К пористым относятся металлокерамические материалы, имеющие остаточную пористость в пределах 15— 50%. В эту группу входят антифрикционные материалы, фильтры и «потеющие» материалы и др.
Антифрикционные материалы имеют в своем составе графит или другие компоненты, выполняющие роль смазки. Поры заполняются маслом или пластмассой фторопластом. В СССР выпускают бронзографитовые и железографитовые металлокерамические изделия. Брон- зографит по микроструктуре представляет собой зерна твердого раствора олова в меди с включением графита и пор, заполненных смазкой. Железографит может иметь ферритную, перлитную и цементитную структуру.
Антифрикционные металлокерамические материалы используют для изготовления подшипниковых втулок, применяемых в различных отраслях промышленности (автомобильной, станкостроительной, авиационной и т. д.).
Фильтры изготавливают из порошков железа, бронзы, никеля, нержавеющей стали и других материалов. Пористость фильтров не менее 40—50%. Фильтры применяют для очистки топлива в двигателях самолетов, автомобилей, тракторов и т. д., для очистки воздуха и различных жидкостей.
■Потеющие металлокерамические материалы предназначены для охлаждения за счет испарения хладагента через поры. Их изготавливают из порошков нержавеющей стали, никеля, вольфрама, титана и т. д.
Фрикционные металлокерамические материалы. Эти материалы представляют собой сложные по химическому составу композиции на основе меди или железа. В состав фрикционных материалов входят компоненты, служащие в качестве смазки и предохраняющие материал от износа (свинец, графит, различные сульфиды и сернокислые соли), компоненты,'придающие материалу высокие фрикционные свойства (асбест, кварцевый песок, различные окислы, тугоплавкие соединения и т. д.).
Фрикционные металлокерамические материалы имеют повышенную хрупкость и низкую прочность. Поэтому изделия из них, как правило, состоят из стальной основы с нанесенным на иее слоем фрикционной металлоке-
55*
рамики. Фрикционные металлокерамические материалы применяют в самолетостроении, автомобилестроении, экскаваторостроении и т. д., в тормозных узлах и узлах сцепления. Методами порошковой металлургии изготавливают также некоторые магнитокерамическиё материалы (ферриты, магнитодиэлектрики и др.)» электроконтактные и т. п.
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ДЕТАЛЯМ, ИЗГОТОВЛЯЕМЫМ МЕТОДАМИ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Технология производства металлокерамических деталей, как и любая другая, предъявляет к конструкции деталей требования, связанные с особенностью применяемых материалов и спецификой технологии.
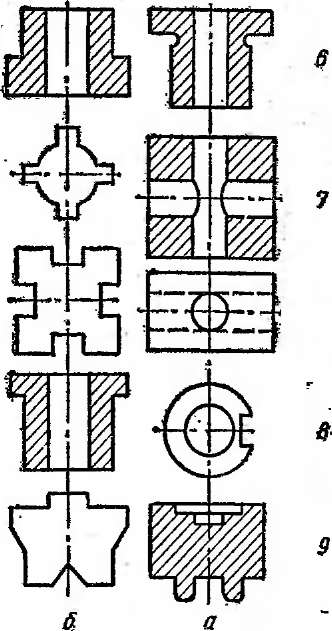
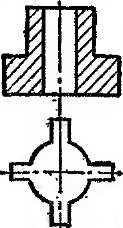
При конструировании металлокерамических деталей необходимо руководствоваться следующим (рис. 447):
1. Нельзя допускать резких изменений толщины детали 1.
2. Нельзя допускать узких и длинных выступов 2, узких и длинных выемок 3, обратной конусности 4, острых углов 5.
3. Сопрягающиеся поверхности должны иметь радиусы перехода не менее 0,25 мм.
4. Следует избегать радиальных канавок 6', выемок и отверстий, расположенных перпендикулярно оси прессования 7. При необходимости следует получать их при последующей обработке резанием.
