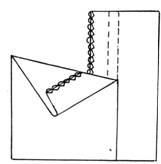 б
б  в
в
 г
г 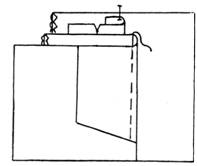 д
д
 е
е 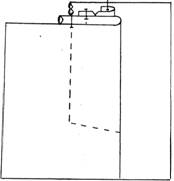 ж
ж
Рис. 1.21.
Обработка застежки до низа изделия.
Обработка застежки цельновыкроенными планками.
При обработке застежки, цельновыкроенной с полочкой, припуск шва на обработку планки перегибают по намеченной линии лицевой стороной внутрь и прокладывают строчку на расстоянии 10 мм от сгиба. Планку цельновыкроенную с подбортом отгибают на лицевую сторону. Подборт складывают с планкой по линии сгиба лицевыми сторонами внутрь. Обтачивают верхний и нижний углы борта. Подборт отгибают на изнаночную сторону. Прокладывают отделочную строчку шириной по модели (рис.1.22).
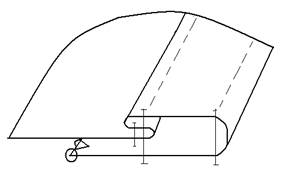
Рис. 1.22.
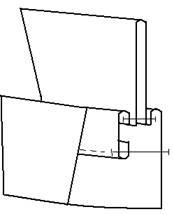
Обработка застежки отрезными планками.
При изготовлении одежды возможно планку соединять с полочкой настрочным швом или накладным швом с закрытым срезом. Внешний край планки обтачивают подбортом и прокладывают отделочную строчку. Планка может быть цельнокроеной с подбортом (рис.1.23).
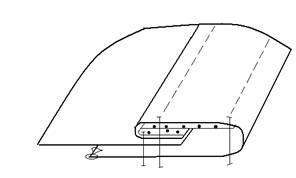
Рис. 1.23
Обработка воротников. Воротники трикотажных изделий могут состоять из одной или двух деталей. Цельные воротники выкраивают чаще всего целънокроенными с нижними воротниками, обтачные — состоящими из двух деталей (верхнего и нижнего воротника).
Цельный воротник обтачивают только по концам, предварительно сложив их по линии сгиба лицевыми сторонами внутрь. Ширина шва обтачивания 7 мм. Воротник вывертывают на лицевую сторону, выметывают кант и приутюживают.
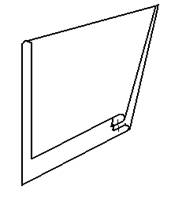
Рис. 1.24. Обработка прямого воротника.
При обработке горловины изделия из легкорастяжимых полотен по шву втачивания воротника по линии горловины спинки прокладывают кромку.
Обработка одинарного воротника в женских жакетах.
Край одинарного воротника закладывают мягкими складками и обрабатывают на краеобметочной машине плотным застилом цепного стежка (рис.1.25). Воротник с горловиной соединяют с помощью обтачки.
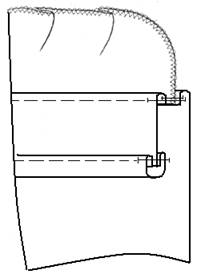
Рис. 1.25
Соединение воротника с горловиной с последующим распошиванием (рис. 1.26.).
Воротник складывают с изделием лицевыми сторонами внутрь, располагая его между бортом и подбортом. Воротник втачивают швом шириной 7 мм (рис. 1.26, а). Затем шов втачивания распошивают, одновременно прикрепляя верхние срезы подбортов к плечевым швам изделия.
Соединение воротника с горловиной с предварительным обметыванием среза и последующим настрачиванием.
В случае применения стачивающей машины двухниточного цепного или челночного стежка для втачивания воротника в горловину срез верхнего воротника предварительно обметывают. Нижний воротник в горловину втачивают стачным швом шириной 8 - 10 мм в зависимости от толщины материала. Срезы верхнего воротника настрачивают на изделие на расстоянии 4 - 5 мм от среза, закрепляя при этом припуск на шов со стороны нижнего воротника и горловины (рис. 1.26, б).
Соединение воротника с горловиной с последующим обметыванием срезов и распошиванием.
Обметывание срезов воротника может быть выполнено после втачивания верхнего и нижнего воротников в горловину (рис. 1.26., в). Затем шов втачивания настрачивают по линии горловины спинки, а верхние срезы подбортов прикрепляют к плечевым швам изделия строчкой двухниточного цепного или челночного стежка.
Соединение воротника с горловиной без распошивания.
При втачивании воротника без распошивания нижний воротник соединяют с горловиной строчкой двухниточного челночного стежка (рис. 1.26., г). Ширина втачного шва 7 мм. Припуск на шов направляют в сторону воротника. Верхний воротник подгибают и настрачивают по линии горловины.
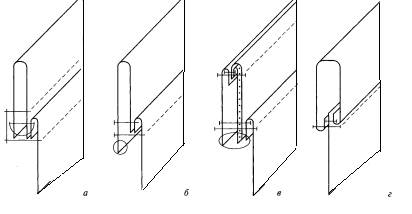
Рис. 1.26. Обработка воротников.
а – соединение воротника с горловиной с последующим распошиванием; б – соединение воротника с горловиной с предварительным обметыванием среза и последующим настрачиванием; в – обработка и соединение воротника с горловиной с последующим обметыванием срезов и распошиванием; г – соединение воротника с горловиной без распошивания.
В изделиях с застежкой горловину изделия можно обрабатывать бейкой выкроенной по косой (рис. 1.27.) Бейка может быть выкроена из основной или подкладочной ткани. Бейка может быть двойной (рис. 1.27, б) или одинарной (рис. 1.27, а) в зависимости от толщины ткани. Воротник вкладывают между основной деталью и бейкой, втачивают швом шириной 7 мм. Воротник отгибают в сторону противоположную изделию, открытый срез бейки подгибают на 5-7 мм и настрачивают на основную деталь на расстоянии 1-2 мм от подогнутого среза. При обработке двойной бейкой деталь бейки предварительно заутюживают вдоль полоски. Ширина бейки в готовом виде 10 - 15 мм.
 а
а 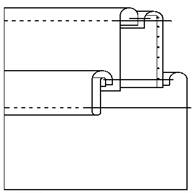 б
б
Рис. 1.27.
Обработка горловины в изделиях без воротника.
Обработку горловины выполняют обтачками или окантовочным швом одинарной или сложенной вдвое полоской основного или отделочного материала.
Обтачки могут быть усилены прокладками или обрабатываться без прокладки.
При обработке горловины обтачкой с прокладкой из нетканого материала обтачку накладывают на лицевую сторону изделия лицевой стороной вниз, а прокладку — на изнанку и одновременно с обтачиванием горловины производят притачивание прокладки. Обработку выполняют со стороны обтачки. Ширина шва 0,5 — 0,7 см. Во избежание затягивания шов в нескольких местах надсекают, обтачку отворачивают в сторону, противоположную изделию, припуск на шов отгибают в сторону обтачки и настрачивают на обтачку на расстоянии 0,2 — 0,3 см от шва обтачивания горловины. Внутренний срез обтачки обметывают, одновременно захватывая






