На рассмотрение был выдан технологический процесс механической обработки детали клемма (см. приложение). После детального изучения технологического процесса все технологические операции описаны в таблице 4.1.
Таблица 4.1 – Операции механической обработки
| Номер операции
| Операция
| Оборудование
| Описание
|
|
| Вертикально-фрезерная
| Вертикально-фрезерный мод. 6Р12
| Фрезеровать торец
|
|
| Токарно-револьверная
| Токарно-револьверный 1Е365
| Сверлить отверстие 1 на проход
|
|
| Токарная с ЧПУ
| Токарный с ЧПУ 16А20Ф3
| Расточить отверстие 7 на проход, точить фаски, выдерживая размер 1, нарезать винтовую канавку, выдерживая размеры 2,3,4,5,6
|
|
| Прошивка
| Пресс П6320
| Прошить поверхность, выдерживая размеры 1,2,3,4,5,
|
|
| Комплексная на обрабатывающих центрах с ЧПУ
| Обрабатывающий центр мод. FC-400P
| Фрезеровать отверстие 1, сверлить отверстие 5, сверлить отверстие 9 на проход, нарезать резьбу 9
|
|
| Слесарная
| Стол для слесарных работ 0469/00-00-00
| Зачистить заусенцы и притупить острые кромки
|
|
| Горизонтально-фрезерная
| Горизонтально-фрезерный 6Р82М
| Разрезать заготовку, выдерживая размер 1
|
|
| Слесарная
| Стол для слесарных работ 0469/00-00-00
| Зачистить заусенцы и притупить острые кромки, калибровать резьбу М10-6Н
|
|
| Маркирование
| Стол для слесарных работ 0469/00-00-00
| Маркировать номер комплекта на паре клемм
|
|
| Промывка
| Моечная машина инв.№3638
| Промыть детали в моечном растворе ИТ 37.151.007-2003, продуть сжатым воздухом
|
ОБЗОР КОНСТРУКЦИЙ ПРИСПОСОБЛЕНИЙ
Описание и принцип работы станочного приспособления
Станочное приспособление (подставка к тискам) предназначена для закрепления заготовки в тисках (рисунок 5.1.1).

Рисунок 5.1.1 – Подставка к тискам
Принцип работы следующий. Тиски закрепляются на столе горизонтально-фрезерного станка. С них снимают губки и на их место ставят станочное приспособление – подставку. В подставку ставят заготовку и разрезают паз.
Описание и принцип работы контрольного приспособления
В качестве контрольного приспособления используют пробку листовую 8141-9359 на диаметр 42,4+0,2 мм, изготовленную из стали 20 ГОСТ 1050-88(рисунок 5.2.1).
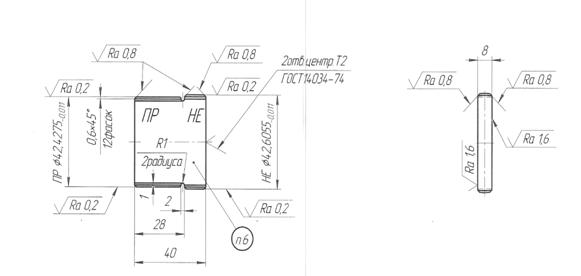
Рисунок 5.2.1 – Пробка листовая
Калибр (фр. calibre, calibre à limites) — бесшкальный инструмент, предназначенный для контроля размеров, формы и взаимного расположения поверхностей детали.
Калибры должны изготавливаться в соответствии с требованиями ГОСТ 24851 по рабочим чертежам, утвержденным в установленном порядке. Рабочие поверхности калибров должны покрываться износостойким слоем хрома и иметь
твердость в пределах 57…65 HRCЭ.
Порядок маркировки калибров определяет ГОСТ 2015, который требует, чтобы на каждом калибре были нанесены:
- номинальный диаметр отверстия (вала);
- обозначение поля допуска отверстия (вала);
- числовые величины предельных отклонений отверстия (вала);
- обозначение назначения калибра (например, ПР, НЕ,К-И и т.д.);
- товарный знак предприятия-изготовителя.
Маркировка наносится на передний торец пробки.
При контроле отверстий и валов гладкими предельными калибрами необходимо придерживаться следующих правил:
1) Не применять усилий. Калибр должен проходить или не проходить под действием своего веса.
2) При контроле отверстия рабочей непроходной пробкой следует проверять втулку с двух сторон для выявления конусообразности.
3) Если непроходной калибр проходит 1/3 своей длины, то по этому калибру деталь считается годной.