5. В зависимости от удобства прессования необходимо углубление и пазы заменять выступами 8 и, наоборот, выступы заменять углублениями 9,
СПИСОК ЛИТЕРАТУРЫ
Бобрынин Б. ff. Технология штамповки неметаллических материалов. М., Машгиз, 1962. 240 с, с ил.
Бокин М. Н„ Цыплаков О. Г. Расчет и конструирование деталей из пластмасс. М., «Машиностроение», 1966. 174 с. с ил.
Брацыхин Е. А., Миндин С. С., Стрельцов К. Н. Переработка пластических масс и изделия. М., «Химия», 1966. 389 с. с нл.
Веденеев Н. П.. Волченков Л. И., Новгородов А. С. Твердосплавная технологическая оснастка. М, Машгиз, 1961. 1120 с. с ил.
Веселое В. А. Оборудование для переработки пластических масс в изделия. М., Машгиз, 1961. 210 с. с ил.
Вязников Н. Ф., Ермаков С. С. Металлокерамические материалы и изделия. М., «Машиностроение», 1967. 224 с. с ил.
Григорьев Г. П., Ляндзберг Г. Я-, Сирота А. Г. Полимерные материалы. М., «Высшая школа», 1966. 260 с. с ил.
Кипарисов О. С., Либенсон Г. А. Порошковая металлургия. М., «Металлургия», 1972. 527 с. с ил.
Николаев Г. А., Ольшанский И. А. Новые методы сварки металлов и пластмасс. М., «Машиностроение», 1966. 168 с. с ил.
Типикин В. Ф., Лейбензон Л. М., Новак В. М. Гидравлические прессы для неметаллических материалов. М., «Машиностроение», 1969. 165 с. с ил.
Тростянская Е. Б., Комаров Г. В., Шишкин В. А. Сварка пластмасс. М„ «Машиностроение», 1967. 251 с. с ил.
Химическое нефтеперерабатывающее и полимерное машиностроение. Итоги науки и техники (сер. «Машиностроение»). М., ВИНИТИ, 1871. 122 с. с ил.
ПРИЛОЖЕНИЯ[72]
ТАБЛИЦА 1
МЕХАНИЧЕСКИЕ СВОЙСТВА СЕРЫХ ЧУГУНОВ (ГОСТ 1412-70)
Марка чугуна
Предел прочности при растяжении, не менее, кгс/мм2
Предел прочности при изгибе не менее, кгс/мм2
Стрела про-- гиба при расстоянии между опорами 300 мм
Твердость НВ
СЧ12-28
143—229
СЧ 15-32
2,5
163—229
СЧ 18-35
2,5
170—229
СЧ21-40
170—241
СЧ24-44
170—241
СЧ28-48
170—241
СЧ32-52
187—255
СЧЗб-56
197—269
СЧ40-60
3,5
207—269
СЧ44-64
3,5
229—289
ТАБЛИЦА 2
МЕХАНИЧЕСКИЕ СВОЙСТВА ВЫСОКОПРОЧНЫХ ЧУГУНОВ (ГОСТ 7293-70)
Марка чугуна
Предел прочности при растяжении, кгс/мм2
Условный предел текучести при растяжении, кгс/мма
ТАБЛИЦА 3
МЕХАНИЧЕСКИЕ СВОЙСТВА КОВКИХ ЧУГУНОВ (ГОСТ 1215—59)
Марка чугуна
Предел прочности (не менее), кгс/мм2
Относительное удлинение (не менее), %
Твердость НВ (не более)
Марка чугуна
Предел прочности (не менее), кгс/мм2
Относительное удлинение (не менее), %
Твердость НВ (не более)
■ Ферритных
Перлитных
КЧ37-12
КЧ45-6
КЧ35-10
КЧЗО-4
БО
КЧ38-8
КЧ56-4
КЧЗО-6
K4j0-3
КЧ63-2
УГЛЕРОДИСТЫЕ СТАЛИ ОБЫКНОВЕННОГО КАЧЕСТВА (ГОСТ 380-71)
Стали группы А
Стали группы Б
марка
о, кгс/мм2
о, кгс/мм2
б, %
в
марка стали
С, %
Мп, %
примерное назначение
стали
не менее
СтО
>31
-
БСтО
0,23
—
Настилы, ограждения
Ст1кп
31—40
БСт1кп
0,06—0,12
0,25—0,50
Элементы строительных конструкций неот
Ст1пс
32—42
—
БСт1пс
0,06—0,12
0,25—0,50
ветственного назначения; труоы, заклепки,
Ст1сп
32—42
—
БСт1сп
0,06—0,12
0,25—0,50
анкерные болты
Ст2кп
33—42
БСт2кп
0,09—0,15
0,25—0,50
Ст2пс
34—44
БСт2пс
0,09—0,15
0,25—0,50
Ст2сп
34—44
БСт2сп
0.09—0,15
0,25—0,50
Листы для холодной штамповки
СтЗкп
37—47
БСтЗкп
0,14—0,22
0,30—0,60
Балки, листы для строительных конст
СтЗпс
38—49
БСтЗпс
0,14—0,22
0,40—0,65
рукций, листы длр холодной штамповки,
СтЗсп
38—49
БСтЗсп
0,14—0,22
0,40—0,65
трубы, крюки, рычаги, шайбы, гайки
Ст4кп
41—52
БСт4кп
0,18—0,27
0,40—0,70
Ст4пс
42—54
БСт4пс
0,18—0,27
0,40—0,70
Ст4сп
42—54
24.
БСт4сп
0.18—0,27
0,40—0,70
Ст5пс
50—64
БСт5пс
0,28—0,37
0,50—0,80
Оси, валы, рычаги, тяги, стяжные кольца.
Стбсп
50—64
БСт5сп
0,28—0,37
0.50—0.80
детали сельскохозяйственного машино
Стбпс
>60
БСтбпс
0,38—0,49
0,50—0,80
строения повышенной прочности
Стбсп
>60
БСтЗсп
0,38—0,49
0.50—0,80
Примечания. 1. Химический состав сталей марок СтО—Стб группы А не регламентируется; ориентировочный состав — как у сталей группы Б. Содержание кремния в сталях кипящих (кп) 0,07%, полуспокойных (пс) 0,05—0,17%, в спокойных БСт1сп—БСт4сп 0,12—0,30%; в Стбсп, Стбсп 0,15—0.35%. В сталях марок БСт1—БСтб <0,05% S и <0,04% Р; БСтО <0,06% S и <0,07% Р.
2. Механические свойства сталей марок Ст1—Стб приведены для образцов из листа толщиной до 20 мм. Для образцов из листа толщин 20—40 мм значения ст на 1 кгс/мм2 и б на 1% меньше, для образцов из листа толщиной 40—100 мм от на 5 2 кгс/ммг, б на 3% меньше, чем для образцов из листа толщиной до 20 мм.
Прокаливающиеся полностью в деталях диаметром до 25—3$ мм
35Г2 35X 40X'
0,31—0,39 0,31—0.39 0,36—0.44
1.4 —1,8 0,50—0.8 0,50—0,8
0,17—0,37 0,17—0,37 • 0.17—0,37
0,30 0,8—1,1 0,8-1,1
<0.30 <0,30 <0,30
Оси, валы, шестерни, коленчатые и распределительные валы, пальцы, штоки, шатуны
45X
40XC
40ХФА
0,41—0,49 0,37—0.45 0.37—0,44
0,5—0,8 0,3—0,8 0,5—0.8
0.17—0,37 1,2—1,6 1,2—1,6
0,8—1,1 1.3—1.6 0,8—1.1
<0,30 „со,зо <0,30
То же. ио для более сильно нагруженных деталей
25ХГСА ЗОХГТ
0,22—0,28 0,24—0.32
0,8—1,1 0,8—1,1
0,9—1,2 0,17—0,37
0,8—1,1 1,0—1.3
<0,30 <0,30
Оси, валы, рычаги, толкатели
Прокаливающиеся до 40—50 (75 мм)
Клапаны, шатуны, шестерня высокой прочности
Прокаливающиеся до 75—100 (120 мм)
ЗОХНЗА
30ХН2ВФ
Э8ХНЗМФ
0,27—0,33 0.27—0,34 0,30—0,42
0,17—0,37 0,17—0,37 0,17—0,37
0,3—0.6 0,3—0,6
0,3—0.6
0.6—0,9 0,6—0.9 1,2—1,5
2,75—3,15 2,0—2,4 3,0—3,4
„При м е ч а и и е: 1. В углеродистых сталях содержится ие более 0,04% S и 0.035% Р, в легированных — не более 0,035% S и 0,035% Р; в высококачественных сталях (с буквой А) содержится менее 0,030% S и 0,025% Р. и.. 2Л В стали 40ХФА содержится 0,10-0,18% V; в стали ЗОХГТ 0,06—0,12% Ti; в стали 40ХМН 045-0,25% Мо; в стали 30ХН2ВФ ов 0,5—0,8%W, 0.15-0,30% V: в стали 38ХНЭМФ 0.35—0,45% Мо, 0.1—0,2% V.
Коленчатые валы, шатуны, шпиндели, роторы и диски турбин н другие детали ответственного назначения
Ма лона груженные детали с невысокой прочностью и вязкостью в сердцевине
Детали с повышенной прочностью и высокой вязкостью в сердцевине
Детали более крупного сечения с высокой прочностью и вязкостью в сердцевине
Примечания: 1. Во всех сталях содержится 0,17—0,37% S1. В углеродистых сталях содержится <0,040% S; <0,035% Р: в легированных сталях <0.035% S и <0.035% Р; в сталях 38ХМЮА и 40ХНМА <0,030% S и <0,030% Р.
2. В стали 20X1 IP содержится 0 001—0,005% В; в сталях 18ХГТ и ЗОХГТ 0,03—0,09% Ti, в стали 38ХМЮА 0,7—1,1% А1; в стали 40ХНМА 0,15—0.25% Мо; в стали 34XH3M 0.25—0,40% Мо.
Гнльзы цилиндров двигателей, коленчатые валы, пальцы, шпиндели станков. шестерни, втулки и др.
3. Механические свойства цементируемых сталей даны после закалки и низкого отпуска (150—200° С). Для сталей 10, 15, 20 он колеблется в широких пределах; для сталей 38ХМЮА, 40XHMA, 34XH3MA механические свойства зависят от температуры отпуска и сечения детали-
РАСПРОСТРАНЕННЫЕ (РЕССОРНО-ПРУЖИННЫЕ) СТАЛИ (ГОСТ 14959—69)
Марки с та':;и
Химический состав, %
Температура отпуска, °С
Механические свойства
Примерное назначение
С
Мп
Si
кгс/мм*
кгс/ммг
65 70 75
0.62—0,70 0,67—0,75 0.72—0,80
0,5—0,8 0,5—0.8 0,5—0.8
0,17—0,37 0,17—0,37 0,17—0,37
380 320 380
85 90
100 105 110
Различные пружины механизмов н машин
50С1
55С2 60С2 70СЗА
0,45—0,55 0,52-0,60 0,57—0.65 0,66—0,74
0,6—0,9 0,6—0,9 0,6—0,9 0,6—0,9
1,5—2,0 1,5—2,0 1,5—2,0 1,5—2,0
460 400 460 460
120 150 140 160
130 170 160 180
Пружины и рессоры в авто-, тракторе-, станкостроении, железнодорожном транспорте Тяжелонагруженные пружины
60С2ХФА
65С2ВА
70С2ХА
0,56—0,64 0,61—0,69 0,65—0,75
0,4—0,7 0.7—1,0 0,4—0,6
1.4— 1,8
1.5— 2,0 1.4—1,7
420 420
170 170 170
190 190 190
Ответственные и тяжелонагруженные пружины и рессоры
Пружииы часовых механизмов и приборов
65Г
50ХГ
60СГ
0,62—0,70 0,46—0,54 0,55—0,65
0,9—1,2 0,7—1,0 0,8—1,0
0,17—0,37 0.17—0,37 1,3—1,8
480 420 460
85 130 140
105 150 160
Пружины, рессоры автомобилей
50ХФА 60С2Н2А
0.46—0,54 0,56—0,64
0.5—0,8 0,4—0.7
0,17—0,37 1 475 1.4—1,8 420
160 160
170 175
Рессоры, клапанные и другие пружины автомобилей
Крупные особо ответственные пружины и рессоры
Примечания: 1. В большинстве сталей содержание фосфора не превышает 0,030—0,035%, серы 0.030—0,035%; в сталях 50С2, 55С2. 60С2, 50ХГ Ss£0,04%; Ps£0.04%; в сталях 65, 70, 75Ss£0,04%.
2. В стали 60С2ХФА содержится 0,9—1,1% Сг, 0.1—0.2% V; в стали 65С2ВА 0,8—1,2% W; в стали 70С2ХА 0.2—0.4% Сг; в стали се 50ХГ 0,9—1,2% Сг; в стали 50ХФА—0,8—1,1% Сг; 0,1—0,2% V; в стали 60C2H2A 1,4—1,7% Ni.
НИЗКОЛЕГИРОВАННЫЕ СТРОИТЕЛЬНЫЕ СТАЛИ <ГОСТ 19287—73)
Химический состав. "А,
Механические
свойства
Марка
s
«3S
СТали
я
С
St
Мп
Сг
ои
SS
£ к
to"
еГ
<4
09Г2
<0,12
0,2—0,4
1,45—1,75
<0,3
14Г2
0,
12—0,18
0,2—0,4
1,2-1,6
<0,3
17ГС
0,
12—0,18
0,4—0,6
1,1—1,4
<0,3
14ХГС
0,
11—0,17
0,4-0,7
0,9—1,3
0,5—0,8
10ХНСНД**
<0,12
0,8—1,1
0,5—0,8
0,6—0,9
15ХСНД*2
0,
12—0,18
0,4-0,7
0,4—0,7
0,6—0,9
10Г2С1
<0,2
0.8—1,1
1,3—1,65
<0,3
15Г2СФ*3
0,
12—0,18
0,4—0,7
1,2-1,6
<0,3
Примечание. Содержание серы и фосфора во всех сталях не превышает 0,035% каждого элемента, а никеля и меди — 0,30% каждого элемента.
*' Содержит 0.6—0,8% Ni; 0,4—0,65% Си. *2 Содержит 0,3—0,6% Ni: 0,2—0,4% Си. *8 Содержит 0.05—0,10% V.
ТАБЛИЦА 9
УГЛЕРОДИСТЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ (ГОСТ 1435-74)
Марка стали
С, %
Темпера -
тура отпуска t,?С
Твердость HRC
Назначение
У7, У7А У8, У8А
0,65—0,74 0,75—0,84
280—300 280—300
56—58 56—58
Зубила, клейма, ножницы, инструменты для обработки дерева, штампы
У9—У9А У10, У10А У11—У11А
0,85—0,94 0,95—1,04 1,05—1,14
180—200 180—200 180—200
60—62 60—62 60—62
Метчики, сверла, ножовки, развертки, резцы для обработки мягких материалов
У12—У12А У13—У13А
1,15-1,24 1,25—1,35
160—180 160—180
62—64 62—64
Напильники, бритвы, граверный инструмент и т. п.
Примечание. Содержание постоянных примесей: <0,30—0,35% SI; <0,35—0.40% Мп; в сталях У7—У13 <0,03% S; <0,03% Р; в сталях У7А— У13А <0,02% S; <0,02% Р.
НЕКОТОРЫЕ МАРКИ ИНСТРУМЕНТАЛЬНЫХ ЛЕГИРОВАННЫХ И БЫСТРОРЕЖУЩИХ СТАЛЕЙ
Марка
Химический состав, %
Темпера
Твердость, НВ
Примерное назначение
стали
С
| Мп
J Si | СГ |
W
V
тура отпуска, °С
Легированные стали (ГОСТ S9S0—7S)
ХВ5
1,25—1.50
<0.3
<0,3
0,40—0,7
4,5—5,5
0.15—0,30
100-120
65—66
Граверный инструмент.
резцы
X
9ХС ХГСВФ
0,95—1,10 0,85—0,95 0,95—1.02
<0,4 0,3—0.6 0,7—1,0
<0,35 1,2—1,6 0,7—1,0
1,3—1,6 0,95—1,25 0,6—1,0
0,&-1,1
0,08—0,15
150—200 140—180 140—160
61— 64
62— 65 61—63
Напильники, резцы Напильники, инструмент для легких условий резания
ХГ* ХВГ*
1,3—1,5 0.9—1,0
0.45—0,7 0,8-1,0
<0.35 <0,35
1.3—1,6 0,9—1,2
1,2—1,6
—
150—200 140—160
61— 64
62— 65
Протяжки, зенкеры, раз" вертки
Быстрорежущие стали (19265—73)
Р18 Р12 Р9
Р6М5
0,7—0.8 0.8—0,9 0.85—0,95 0,80—0.88
—
—
3,8—4,4 3,1—3.6 3,5—4,4 3,8—4,4
17—18,5 12,0—13,0 8,5—10,0 5,5—6,5
1,0—1,4 1,5—1,9 2,0—2,6 1,7—2,1
560 560 560 550
63—65 63—65 63—65 63—65
Теплостойкость до 620° С. Фрезы, сверла, метчики, протяжки, зенкеры
Оборудование химической, пищевой, легкой промышленности
То же, но и для сварных конструкций
15Х25Т 15X28
ф ф
25—28 25—28
<0,15 <0,15
24- 27-
-27
-30
45 45
То же, для сильно агрессивных сред, 15Х25Т для сварных конструкций
Примечания: 1. Классы сталей: Ф — феррнтный, М—Ф—мартенсито-ферритный, М — мартенситный. 2. Большинство сталей содержит <0,8% Мп, <0,8% Si; в сталях 15Х25Т, 15X28 ~ 1% Si. Во всех сталях < 0,025% S, <0,030—0,035% Р. В стали 08Х17Т содержится 0,4—0,8% Т1, в стали I5X25T 0,75—0,9% Ti. 3. Сталн 08X13, 12X13, 20X13 используются и как жаропрочные;
стали 12X13, 12X17—как жаростойкие; стали 08Х17Т, 15Х25Т, 15X28 — преимущественно как жаростойкие..
СОСТАВ И НАЗНАЧЕНИЕ РАСПРОСТРАНЕННЫХ КОРРОЗИОННОСТОИКИХ (НЕРЖАВЕЮЩИХ) СТАЛЕЙ АУСТЕНИТНОГО, АУСТЕНИТО-ФЕРРИТНОГО И АУСТЕНИТО-МАРТЕНСИТНОГО
КЛАССОВ (ГОСТ 6632—72)
Марка стали
Тип
Химический состав, %
Примерное назначение
С
Сг
N1
другие элементы
12Х18Н9 17Х18Н9
18—9
<0,12 0,13—0,21
Стал
17—19 17—19
и аустенитного класса
8—10 I —
8—9,6 —
Различные детали, трубы, баки, конструкции, устойчивые к морской воде, растворам азотной и органических кислот, слабых щелочей. Стал» 04Х18Н10, 03Х18Н11 устойчивы к азотной кислоте и азотио- кислотиым средам. Для сварных конструкций рекомендуются стали с титаном или ниобием
Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...